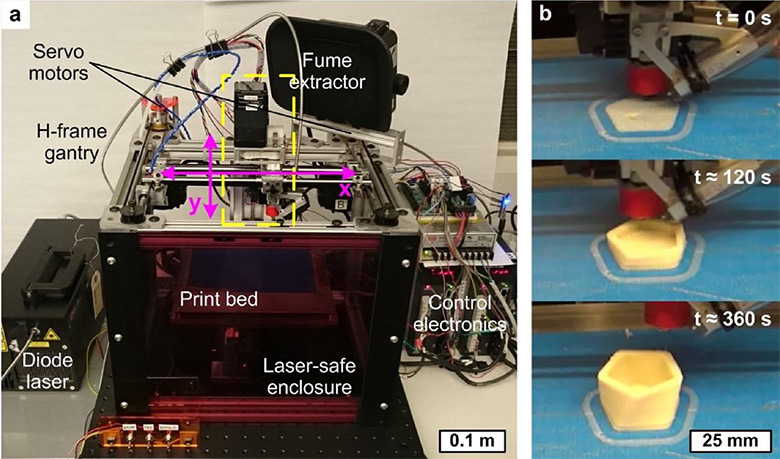
 على اليسار: طابعة FastFFF بمساحة عمل 185 × 125 × 200 مم وإطار دعم على شكل H وكابلات ألياف بصرية لتوصيل رأس الطباعة وإلكترونيات التحكم مرئية. على اليمين: الصور الملتقطة أثناء طباعة كوب حلزوني مصنوع من بلاستيك ABS وقت الطباعة ، بعد 120 ثانية و 360 ثانية
على اليسار: طابعة FastFFF بمساحة عمل 185 × 125 × 200 مم وإطار دعم على شكل H وكابلات ألياف بصرية لتوصيل رأس الطباعة وإلكترونيات التحكم مرئية. على اليمين: الصور الملتقطة أثناء طباعة كوب حلزوني مصنوع من بلاستيك ABS وقت الطباعة ، بعد 120 ثانية و 360 ثانيةطور المهندسون في معهد ماساتشوستس للتكنولوجيا (MIT)
تصميم رأس طباعة جديدًا للطباعة ثلاثية الأبعاد باستخدام طريقة FDM / FFF ، أي نمذجة الترسيب المنصهر. بدلاً من العجلة التقليدية ، استخدموا الطريقة "الحلزونية" لتغذية خيط مزخرف. أدى ذلك إلى زيادة منطقة التلامس مع الخيط ، مما أدى إلى زيادة كبيرة في معدل التسخين وقوة البثق وسرعة الطباعة بشكل كبير.
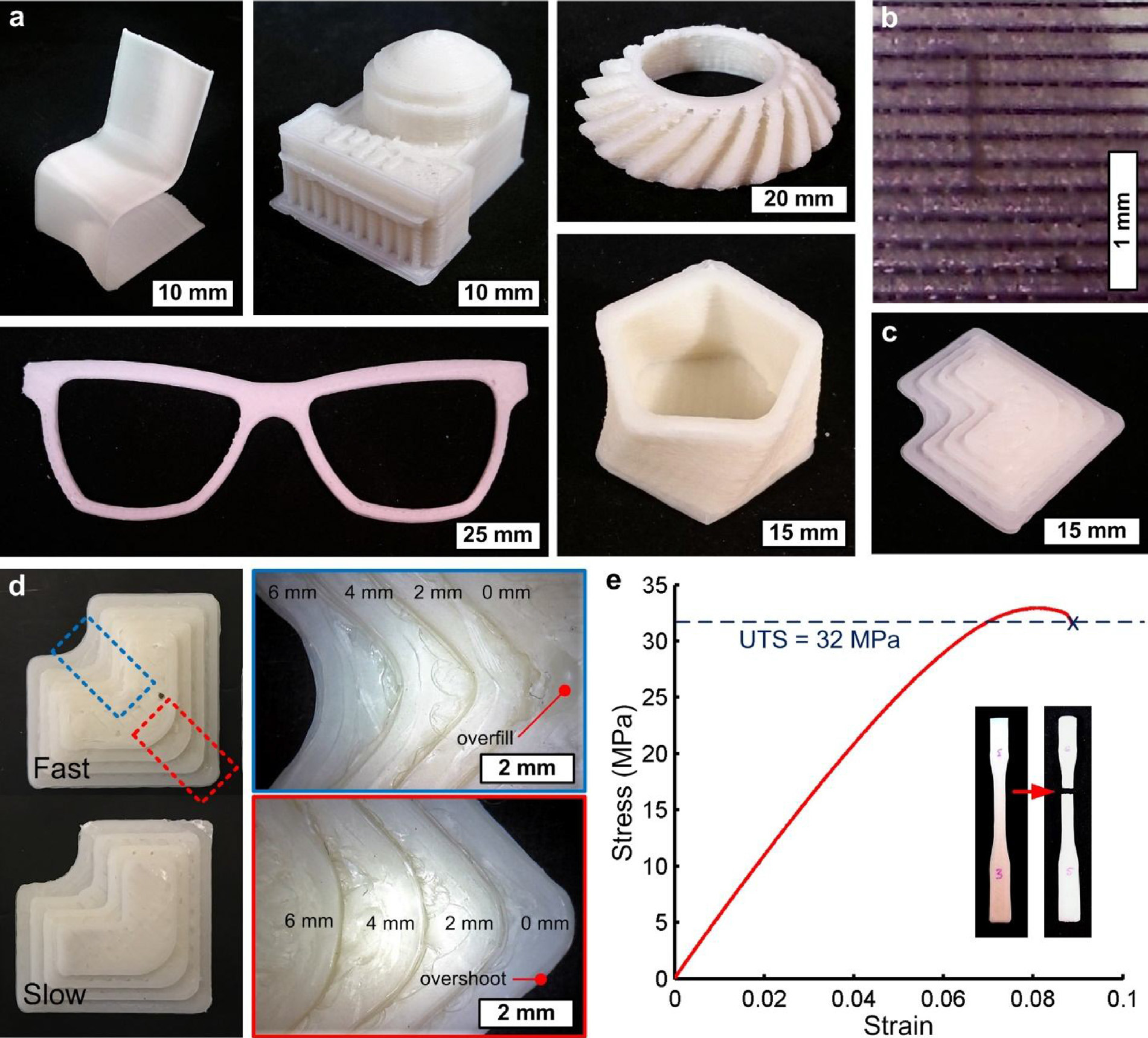
FDM / FFF هي أكثر طرق الطباعة شيوعًا المستخدمة في الطابعات ثلاثية الأبعاد منخفضة التكلفة لسطح المكتب. يتيح لك تسريع الطباعة بعشرة أضعاف طباعة الأجزاء البلاستيكية الصغيرة في غضون ساعة ، ولكن في بضع دقائق (انظر الشكل أعلاه). أظهر النموذج الأولي المجمع سرعة 127 سم مكعب / ساعة ، وهو أسرع بحوالي 7 مرات من طابعات FDM المتاحة تجاريًا. يبلغ الحد الأقصى لمعدل البثق (282 سم مكعب / ساعة) حوالي 14 ضعفًا عن معدل البثق. في الطابعات ثلاثية الأبعاد التقليدية الحديثة ، لا تتجاوز السرعة عادة 20 سم مكعب / ساعة ، فهي بطيئة حقًا.
تحتوي تقنية الطباعة ثلاثية الأبعاد الحالية باستخدام طريقة FDM / FFF على عدد من القيود المضمنة على سرعة الطباعة القصوى - وهي قيود على سرعة حركة رأس الطباعة على إطار الدعم وقوة البثق وطول الغرفة الرفيعة. تمكن مهندسو معهد ماساتشوستس للتكنولوجيا من التغلب على هذه القيود باستخدام آلة بثق مصممة خصيصًا ، ومخفف خيوط مسخن بالليزر ، وإطار دعم على شكل H مع محركين مؤازرين. هذا جعل من الممكن زيادة قوة البثق ، ومعدل تسخين الفتيل وسرعة حركة رأس الطباعة ، على التوالي.
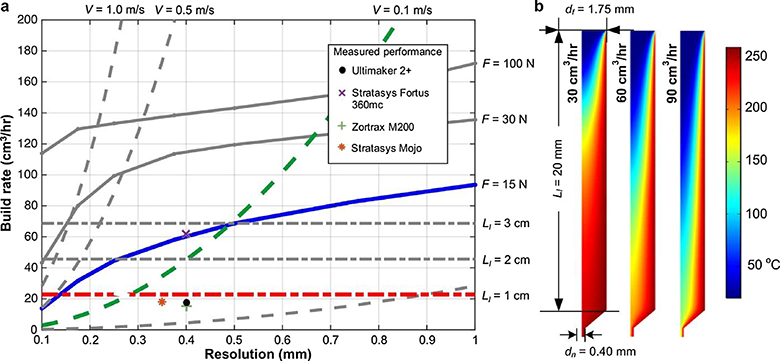 اعتماد على سرعة الطباعة من خلال طريقة الترسيب طبقة تلو الأخرى على دقة الطباعة في نماذج الطابعة المختلفة ، مع قيود على سرعة حركة رأس الطباعة على إطار الدعم وقوة البثق وطول غرفة التنر. تتوافق المساحة الإجمالية للمنحنيات التقييدية الثلاثة مع السرعة الممكنة نظريًا للنظام. تعرض الأيقونات أداء أربع طابعات ثلاثية الأبعاد متاحة تجاريًا. يظهر الجانب الأيمن اختراق درجة الحرارة من خلال مادة موصلة للحرارة ليس لديها وقت للتسخين بمعدلات تغذية عالية
اعتماد على سرعة الطباعة من خلال طريقة الترسيب طبقة تلو الأخرى على دقة الطباعة في نماذج الطابعة المختلفة ، مع قيود على سرعة حركة رأس الطباعة على إطار الدعم وقوة البثق وطول غرفة التنر. تتوافق المساحة الإجمالية للمنحنيات التقييدية الثلاثة مع السرعة الممكنة نظريًا للنظام. تعرض الأيقونات أداء أربع طابعات ثلاثية الأبعاد متاحة تجاريًا. يظهر الجانب الأيمن اختراق درجة الحرارة من خلال مادة موصلة للحرارة ليس لديها وقت للتسخين بمعدلات تغذية عاليةيتم وضع آليات البثق والتسخين في رأس طباعة مضغوط ، والذي يتلقى خيوط بلاستيكية محكمه ويسخن المادة بسرعة قبل الطباعة.
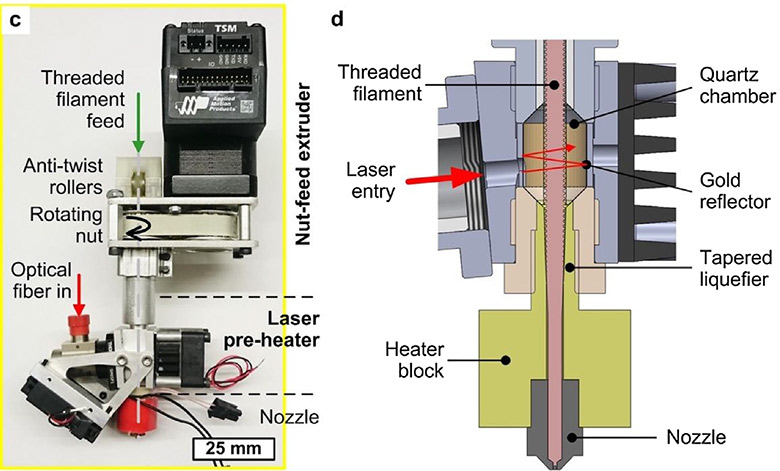 اليسار: صورة رأس طباعة مع وحدة تغذية وسخان ليزر للجزء العامل (الطرف الساخن). اليمين: نموذج قطاعي لقسم الإنتاج. يظهر هنا كيف يتفاعل الليزر مع الفتيل ، مروراً بغرفة كوارتز مغطاة من الداخل بورق ذهبي عاكس. بعد غرفة تسخين الليزر ، يدخل الخيط في غرفة تسخين الاتصال
اليسار: صورة رأس طباعة مع وحدة تغذية وسخان ليزر للجزء العامل (الطرف الساخن). اليمين: نموذج قطاعي لقسم الإنتاج. يظهر هنا كيف يتفاعل الليزر مع الفتيل ، مروراً بغرفة كوارتز مغطاة من الداخل بورق ذهبي عاكس. بعد غرفة تسخين الليزر ، يدخل الخيط في غرفة تسخين الاتصالتعتمد سرعة الطباعة على سرعة حركة رأس الطباعة ، وهي بدورها تعتمد على دقة الطباعة. وبالتالي ، فإن السرعة القصوى والدقة القصوى غير قابلة للتحقيق في نفس الوقت ، لذلك يجب عليك إيجاد حل وسط مقبول ، والتضحية بإحدى هاتين الخاصيتين.
يعتقد مطورو FastFFF أن الطباعة ثلاثية الأبعاد عالية السرعة تفتح فرصًا لطرق جديدة لاستخدام هذه التكنولوجيا ونماذج الأعمال الجديدة عندما يتم تصنيع الأجزاء المدمجة في غضون دقيقتين وليس ساعة. تسارع الكاردينال يعطي سببًا للاعتقاد بأن نطاق استخدام الطباعة ثلاثية الأبعاد سوف يتوسع.
يقول أناستاسيوس جون هارت: "إذا تمكنت من وضع نموذج أولي لجزء ، ربما قوس أو ترس ، في غضون خمس إلى عشر دقائق ، وليس في ساعة واحدة ، أو في معظم فترة استراحة الغداء بدلاً من اليوم التالي ، فيمكنني تطوير المنتجات وإنشائها واختبارها بسرعة". (أناستاسيوس جون هارت) ، أستاذ مشارك ومدير مختبر التصنيع والإنتاجية ومجموعة التصنيع. - إذا كنت مصلحًا وقمت بترجمة طابعة ثلاثية الأبعاد سريعة في السيارة ، فيمكنني طباعة أجزاء مخصصة للإصلاح بمجرد معرفة سبب الانهيار. لا حاجة للذهاب إلى المستودع والبحث عن هذه التفاصيل ". وذكر الأستاذ إمكانية استخدام الطباعة ثلاثية الأبعاد عالية السرعة في سيارات الإسعاف في حالات الطوارئ وفي المناطق البعيدة عن الحضارة.
لا يزال هناك خيار لتكييف التكنولوجيا الموصوفة للطباعة باللدائن الحرارية عند درجات حرارة عالية والمواد المركبة التي تتطلب قوى قذف عالية.
أظهر المهندسون قدرات الطابعة ثلاثية الأبعاد الجديدة من خلال طباعة أجزاء بأشكال مختلفة (في الصورة أدناه). استغرق طباعة كل منهم عدة دقائق.
تم
نشر المقالة العلمية على موقع الطباعة المسبقة arXiv.org في 2 يوليو 2017 (arXiv: 1709.05918v1) ، وتم
نشرها أيضًا في 14 أكتوبر 2017 في
التصنيع الإضافي (doi: 10.1016 / j.addma.2017.10.016).