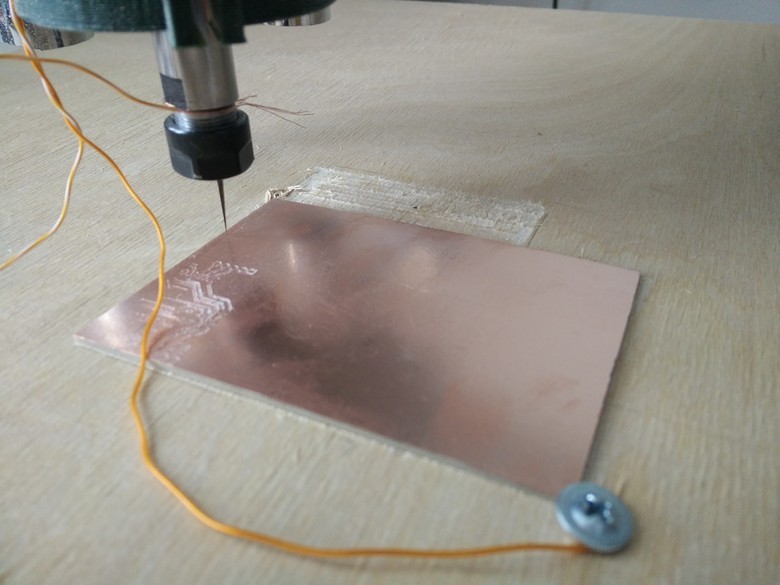
أنا لا أحب النقش لوحات الدوائر المطبوعة. حسنًا ، لا تعجبني عملية إثارة الكلوريد الحديدي. اطبع هناك ، حديد هنا ، فضح مقاوم الضوء - القصة كلها في كل مرة. ثم فكر في مكان تصريف كلوريد الحديديك. أنا لا أجادل ، هذه طريقة ميسورة وبسيطة ، لكنني شخصياً أحاول تجنبها. ثم حدث سعادتي: أكملت جهاز التوجيه باستخدام الحاسب الآلي. نشأ الفكر على الفور: ولكن ليس ما إذا كان سيحاول طاحونة لوحات الدوائر المطبوعة. لم يقل من فعله. أرسم محولًا بسيطًا من esp-wroom-02 الغارقة وأبدأ رحلتي في طحن لوحات الدوائر المطبوعة. مسارات مصنوعة خصيصًا - 0.5 مم. لأنه إذا لم ينجح ذلك ، فماذا لهذه التكنولوجيا.
هنا تحتاج إلى انضغاط صغير. هناك عدة طرق للحصول على مجموعة من رموز gcodes لطحن لوحة الدوائر المطبوعة من cad. في رأيي ، تختلف باختلاف نظام CAD الذي تستخدمه. إذا كنت من محبي إيجل ، فهناك حلول متخصصة ومتكاملة لذلك: PCB-GCode ، والقدرة على فتح ملفات BRD مباشرة في chilipeppr. لسوء الحظ ، منذ وقت ليس ببعيد ، غيرت Autodesk سياسة ترخيص النسر ، والآن لا يحبها المجتمع كثيرًا (يمكنك رؤية رأي أحد الممثلين البارزين للمجتمع ).
نظرًا لأنني شخصياً أصنع لوحات الدوائر المطبوعة كل خمس سنوات في العطلات الرئيسية ، فإن KiCAD كافية لي للتصميم. لم أجد حلولًا مناسبة متخصصة لذلك ، ولكن هناك طريقة أكثر شمولاً - باستخدام ملفات جربر. في هذه الحالة ، كل شيء بسيط نسبيًا: خذ ثنائي الفينيل متعدد الكلور ، قم بتصدير الطبقة المطلوبة إلى جربر (لا يوجد نسخ متطابق وسحر آخر!) ، قم بتشغيل pcb2gcode - واحصل على ملف nc جاهز يمكن إعطاؤه لقاطع الطحن. كالعادة ، الواقع هو عدوى شريرة وتبين أن كل شيء أكثر تعقيدًا.
الحصول على رمز من ملفات جربر
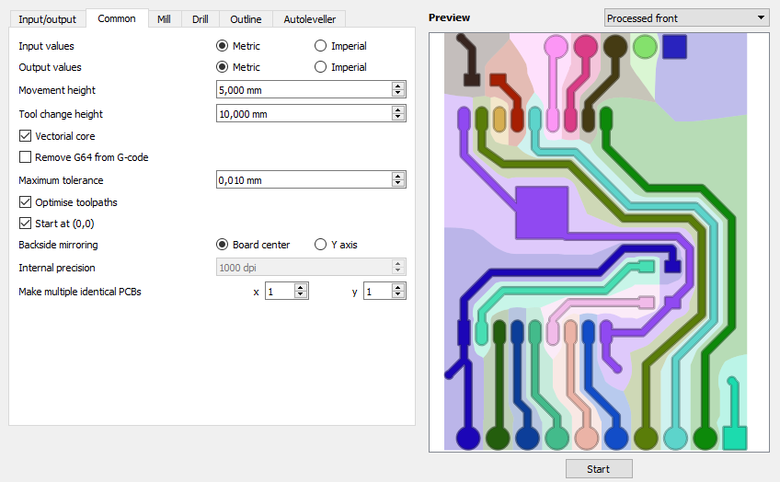
لذلك ، لا أخطط لوصف كيفية الحصول على ملف جربر ، أعتقد أن الجميع يعرف كيف. بعد ذلك تحتاج إلى تشغيل pcb2gcode. اتضح أنه يتطلب حوالي مليون خيار لسطر الأوامر لإنتاج شيء مقبول. من حيث المبدأ ، وثائقه ليست سيئة ، لقد أتقنتها وتوصلت إلى كيفية الحصول على نوع ما من gcode حتى بهذه الطريقة ، ولكن ما زلت أرغب في الحصول على إصابات. لأنه تم العثور على واجهة المستخدم الرسومية pcb2gcode . هذا ، كما يوحي الاسم ، هو واجهة المستخدم الرسومية لتعيين معلمات pcb2gcode الأساسية مع علامات الاختيار ، وحتى مع المعاينة.
في الواقع ، في هذه المرحلة يتم تلقي نوع من التعليمات البرمجية ويمكنك محاولة طحن. ولكن بينما دخلت إلى علامات الاختيار ، اتضح أن القيمة الافتراضية للعمق الذي يقدمه هذا البرنامج هي 0.05 ملم. وفقًا لذلك ، يجب تثبيت اللوحة في جهاز التوجيه على الأقل بدقة أعلى من ذلك. لا أعرف كيف يمتلكه أي شخص ، ولكن لدي سطح مكتب به طاحونة أكثر انحناءً بشكل ملحوظ. كان أبسط حل يخطر على البال هو وضع الخشب الرقائقي القرباني على الطاولة ، طحن جيب فيه بحجم الألواح - وسيكون مثاليًا في مستوى قطع الطحن.
بالنسبة لأولئك الذين لديهم بالفعل أمر جيد لجهاز التوجيه ، فإن هذا الجزء غير مثير للاهتمام. بعد تجربتين ، اكتشفت أنه من الضروري طحن جيب في اتجاه واحد (على سبيل المثال ، عن طريق إطعامه إلى السن) وبتداخل لا يقل عن ثلاثين بالمائة. قدم لي فيوجن 360 لأول مرة القليل جدا من الساحقة وقاد ذهابا وإيابا. في حالتي ، كانت النتيجة غير مرضية.
يمثل انحناء ثنائي الفينيل متعدد الكلور
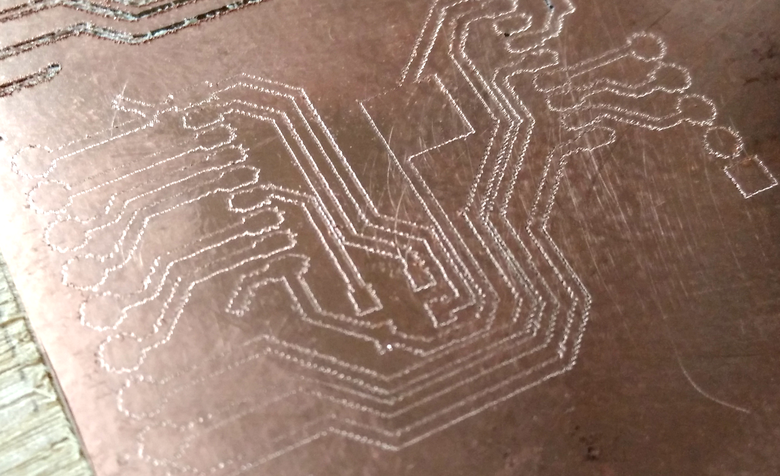
بمحاذاة الموقع ، قمت بلصقه على شريط مزدوج الوجه ، ووضع مادة القماش ، وبدأت في الطحن. ها هي النتيجة:
كما ترون ، على حافة واحدة من اللوحة ، لا يقطع القاطع عمليا النحاس ، من ناحية أخرى - ذهب عميقا للغاية في اللوحة ، بينما ذهب طحن فتات ثنائي الفينيل متعدد الكلور. بالنظر بعناية إلى اللوحة نفسها ، لاحظت أنه كان غير متكافئ في البداية: منحني قليلاً ، وبغض النظر عن الطريقة التي تعاني بها ، سيكون هناك بعض الانحرافات في الارتفاع. ثم ، بالمناسبة ، بحثت واكتشفت أنه بالنسبة لألواح الدوائر المطبوعة بسماكة أكثر من 0.8 مم ، فإن تحمل ± 8 ٪ يعتبر أمرًا طبيعيًا.
الخيار الأول الذي يتبادر إلى الذهن هو المعايرة التلقائية. وفقًا لمنطق الأشياء - وهو أسهل من ذلك ، فإن اللوحة مطلية بالنحاس ، والقاطع مصنوع من الفولاذ ، ويربط أحد الأسلاك بالنحاس ، والآخر بالقاطع - هنا لديك مسبار جاهز. خذ وابني السطح.
يتم التحكم في جهازي بواسطة grbl على درع صيني رخيص. Grbl لديه دعم مسبار على دبوس A5 ، ولكن لسبب ما لا يوجد موصل خاص على لوحتي. بعد فحصها بعناية ، وجدت مع ذلك أن دبوس A5 يتم إخراجه إلى موصل منفذ SPI (تم توقيعه باسم SCL) ، وهناك أيضًا أرض قريبة. هناك خدعة واحدة مع هذا "المستشعر" - يجب أن تكون الأسلاك ملتوية معًا. في قاطع الطحن ، من السهل للغاية التقاطه ، وبدون ذلك ، سيعطي المستشعر باستمرار نتائج إيجابية خاطئة. حتى بعد النسيج ، سيستمر ، ولكن نادرًا جدًا.
لذا ، يتم تجميع المستشعر ، واختباره بواسطة المختبر ، ثم السؤال المهم هو كيفية التحقق من أن كل شيء في محله ولن أقوم بكسر حفارة واحدة. أظهر القليل من googling أنه بحاجة لإرسال الفريق G38.2 Z-10 F5.
يقول الفريق: ابدأ في الهبوط إلى -10 في Z (الارتفاع المطلق أو النسبي - يعتمد على الوضع الذي أصبحت فيه البرامج الثابتة الآن). سوف ينزل ببطء شديد - بسرعة 5 مم / دقيقة. هذا لأن المطورين أنفسهم لا يضمنون أن النسب سيتوقف تمامًا في لحظة تشغيل المستشعر ، وليس بعد ذلك بقليل. لذلك ، من الأفضل النزول ببطء ، بحيث يتوقف كل شيء في الوقت المحدد وليس لديه الوقت للذهاب على متن الطائرة ، لذلك لا تلعب. من الأفضل إجراء الاختبار الأول عن طريق رفع رأسك إلى ارتفاع أعلى من 10 ملم وإسقاط نظام الإحداثيات. في هذه الحالة ، حتى إذا لم يعمل كل شيء ولم يكن لديك الوقت للوصول إلى زر الإيقاف الإلكتروني ، فلن يتم قطع آلة الطحن. يمكنك إجراء اختبارين: الأول - عدم فعل أي شيء (وعند الوصول إلى -10 grbl سيعطي "إنذار: فشل المسبار") ، والثاني - بينما ينخفض ، أغلق الدائرة بشيء وتأكد من توقف كل شيء.
بعد ذلك ، تحتاج إلى العثور على طريقة حول كيفية قياس المصفوفة وتشويه gcode حسب الحاجة. للوهلة الأولى ، يحتوي pcb2gcode على نوع من دعم التقوية الذاتية ، ولكن لا يوجد دعم grbl. هناك فرصة أن تطلب من الفريق إجراء الاختبار بيديك ، لكنك بحاجة إلى التعامل معه ، ولأكون صادقًا ، كنت كسولًا جدًا. قد يلاحظ العقل المستفسر أنه مع LinuxCNC ، يتطابق الأمر عينة تشغيل مع الأمر grbl. ولكن بعد ذلك يأتي الفارق الذي لا يمكن إصلاحه: يحفظ كل مترجمي شفرة "البالغين" نتيجة الاختبار المكتمل إلى متغير آلة ، ويخرج grbl ببساطة القيمة إلى المنفذ.
اقترح أحد موظفي Google الخفيف أنه لا يزال هناك عدد قليل من الخيارات المختلفة ، لكن مشروع chillpeppr لفت نظري:
هذا هو نظام مكون من مكونين مصمم للعب مع الحديد من الويب. المكون الأول - Serial JSON Server ، مكتوبًا في الحال ، يعمل على جهاز متصل مباشرة بالأجهزة ، ويمكنه التحكم في المنفذ التسلسلي عبر مقابس الويب. والثاني يعمل في متصفحك. لديهم إطار كامل لبناء الحاجيات مع بعض الوظائف ، والتي يمكن بعد ذلك دفعها إلى الصفحة. على وجه الخصوص ، لديهم بالفعل مساحة عمل جاهزة (مجموعة من الأدوات) لـ grbl و tinyg.
و chillpeppr يحظى بدعم ذاتي. علاوة على ذلك ، في المظهر ، إنه أكثر ملاءمة من UniversalGcodeSender ، الذي استخدمته من قبل. أضع الخادم ، أبدأ جزء المتصفح ، أقضي نصف ساعة في محاولة معرفة الواجهة ، وتحميل gcode من لوحتي هناك ورؤية بعض القمامة:
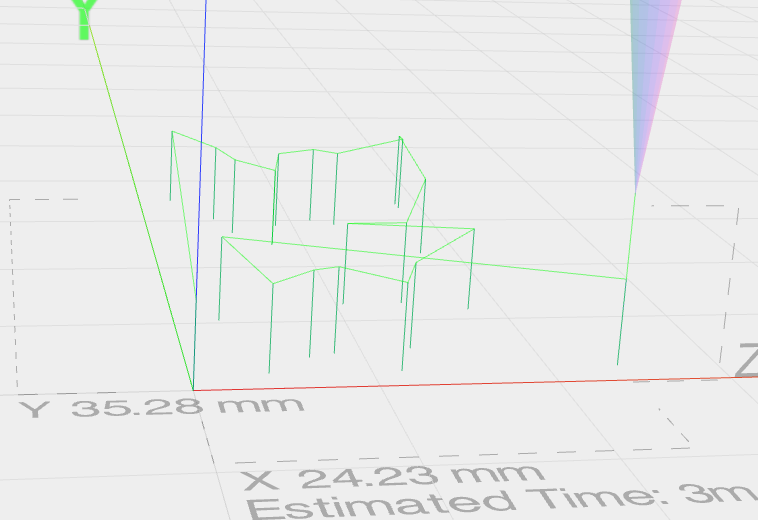
بعد النظر إلى gcode نفسها ، التي يولدها pcb2gcode ، أرى أنها تستخدم الترميز عندما لا يتكرر الأمر (G1) في الأسطر التالية ، ولكن يتم إعطاء الإحداثيات الجديدة فقط:
G00 X1.84843 Y34.97110 ( rapid move to begin. ) F100.00000 G01 Z-0.12000 G04 P0 ( dwell for no time -- G64 should not smooth over this point ) F200.00000 X1.84843 Y34.97110 X2.64622 Y34.17332 X2.69481 Y34.11185 X2.73962 Y34.00364 X2.74876 Y31.85178 X3.01828 Y31.84988 X3.06946 Y31.82249 X3.09684 Y31.77131
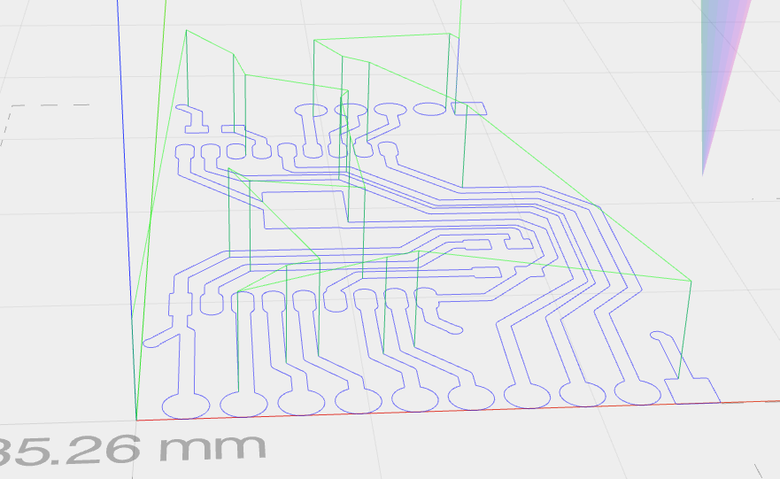
إذا حكمنا من خلال حقيقة أن chilipeppr يظهر فقط الحركات الرأسية ، فإنه يرى الخط G01 Z-0.12 هنا ، لكنه لا يفهم كل ما يأتي بعد F200. تحتاج إلى إعادة تدوين شرح صريح. بالطبع ، يمكنك العمل بيديك أو تقديم بعض النصوص البرمجية لما بعد المعالجة. ولكن لم يقم أحد حتى الآن بإلغاء G-Code Ripper ، الذي يمكنه ، من بين أمور أخرى ، التغلب على أوامر gcode المعقدة (مثل الأقواس نفسها) في أوامر أبسط. بالمناسبة ، إنه يعرف أيضًا كيفية ثني gcode في مصفوفة autoprobe ، ولكن مرة أخرى لا يوجد دعم مدمج لـ grbl. ولكن يمكنك عمل نفس التقسيم. الإعدادات القياسية تناسبني تمامًا (ما لم يكن في التكوين اضطررت إلى تغيير الوحدات إلى مم مسبقًا). بدأ عرض الملف الناتج بشكل طبيعي في chilipeppr:
بعد ذلك ، قم بتشغيل autoprobe ، مع عدم نسيان تحديد المسافة التي يتم من خلالها تخفيض العينة ، وعمقها. في حالتي ، أشرت إلى أنه يجب تخفيضها من 1 إلى -2 مم. الحد الأدنى ليس مهمًا جدًا ، يمكن تعيينه على الأقل -10 ، لكنني لا أنصح: بضع مرات قمت دون جدوى بتعيين نقطة البداية لبدء الاختبار ، وكانت النقاط القصوى خارج اللوحة. إذا كان العمق أكبر ، فيمكن كسر الحفار. وهكذا مجرد خطأ. يعتمد مستوى الحد العلوي بشكل مباشر على مدة قياس السطح. في حالتي ، في الواقع ، لم تتجاوز اللوحة تقريبًا 0.25 مم لأعلى أو لأسفل ، ولكن 1 مم أكثر موثوقية إلى حد ما. انقر فوق التشغيل العزيزة والتشغيل إلى جهاز التوجيه للتأمل:
وفي واجهة chilipeppr ، يظهر سطح مقاس قليلاً:
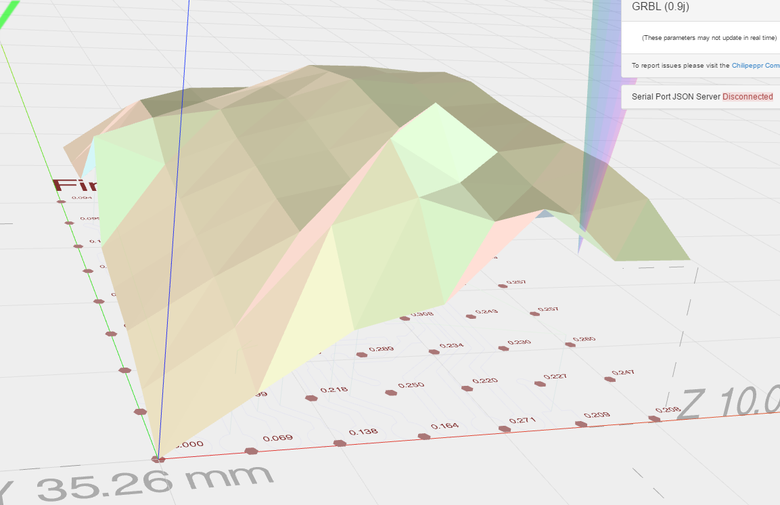
هنا من الضروري الانتباه إلى أن جميع القيم في Z مضروبة في 50 ، من أجل تصور السطح الناتج بشكل أفضل. هذه معلمة مخصصة ، ولكن 10 و 50 تعمل بشكل جيد في رأيي. كثيرًا ما أجد حقيقة أن نقطة واحدة أعلى بكثير مما قد تتوقعه منه. أنا شخصياً أعزو ذلك إلى حقيقة أن المستشعر يمسك بالطرف ويعطي إيجابية خاطئة. تتيح لك ميزة chilipeppr تفريغ خريطة الارتفاع في شكل json ، يمكنك إصلاحها بيديك بعد ذلك ، ثم تحميلها بيديك. بعد ذلك ، انقر فوق الزر "إرسال GCode ذات المستوى التلقائي إلى مساحة العمل" - ويتم تحميل الرمز الذي تم تصحيحه بالفعل في الفلفل:
N40 G1 X 2.6948 Y 34.1118 Z0.1047 (al new z) N41 G1 X 2.7396 Y 34.0036 Z0.1057 (al new z) N42 G1 X 2.7488 Y 31.8518 Z0.1077 (al new z) N43 G1 X 3.0183 Y 31.8499 Z0.1127 (al new z) N44 G1 X 3.0695 Y 31.8225 Z0.1137 (al new z) N45 G1 X 3.0968 Y 31.7713 Z0.1142 (al new z)
تمت إضافة تحركات الرمز Z إلى الرمز ، والتي يجب أن تعوض خشونة السطح.
اختيار معلمات الطحن
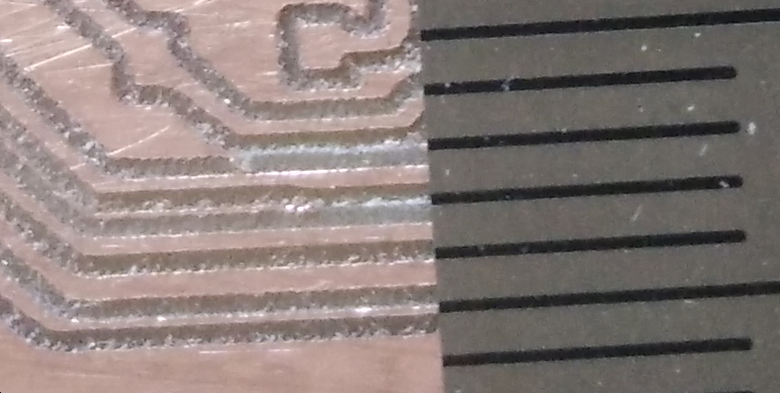
أبدأ في الطحن ، أحصل على هذه النتيجة:
هنا يمكنك أن ترى ثلاث نقاط في وقت واحد:
- انتهت مشكلة خشونة السطح: يتم قطع كل شيء (بشكل أكثر دقة ، خدش) إلى نفس العمق تقريبًا ، ولا توجد فجوات في أي مكان ، ولم تذهب إلى أي مكان عميقًا.
- العمق غير كاف: من الواضح أن 0.05 مم لا تكفي لهذا الرقاقة. المجالس ، بالمناسبة ، هي وحش مجهول مع AliExpress ، لم يتم تحديد سمك النحاس هناك. تختلف طبقة النحاس ، والأكثر شيوعًا - من 18 إلى 140 ميكرون (0.018-0.14 مم).
- الضرب على النقش واضح للعيان.
حول التعميق. من السهل تحديد مدى عمق الحفار الذي يجب خفضه. ولكن هناك خصوصية. النقش المخروطي له شكل مثلث في الإسقاط. من ناحية ، تحدد زاوية المعلومات إلى نقطة العمل مدى صعوبة كسر الأداة ومدة استمرارها ، ومن ناحية أخرى ، كلما كانت الزاوية أكبر ، كلما كان القطع أوسع عند عمق معين.
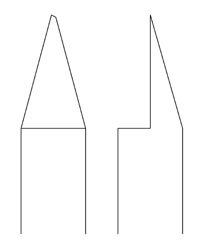
تبدو صيغة حساب عرض القطع لعمق معين كهذا (غير مأخوذ من reprap.org وثابت):
2 * penetration depth * tangens (tool tip angle) + tip width
نعتبره: بالنسبة للنقش بزاوية 10 درجات ونقطة اتصال 0.1 مم بعمق 0.1 مم ، نحصل على عرض قطع يبلغ 0.15 مم تقريبًا. بناءً على ذلك ، يمكننا بالمناسبة تقدير الحد الأدنى للمسافة بين المسارات التي ستجعل النقش المحدد على رقائق السماكة المحددة. حسنًا ولا يزال ، حتى إذا لم تكن بحاجة إلى مسافات صغيرة جدًا بين المسارات ، فلا يزال الأمر لا يستحق خفض القاطع إلى عمق كبير ، نظرًا لأن قطع الألياف الزجاجية بصراحة شديدة حتى من السبائك الصلبة.
حسنًا ، لا تزال هناك لحظة مضحكة. لنفترض أن لدينا مسارين يفصل بينهما 0.5 مم. عندما نقوم بتشغيل pcb2gcode ، فسوف ننظر في قيمة معلمة إزاحة Toolpath (مقدار الانحراف عن المسار عند الطحن) وفي الواقع نقوم بتمريرين بين المسارات ، مفصولة بـ (0.5 - 2 * toolpath_offset) مم ، بينهما سيكون هناك (ولكن بدلاً من ذلك فقط كسر) قطعة من النحاس ، وسوف تكون قبيحة. إذا كانت toolpath_offset أكبر من المسافة بين المسارات ، فسيعطي pcb2gcode تحذيرًا ، ولكنه سينشئ سطرًا واحدًا فقط بين المسارات. بشكل عام ، بالنسبة لتطبيقاتي ، فإن هذا السلوك هو الأفضل ، نظرًا لأن المسارات أوسع ، فإن القاطع يقطع أقل - الجمال. صحيح ، قد تكون هناك مشكلة في مكونات SMD ، ولكن من غير المحتمل.
هناك حالة واضحة لهذا السلوك: إذا قمت بتعيين مجموعة أدوات كبيرة جدًا ، فإننا نحصل على لوحة دوائر مطبوعة في ضوء مخطط فورونوي. على الأقل - إنه جميل ؛) يمكنك رؤية التأثير على لقطة الشاشة الأولى من pcb2gcode التي أعطيتها. يظهر كيف سيبدو.
الآن عن الضرب للنقش. هذا ما أسميه لهم عبثا. المغزل ليس سيئًا على الإطلاق ، وبالطبع لا يصيبه بقوة. هنا ، بدلاً من ذلك ، ينحرف طرف النقش ، عندما يتحرك ، ويقفز بين النقاط ، مما يعطي هذه الصورة الغريبة بالنقاط. الفكرة الأولى والرئيسية هي أن المطحنة ليس لديها وقت لقطعها وبالتالي تقفز. أظهر googling السهل أن الناس يطحنون لوحات الدوائر المطبوعة بمغزل عند 50 ألف دورة بسرعة حوالي 1000 مم / دقيقة. المغزل الخاص بي يعطي 10k بدون تحميل ، ويمكننا أن نفترض أنه من الضروري قطع بسرعة 200 مم / دقيقة.
النتائج والاستنتاج
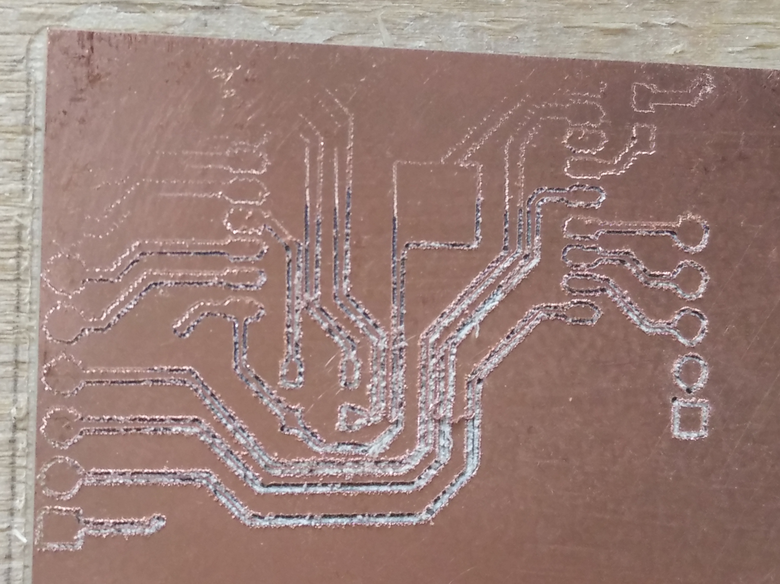
مع أخذ كل هذا في الاعتبار ، أقيس قطعة جديدة من ثنائي الفينيل متعدد الكلور ، وأبدأ في الطحن والحصول على هذه النتيجة:
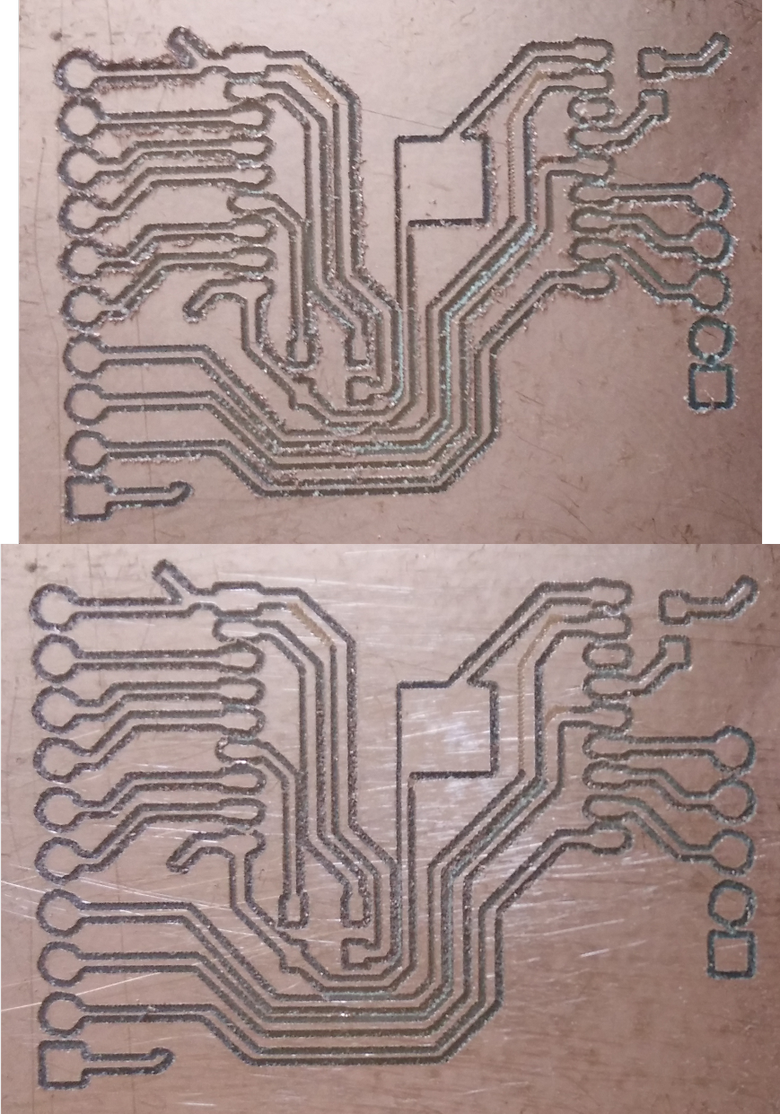
الجزء العلوي هو نفسه تمامًا كما خرج من قطع الطحن ، الجزء السفلي - بعد أن تمسك به مع حجر طحن عادي عدة مرات. كما ترون ، في ثلاثة أماكن لم تقطع المسارات. بشكل عام ، يطفو عرض المسارات في جميع أنحاء اللوحة. هذا لا يزال بحاجة إلى معالجة ، ولكن لدي افتراض ما هو السبب. في البداية قمت بتثبيت اللوحة على شريط مزدوج الوجه ، وغالبًا ما غادرت. ثم في مكانين أمسكت بحواف رؤوس البراغي. يبدو أنه أفضل ، لكنه لا يزال يلعب قليلاً. أظن أنه في وقت الطحن يتم الضغط عليه إلى الموقع وبسبب هذا ، في الواقع ، لا يتم قطعه.
بشكل عام ، كل هذا له آفاق. عند اكتمال العملية ، يستغرق بناء نموذج DEM حوالي خمس إلى سبع دقائق ، ثم يستغرق الطحن نفسه دقيقتين. يبدو أنه يمكنك تجربة المزيد. ولكن بعد ذلك يمكنك إجراء الحفر على نفس الجهاز. لا تزال تشتري المسامير ، وسوف تكون هناك سعادة! إذا كان الموضوع مثيرًا للاهتمام ، فيمكنني كتابة مقال آخر عن الحفر والمجالس الثنائية وما إلى ذلك.