يوم جيد لك ،
3Dtool ! غالبًا ما تكون هناك مواقف عندما يكون من الضروري طباعة جزء معقد هندسيًا على طابعة ثلاثية الأبعاد باستخدام جهاز بثق واحد ، على سبيل المثال ،
Hercules Strong ، والذي لا يمكنك القيام به بدون طباعة وبدون دعم. الخيار - لن يتم قطعه إلى قطع وغراء في سياق هذا المنشور.
واجه أحد عملائنا صعوبات في إعداد الأجزاء وطباعتها وما بعد المعالجة (انظر أدناه). أعلاه في الصورة هو الجانب الأمامي ، يتم طباعة الجانب الداخلي (الصورة الثانية) مع الدعامات.
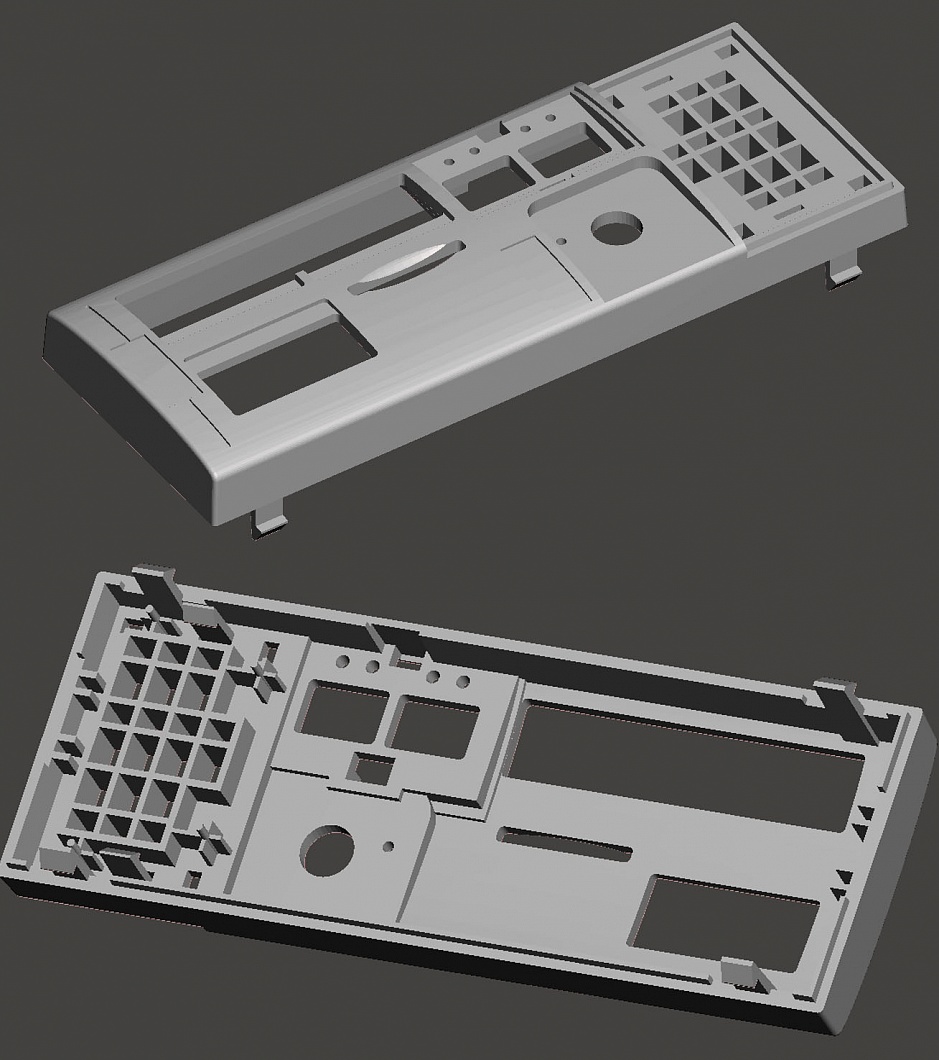
يكمن تعقيد الطباعة ثلاثية الأبعاد في حقيقة أنه يكاد يكون من المستحيل إزالة الدعم من الجانب الخشن للجزء ، إما يتم حذفها مع أجزاء من الجزء ، أو الطبقات الأولى من الجزء تتدلى فوق الدعامات ولا تتم طباعتها بالتساوي.
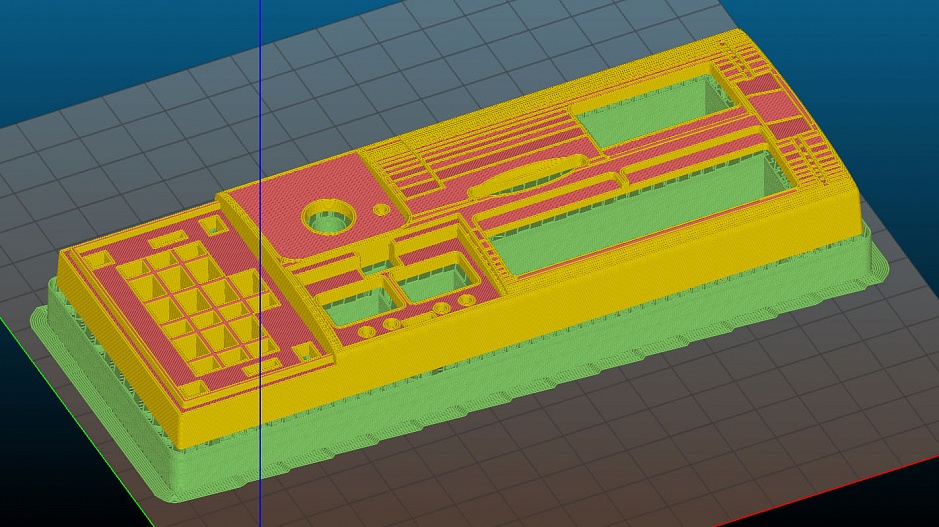
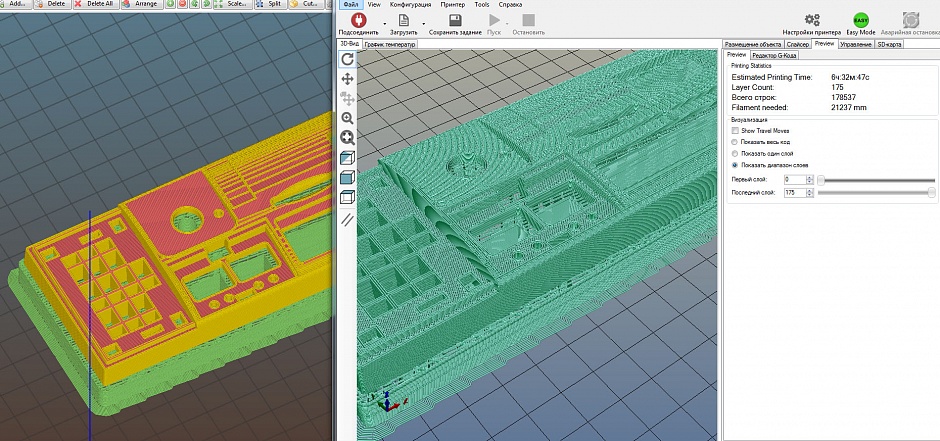
تحميل جزء في Slic3r.

نضع الجزء بحيث يكون الجزء العلوي من اللوحة بجودة جيدة. إن جودة الجدران الخارجية الجانبية مهمة أيضًا بالنسبة لنا. الجزء الداخلي من اللوحة هو مسودة ، لذلك نبني الدعم في الداخل.
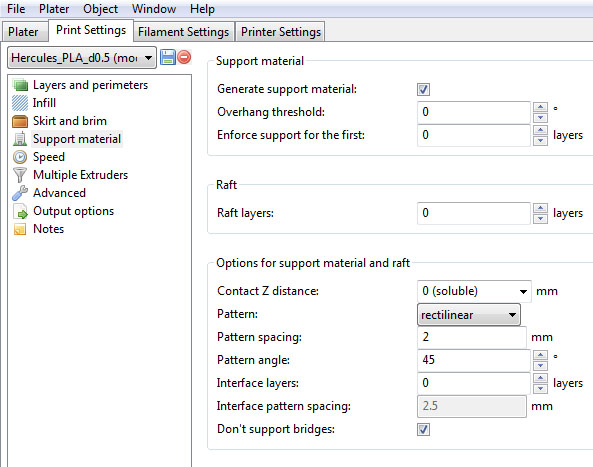
انتقل إلى إعدادات الطباعة ← مواد الدعم وقم بتمكين الدعم.
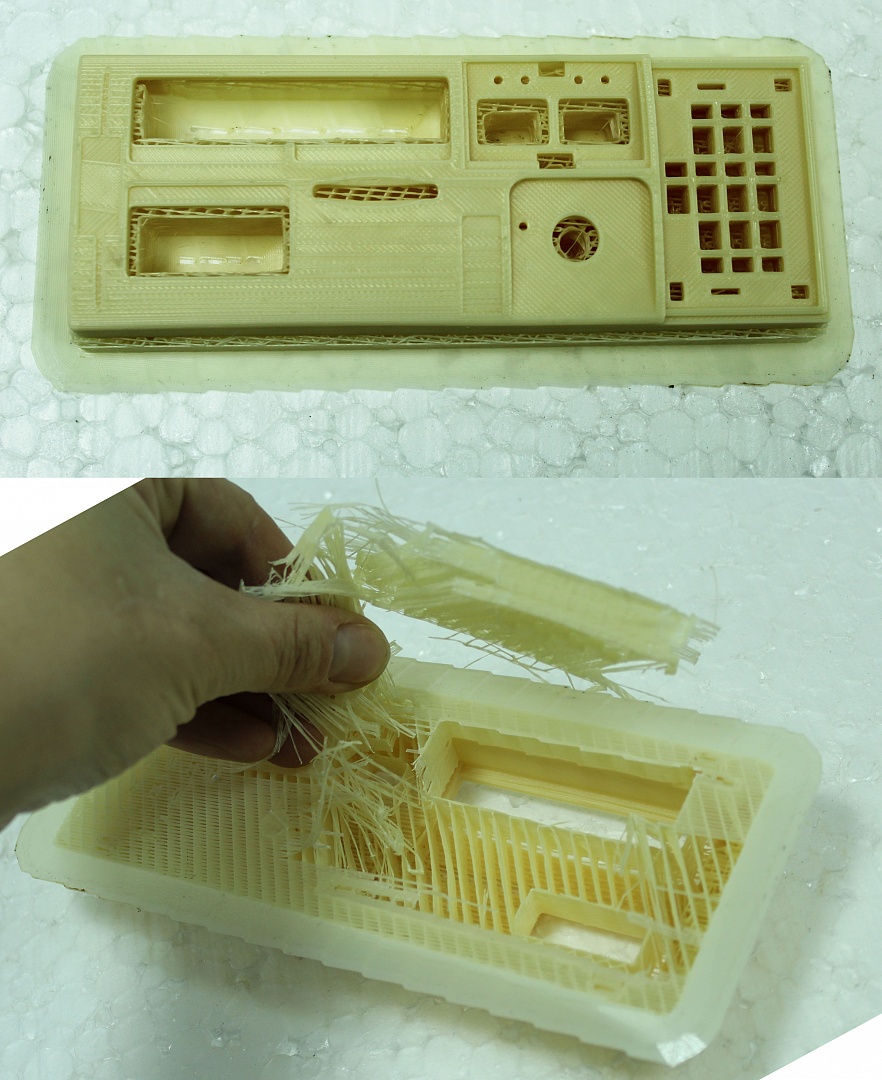
اتضح أن جميع التفاصيل تعتمد على الدعامات ، وسيكون من الصعب جدًا إزالتها. تظهر الصورة نتيجة الطباعة لعملائنا. كان هو الذي ألقى علينا هذه المهمة المثيرة للاهتمام. وقت الطباعة 4.5 ساعات.

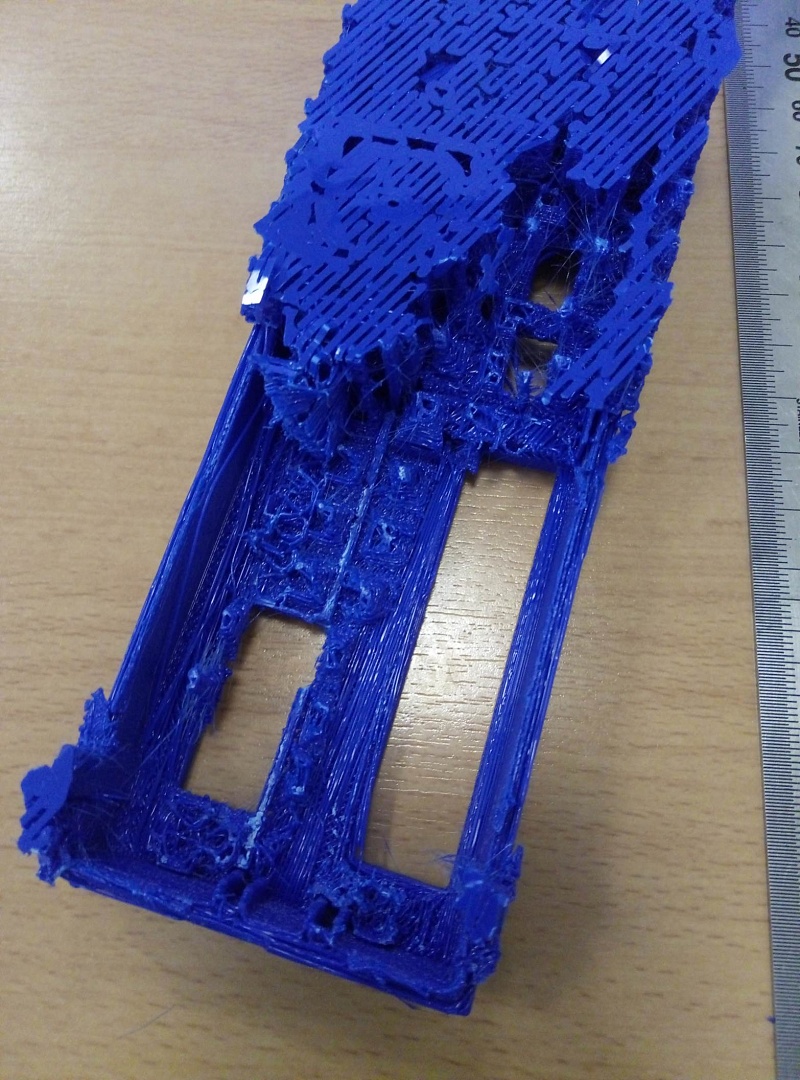
تمكنا من فصل الدعم بصعوبة كبيرة مع الكماشة. السطح الداخلي ذو نوعية رديئة للغاية ، من المستحيل معالجته.
لم تتوافق الإعدادات القياسية في هذه الحالة مع المهمة. لذلك ، سنقوم بتكوين Slic3r يدويًا.
من أجل إزالة الدعم بسهولة وتحويل الجزء الداخلي من اللوحة بجودة مقبولة ، يجب تغيير بعض المعلمات:
انتقل إلى قسم مواد الدعم
1. تقليل عرض البثق على الدعامات. ستتم طباعة شبكة الدعم في خيوط رقيقة تشبه الويب. يسهل إزالتها باليد وفي نفس الوقت تكون قوتها كافية لاستيعاب الطبقات الأولى من الجزء.
قم بتغيير الإعدادات في Advanced ← عرض البثق ← مواد الدعم - 0.35 مم.
2. لكي تتم طباعة خيوط الطبقة الأولى من الجزء فوق الدعامة حتى لا تتدلى ، نحتاج إلى أن تكون شبكة الدعم ضيقة ، أي يجب أن تكون طبقة الصوت 1 مم على الأقل. تسمى هذه المعلمة تباعد النقش. هذه هي المسافة بالملليمتر بين خيوط الدعم. إذا أشرنا إلى مسافة قصيرة هناك ، فسوف يستغرق دعم الطباعة وقتًا طويلاً جدًا. لذلك ، سنفعل ذلك: سنطبع الدعم بزيادات 3 مم ، ونطبع آخر طبقتين من الدعم مع الدرجة المطلوبة 1 مم ، وستدعم هذه الطبقات الطبقات الأولى للجزء وستمنع الزيادة بمقدار 1 مم الخيوط من الترهل. هذا سيوفر الكثير من الوقت. قم بتغيير الإعدادات:
تباعد النمط - 3 مم - دعم الطباعة بزيادات 3 مم
طبقات الواجهة - 2 ، تباعد نمط الواجهة - 1 مم - اضبط الطبقتين بين الجزء ودعم طباعة الخطوط بزيادات 1 مم.
3. اتصل بمسافة Z ، حدد 0. سيتم طباعة الطبقة الأولى من الجزء بالقرب من الدعم ، لذلك ستكون أكثر سلاسة. ويسمح لنا تقليل عرض البثق بإزالة الدعم بسهولة من سطح الجزء.
 4.
4. انتقل إلى قسم السرعة. من أجل منع كسر خيوط الدعم بسبب تقليل البثق ، نقوم بتقليل سرعة مواد الدعم إلى 40 مم / ثانية ومواد دعم الواجهة إلى 30 مم / ثانية.
يتم تقليل سرعة الطبقات المستمرة ، وهي نفسها التي ستتم طباعتها أعلى الدعم ، إلى 50٪. نقوم بذلك بحيث تكون الطبقات على الدعم متساوية بشكل أكبر ولا ينكسر الخيط.
السرعة → Infill Solid - 50٪
احفظ رمز G وطباعته.
نحن ننظر إلى النتيجة.
الأخضر PLA Esun و ABS Esun الكريمي. تم طباعتها على
هرقل قوي بفوهة 0.5 مم ، وارتفاع طبقة 0.2 مم. وقت الطباعة 6.5 ساعة PLA وحوالي 7 ساعات ABS.
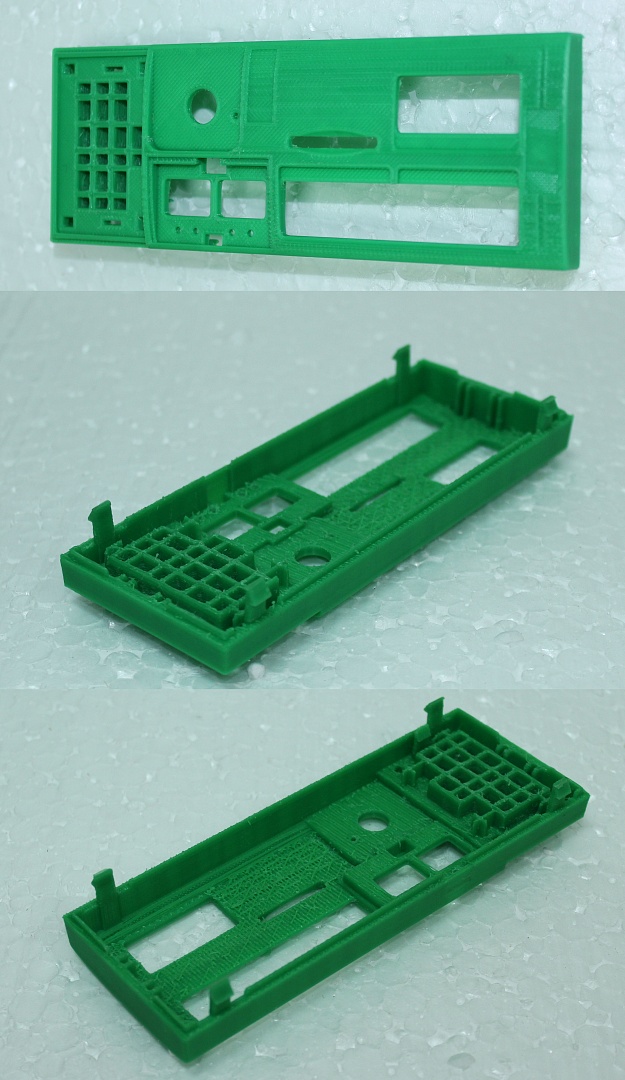
تم فصل الجزء الرئيسي من الدعم بسهولة بواسطة اليدين ، وقمنا بإزالة خيوط طبقتين بين الجزء والدعامة بسكين كتابي ومفك مسطح رقيق. تحولت الأسطح الموجودة فوق الدعامات على نحو سلس ، دون فواصل أو ترهل.
تسمح لك هذه الطريقة بطباعة الأجزاء المعقدة مع الكثير من الدعم. سيزيد وقت الطباعة وفقًا لإعدادات Slic3r ، والتي ستعتمد بدورها على درجة تعقيد الجزء ونوع البلاستيك والنتيجة المرغوبة. في حالتنا ، زاد وقت الطباعة بنسبة 40٪ تقريبًا.
كما أظهرت التجارب ، يمكن تقليل عرض البثق على الدعم إلى 40 ٪ من قطر الفوهة ، وكلما كانت هذه القيمة أصغر ، كان من السهل فصل الدعم ، ولكن كلما زاد احتمال أن ينكسر البثق وستسقط الطبقات الأولى من الجزء بشكل غير متساوٍ أو لا تدعمه. أيضًا ، لا تنسى الخواص الفيزيائية للبلاستيك: بالنسبة للبلاستيك ABS ، قمنا بتخفيض سرعة الطباعة إلى 30 مم / ثانية ، وإلا فشل البثق. يمتد البلاستيك PLA بشكل جيد ، على عكس ABS ، وتم طباعته بسرعة 40 مم / ثانية دون أعطال. لذلك ، قد تختلف جميع المعلمات المدرجة في كل حالة.
كتالوج طابعة 3Dلا تنسَ الاشتراك في
قناتنا على YouTube (يتم إصدار مقاطع فيديو جديدة كل أسبوع).
