→
La primera parte→ La segunda parte
→
La tercera parteEn el artículo, consideramos el uso estándar y no estándar de un enrutador CNC. Por qué, además de cortar cuadros de madera, se puede adaptar una máquina de este tipo. Precaución de tráfico.
Cambio de herramienta
Cuando estaba considerando comprar un CNC, revisé un montón de videos en Youtube. En la mayoría de los casos, las personas usan tales máquinas para todo tipo de monogramas, algunas imágenes en relieve y similares. No planeaba cortar iconos 3d. Hubo algunas ideas de varios equipos. Para su implementación, se necesitaba el montaje de herramientas más versátil. Dependiendo del tipo de husillo, al comprar, puede elegir una de dos opciones.
1. La primera opción:

2. La segunda opción:

Elegí el 2do. Este es un soporte universal con un diámetro de agujero de 43 mm. Esta elección hizo posible realizar varios complementos para realizar una amplia gama de operaciones, desde el corte banal de formas planas hasta el torneado.
Operaciones básicas
En mi comprensión aficionada de un enrutador CNC, las operaciones básicas son:
- Agujeros de perforación
- Corte de plantilla
- Corte de ranura
- Todo tipo de cosas de arte (bueno, sin ellas)
Se compró una máquina rectificadora directa de una empresa Bosch poco conocida como husillo:

Todo es simple: arreglamos el eje, insertamos el cortador, cargamos el código g y listo. La principal dificultad es elegir la velocidad correcta del husillo. A revoluciones demasiado altas, el árbol puede arder, mientras que las revoluciones insuficientes sufren de calidad. Selecciono todos los modos empíricamente.
Un ejemplo del resultado de una operación básica (franjas verticales en los paneles de relleno):

Aditivo
Al crear muebles de gabinete, a menudo es una tarea conectar 2 paneles de un tablero de muebles al final. Para evitar que el panel de madera se doble con el tiempo, se taladran agujeros a intervalos regulares donde los tacos de madera están obstruidos. Los agujeros en los dos paneles a conectar deben coincidir exactamente entre sí. La compensación incluso por un milímetro no está permitida. Para perforar estos agujeros, hay fresadoras especiales de relleno. Cuestan dinero enfermo (50k +).
Pero tengo un agregado con una precisión de posicionamiento de 0.05 mm (si el vendedor no miente). Todo lo que necesita hacer es rotar la herramienta de corte 90 grados. Para hacer esto, reemplace el huso con una amoladora:
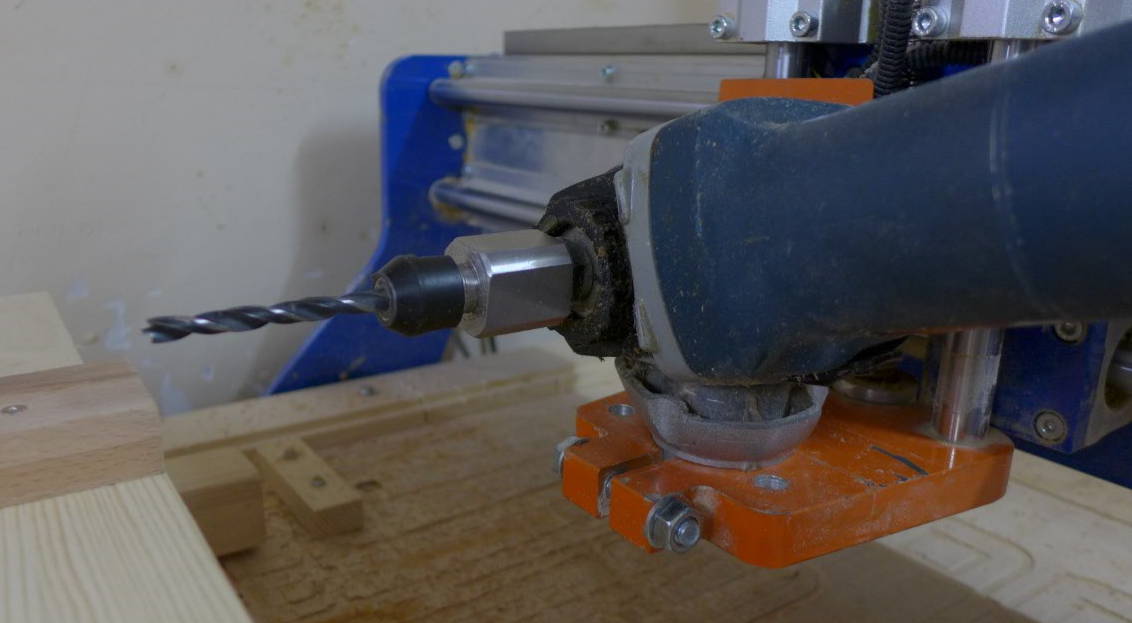
Parece simple, pero para hacer esto tuve que aplastarme la cabeza. No pude encontrar un cartucho que pudiera atornillarse a un molinillo. Tuve que pedir un adaptador de este tipo en la fábrica:

No hice ningún dibujo, solo les traje a los chicos una amoladora y un plato de la fresa y les pedí que hicieran amigos. Los chicos sabían leer y escribir, hicieron un adaptador perfectamente equilibrado. Sin latidos incluso a velocidades máximas, que no son particularmente necesarias para la perforación. El precio de la pregunta, si mi memoria me sirve, fue de 4k.
Quedaba por descubrir cómo agregar una amoladora angular al CNC. La solución surgió con esto: corté un trozo de la caja de engranajes de un viejo taladro roto, al que atornillé la amoladora. En el estado ensamblado, este complemento se ve así:

Una ligera digresión lírica. En los viejos ejercicios soviéticos-rusos, la carcasa del engranaje a menudo estaba hecha de aleación de magnesio (como en mi caso). Al trabajar con magnesio, como se vio después, se deben observar precauciones de seguridad. De una chispa de un molinillo, se encendió una colina de polvo de magnesio, que permaneció en el banco de trabajo después de cortar el engranaje de perforación. Afortunadamente, el tobogán era pequeño y siempre tengo a mano un extintor de incendios ...
Traté de adaptar el mismo equipo que una cortadora de espigas. Escribí un programa simple que genera código g de acuerdo con las dimensiones de punta introducidas. Y ella incluso trabajó, los picos eran bastante decentes. Pero la idea tuvo que ser abandonada. Existía el riesgo de dañar la herramienta, por lo que tuvimos que eliminar pequeñas capas de madera por pasada. Debido a este tiempo, cortar una sola espiga tomó mucho.
Materiales de hoja de corte
En la fabricación de recintos, también es importante observar estrictamente las dimensiones de los paneles individuales y los ángulos rectos. Antes de adaptar el CNC para este propósito, esta operación, aunque aparentemente simple, consumía mucho tiempo y, a menudo, el resultado distaba mucho de ser ideal.
Los ensambladores correctos para este propósito utilizan una máquina de corte de formato (coloquialmente "formateador"). Pero ni siquiera teóricamente encajaba en mis 9 cuadrados, ni siquiera estoy hablando del precio. Durante algún tiempo utilicé todo tipo de neumáticos de guía. Pero un corte de calidad no funcionó. Habiendo entendido la pregunta, me di cuenta de cuál era el problema. Resulta que en los formateadores profesionales hay 2 discos, uno de corte pequeño (no corta a toda la profundidad de la pieza de trabajo) y el segundo principal.
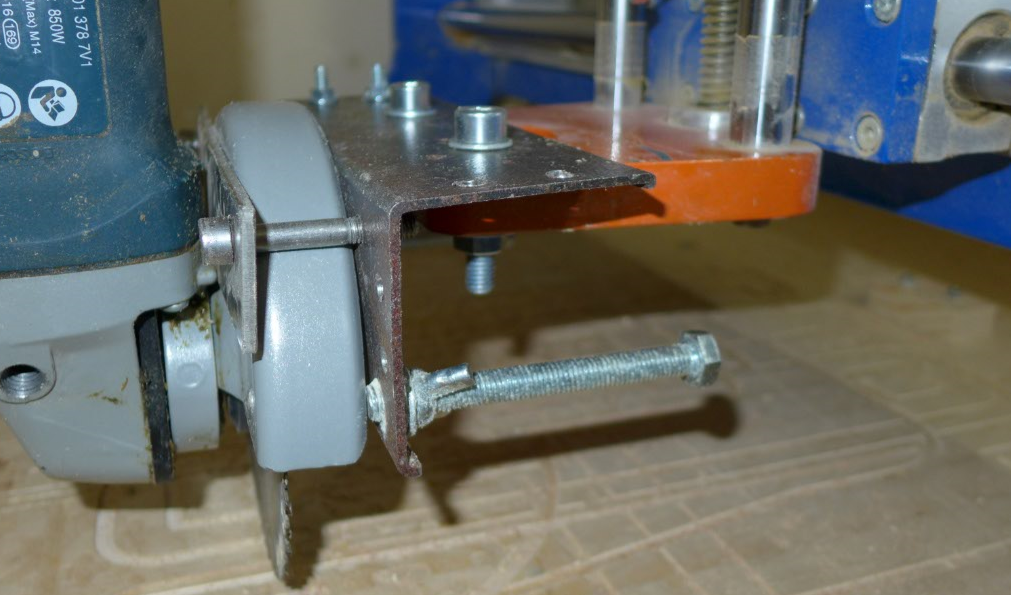
Tuve que pensar de nuevo. Como resultado de la lluvia de ideas, tal cosa nació:

El perno largo en la parte inferior está diseñado para establecer con precisión el ángulo correcto entre la hoja de sierra y la mesa. Un disco delgado y grandes revoluciones del molinillo le permiten obtener el corte perfecto incluso al cortar pino suave. Para emular un formateador profesional, realizo cada corte en 2 pasadas: la primera pasada a 1/4 de profundidad (simulación del disco de corte) y la segunda pasada a toda profundidad.
Aquí es donde se necesita la alta velocidad de movimiento, sobre lo que escribí en los comentarios de la publicación anterior. De lo contrario, un corte tomará varios minutos.
El mismo equipo se gira 90 grados para aserrar:

Y desde un ángulo diferente:

La tubería que sale del molino no es para eliminar el polvo, como podría parecer, sino para
Refrigeración del motor.
Girando
Los productos de torneadores profesionales siempre me inspiran. Todavía no entiendo cómo, trabajando solo con cinceles e incisivos, logran moler 2 objetos idénticos (las máquinas copiadoras no cuentan). Honestamente, lo intenté, nifiga no funcionó.
La misma unidad CNC y amoladora vinieron al rescate. Además de ellos, por un buen 2.5k en Avito, compré un torno amateur de 1983 de 1983. El resultado fue un diseño tan complejo:

Vista superior:

El tubo verde es el enfriamiento del molino, el negro es la succión del aserrín.
Video cómo funciona todo (sonido más silencioso):
A pesar de la aparente simplicidad del torno, le permite procesar piezas de trabajo del medidor, que corresponde a la longitud del eje X de mi CNC. Por lo tanto, este diseño es adecuado para la fabricación de, por ejemplo, taco de billar prefabricado.
Sabía sobre girar ejes para CNC, pero inmediatamente lo rechacé. En primer lugar, un poco caro (+ 30k). En segundo lugar, ella necesita un portal más alto. Esto cortó de inmediato todas las opciones de presupuesto que encontré. Y en tercer lugar, la velocidad. Esta opción claramente no es adecuada para girar una gran cantidad de balaustres para la glorieta en el país (la versión búlgara tritura el balaustre en una pasada en un par de minutos).
En los comentarios a la publicación anterior había un hilo completo con una discusión sobre mi elección de cremallera y piñón en lugar de helicoidal. No quería revelar la intriga con anticipación, por lo tanto, ahora explicaré por qué razones elegí lo que elegí. Incluso antes de la compra, tuve la idea de la consola giratoria descrita anteriormente. Todavía no sabía exactamente cómo hacer esto, pero la imagen general en mi cabeza ya estaba allí.
En la última etapa, la elección se redujo a 2 opciones. El primero es el que finalmente compré y el segundo es:

La diferencia de precio fue de alrededor de 30k. Pero en la variante con husillos de bolas había 2 desventajas significativas:
- Velocidad de movimiento (1500 mm / min. Vs. 7500 mm / min. Para riel).
- Una unidad en el medio.
Inconscientemente, entendí que la alta velocidad podría ser útil, pero en ese momento no pensé en el formateador CNC. Pero para el diseño del desvío de giro, una unidad en el medio era muy inapropiada. En este caso, las cargas diagonales en el portal podrían resultar críticas y toda la construcción del portal se activaría durante el giro. En este caso, no se hablaría de ninguna precisión. Por lo tanto, pagué en exceso treinta por un disco separado en cada lado.
Búlgaro
Por separado, quiero decir sobre el molinillo. Cuando solo pensaba en estos diseños, había serias dudas sobre cuánto tiempo la amoladora angular sobrevivirá bajo tales cargas. Por lo tanto, compré un profesional Bosch. La cubierta de plástico de la caja de engranajes era algo molesta donde se presionó el rodamiento del eje (no estoy seguro de haber nombrado correctamente esta parte). Pero, sorprendentemente, el búlgaro ha estado viviendo por segundo año.
Al cortar y aditivo, no hay cargas extremas. Por lo tanto, cuando taladro agujeros, no conecto el molino a una aspiradora para enfriar. Al cortar, todo depende del volumen que deba cortarse.
Una carga seria en la amoladora, principalmente durante las operaciones de torneado. No hay enfriamiento de ninguna manera. Hasta que conecté la manguera verde, tuve que tomar descansos de 20 minutos cada 5 minutos de trabajo. Ahora también tomo descansos, pero con mucha menos frecuencia. Bueno, no me olvido de actualizar la grasa en la caja de cambios después de cada trabajo importante.
Resumen
La máquina CNC se ha vuelto indispensable en mis experimentos de carpintería. En algunos casos, solo gracias a él, siendo un aficionado en la carpintería, puedo acercarme a la calidad de los artesanos profesionales (por ejemplo, en productos de torneado).
PD: Cuando estaba preparando materiales para el artículo, no pensé que este tema fuera tan interesante. Ahora entiendo que era necesario grabar un video para cada elemento. Intentaré terminar el fin de semana y adjuntarlo a esta publicación.
UPD En los comentarios, muchos escribieron sobre seguridad. Solo tengo que transmitirlo aquí. Al trabajar con una herramienta de perforación, corte y corte, se deben observar las siguientes precauciones de seguridad:
- gafas en los ojos;
- auriculares en las orejas;
- mascarilla o respirador en la nariz;
- no se pare en el plano de rotación de la hoja de sierra;
- no trabaje con una amoladora con hoja de sierra;
- los guantes, guantes (excepto el caucho fino) están prohibidos;
- toma la cabeza, el pelo debajo de la boina (si es una gorra de béisbol, luego la visera hacia atrás);
- una bata en el cuerpo, las mangas no cuelgan;
- un extintor de incendios está a la mano;
- crema solar (la luz ultravioleta es peligrosa);
- sentido común en mi cabeza.
Videos prometidos de
UPD2 .
Corte:
Tiempos aditivos:
Aditivo dos: