يوم جيد!
كما هو الحال دائمًا ، يساعدنا عملاؤنا بأفكار للمقالات. اليوم سنطبع بيضة. باستخدام مثاله ، نقوم باختبار الوظيفة
المضمنة لـ
Slic3r ، والتي
يذكرها البعض لسبب ما.
يجب طباعة البيضة ليست بسيطة ، ولكنها قوية ، مع الحد الأدنى من استهلاك البلاستيك وبسرعة.
سيتم تعليقه بعد ذلك من السقف بخطاف في الأعلى. سيكون الجزء السفلي من البيضة هو الجزء الأمامي ، مع الخطاف - المسودة ، لأنها ستعلق عالية ولن يكون الجزء العلوي مرئيًا. يمكنك طباعة البيضة بأكملها مع وجود حلقة لأسفل مع الدعامات في الأسفل ، ولكن طباعة وإزالة الدعامات سيستغرق بعض الوقت.
لإكمال هذه المهمة ، اخترنا
طابعة 3D Hercules 2018 - هذه طابعة ثلاثية الأبعاد متعددة الاستخدامات لأنها يمكن أن تطبع بجميع أنواع البلاستيك ولديها كاميرا عمل كبيرة.
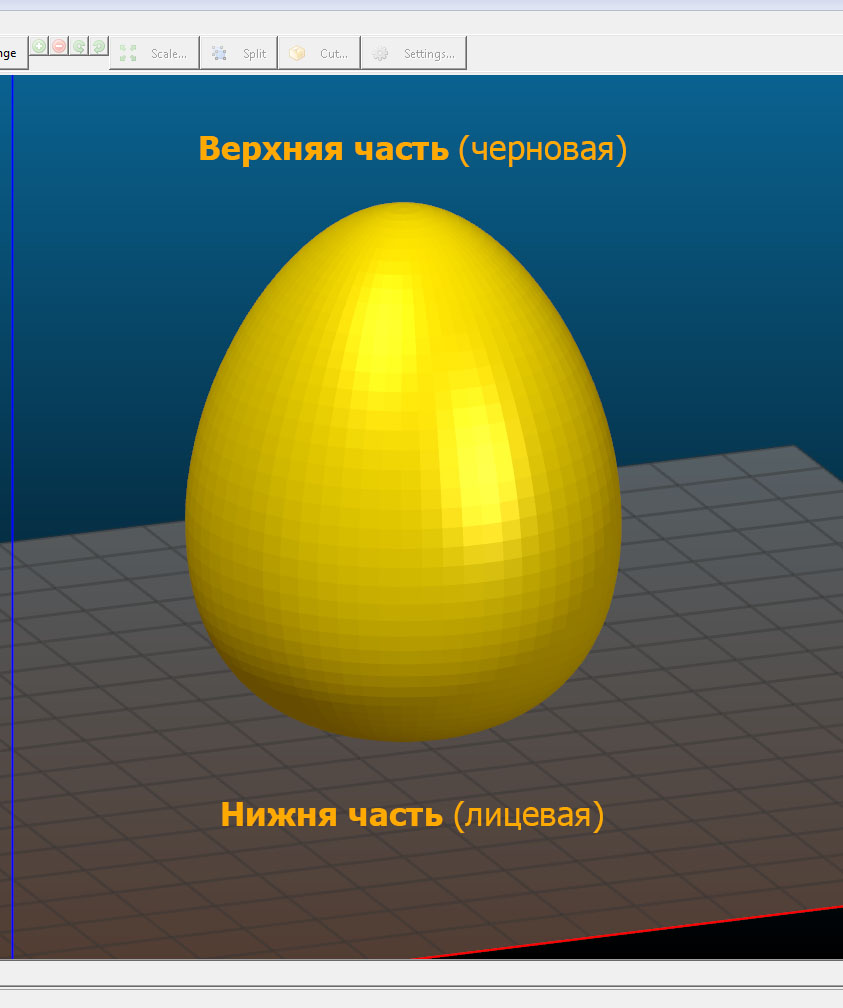
لذلك ، قطع البيضة إلى قسمين ، وفي نفس الوقت أضف حلقة في الأعلى. بعد الطباعة ، سنقوم بغراء الجزء العلوي باستخدام ثنائي كلورو إيثان.
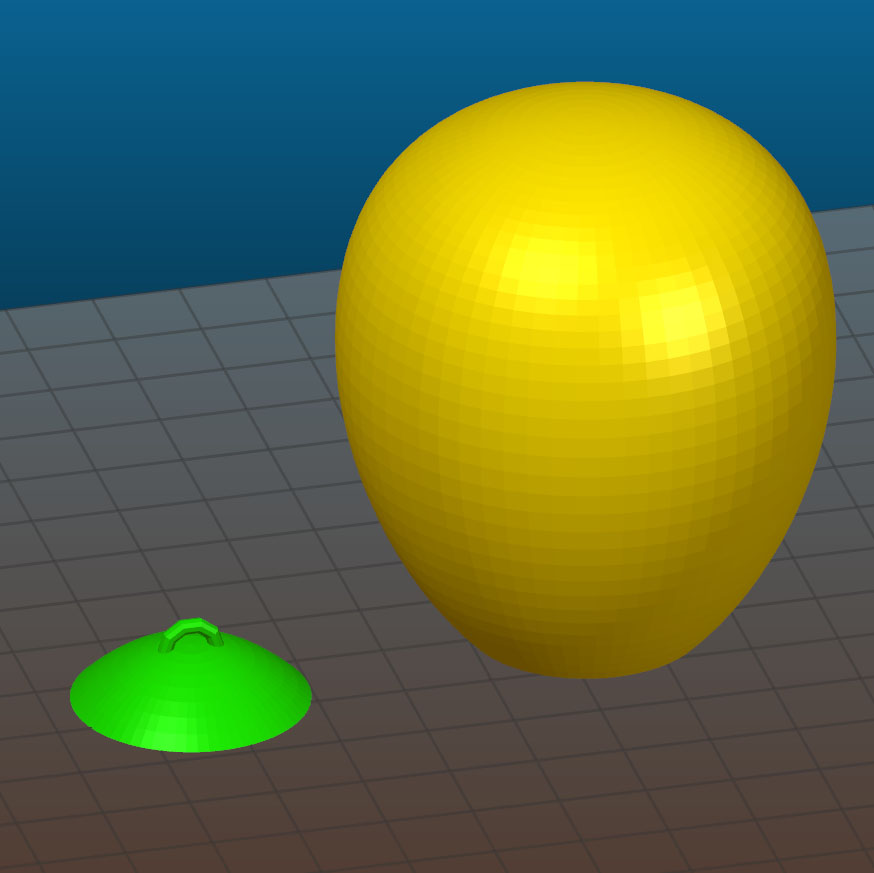
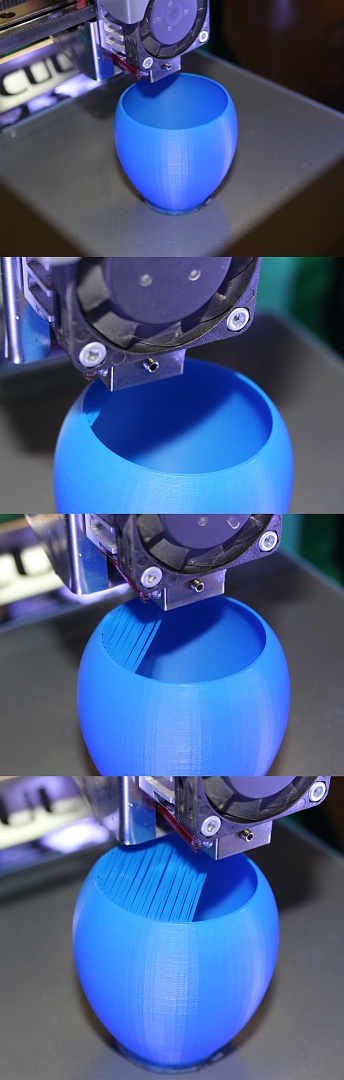
الآن أنت بحاجة إلى العمل على وضع الطباعة. تتم طباعة جزء الحلقة بدون مشاكل في وضع الفوهة القياسي 0.5 ، لذلك سنختار وضع "النصف" الكبير. يكمن تعقيد الطباعة في حقيقة أنه: أولاً ، إذا قمت بطباعة بيضة بدون تعبئة ، في الأعلى لن يكون هناك شيء يمسك بالجدران في مرحلة ما ، وسيبدأون في السقوط وإنشاء فتحات. ثانيًا ، لتحسين جودة السطح ، يجب تقليل ارتفاع الطبقة في الجزء العلوي من البيضة ، حيث تبدأ زاوية ميل المحيط في الانخفاض بسرعة.


لنبدأ بالإعدادات المعتادة بدون استخدام الدف.
نظرًا لأن النموذج يجب أن يتحول إلى جدران متساوية بدون موجات من التسارع ، فلن نطبع بسرعات باهظة. السرعة لا تزيد عن 50 مم / ثانية.
الطريقة رقم 1 - PLA ، 0.5 فوهة ، 2 محيط ، تغطية 10٪ ، ارتفاع الطبقة 0.2 مم - 0.1 مم. السرعة 50 مم / ثانية ، يتم تقليل عرض البثق على التعبئة إلى 0.35 مم ، حيث يتم استخدام التعبئة في هذه الحالة فقط لدعم الجدران في الجزء العلوي ، حيث تتم طباعة المحيطات بزاوية. وقت الطباعة 2 س 26 م ، حجم البلاستيك 22.7 سم مكعب.
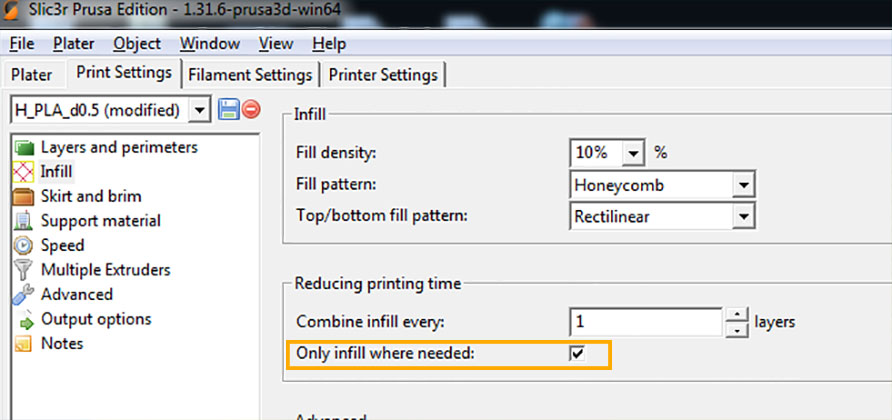
الطريقة رقم 2 - 0.5 فوهة ، 2 محيط ، تعبئة فقط Infill عند الحاجة 10٪ ... السرعة 50 مم / ثانية ، يتم تقليل عرض البثق على التعبئة إلى 0.35 مم ، ارتفاع الطبقة 0.2 مم -0.1 مم. وقت الطباعة 1 س 31 م ، حجم البلاستيك 14.2 سم مكعب.
 الطريقة رقم 3
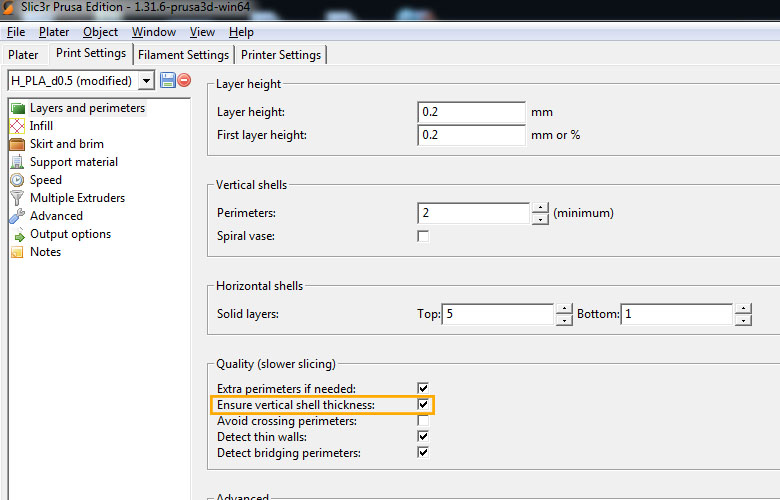
الطريقة رقم 3 - 0.5 فوهة ، 2 محيط ، بدون تعبئة ، باستخدام وظيفة ضمان سمك القشرة الرأسية (يضيف slic3r تلقائيًا محيط الدعم في الأماكن التي يمكن أن تسقط فيها الجدران) المضمنة في إصدار slic3r (Slic3r Prusa Edition) الجديد ، ارتفاع الطبقة 0.2 مم - 0.1 مم ، السرعة 50 مم / ثانية. وقت الطباعة 58 دقيقة ، حجم البلاستيك 9.4 سم 3.
جدول لفهم العلاقة بين وقت الطباعة وحجم البلاستيك.
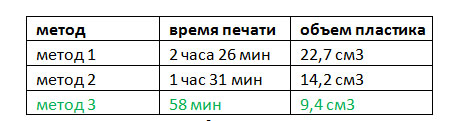
من حيث وقت الطباعة وحجم البلاستيك ، الخيار الثالث يناسبنا. نحاول.
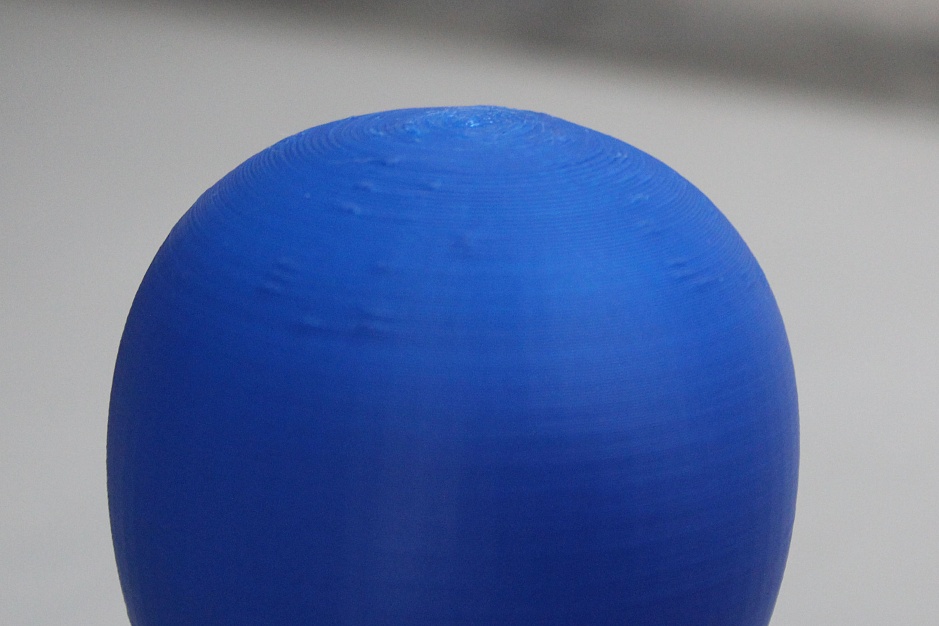
الخيار
ضمان سمك القشرة الرأسية في هذه الحالة تدار بمحيط ، ولكن على الجدران تحول الدرنات.
بالإضافة إلى ذلك ، بالقرب من الجزء العلوي ، تم تقليل السرعة في الوضع اليدوي بنسبة 20 ٪ نظرًا لحقيقة أن زاوية ميل محيط الطباعة بدأت في الانخفاض ولم يكن لدى الجدران الوقت للتجميد والانحناء بسرعة 50 مم / ثانية.
اتضح أنه من أجل الحصول على جدران متساوية في الأماكن التي تتم فيها طباعة المحيطات بزاوية ولها سطح مستو ، نحتاج إلى تقليل السرعة حتى يكون لدى البلاستيك وقت للتبريد وإضافة الحشو بحيث لا توجد فجوات على الأسطح المائلة. لن نقوم بتقليل السرعة وإضافة الحشو للنموذج بأكمله ، فهذا بالفعل أكثر من اللازم. من أجل تقليل السرعة على طبقات معينة وإضافة الحشو عند الضرورة ، سنستخدم الوظيفة المدمجة Slic3r-modifier.
المعدّل هو سطح يُستخدم لتحديد الإعدادات لأجزاء معينة من النموذج. سأكتب المزيد حول كيفية استخدام المعدلات في المقالة التالية.
في هذه الأثناء ... انقر نقرًا مزدوجًا فوق نموذجنا ، تظهر نافذة الإعدادات. انقر فوق Load modifier ... وقم بتحميل السطح الذي تمت محاكاته سابقًا (لدينا أسطوانة).

في المكان الذي يتقاطع فيه النموذج مع المُعدِّل ، ستتداخل الإعدادات الرئيسية للنموذج مع إعدادات المُعدِّل. لتعيين هذه الإعدادات ، تحتاج إلى تحديد المعدل (الأسطوانة) في النافذة أو في القائمة والنقر على "+".
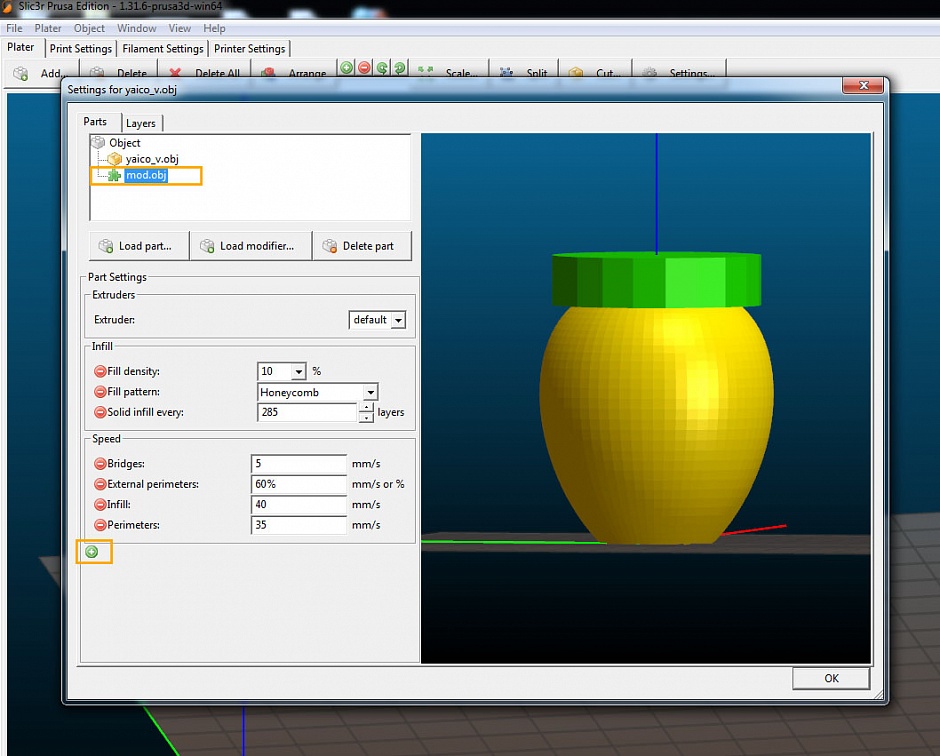
في حالتنا ، نقوم بتقليل سرعة طباعة المحيطات ، وإضافة التعبئة ، وقبل الملء ، قم بطباعة طبقة تعبئة واحدة (Solid Infill كل ...) بحيث يكون للحشو شيء يتمسك به. من أجل تحديد الطبقة التي ستطبع تعبئة صلبة ، ننشئ أولاً رمزًا ، ونلقي نظرة على عدد الطبقة التي يبدأ منها التعبئة في RepetierHost ، ونضع الطبقة السابقة ، لدينا 285. نخفض سرعة طباعة الجسور بحيث تطبع طبقة التعبئة الصلبة "في الهواء "بدون فواصل.
نضع في الطباعة.
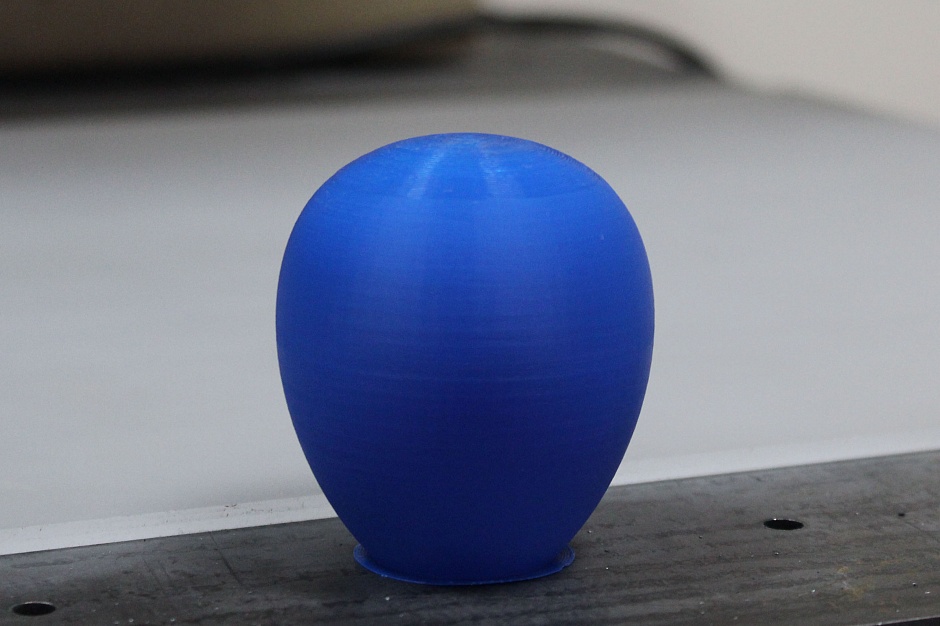

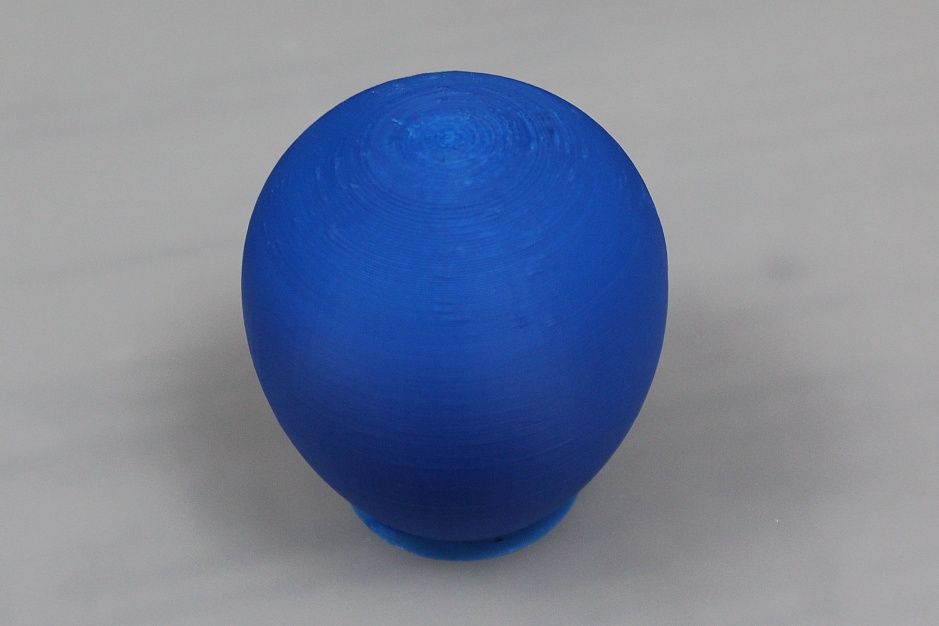
وقت الطباعة 1 ساعة 10 دقائق ، حجم البلاستيك 9.8 سم 3. بسبب تباطؤ سرعة الطباعة ، تغير لون البلاستيك قليلاً ، لكن الطبقات أصبحت أكثر سلاسة مما كانت عليه في الإصدار السابق ، والجدران بدون حدبات ، والجزء العلوي بدون فجوات.

من بين جميع الخيارات في الوقت المناسب ، وحجم البلاستيك المستهلك وجودة الطباعة ، توصلت إلينا الطريقة الأخيرة باستخدام مُعدِّل.
كل ما سبق مجرد طرق مفيدة في رأينا قد تكون مفيدة لك. تعتمد كيفية الطباعة على مدى تعقيد الجزء والنتيجة المرغوبة.
كتالوج الطابعات ثلاثية الأبعاد:
https://3dtool.ru/category/3d-printery/لا تنسى الاشتراك في
قناتنا على اليوتيوب(تظهر مقاطع فيديو جديدة كل أسبوع).
