مقدمة
"لدينا معدل زواج مقبول!" بهذه العبارة يبدأ التواصل مع كل مدير جودة تقريبًا في شركات التصنيع في روسيا. سيضمن العديد منهم حتى أنهم حققوا جودة عالمية في شكل 3.4 من المنتجات المعيبة لكل 1000000 تصنيع. وبشكل عام ، في جميع المنتديات والمؤتمرات ذات الصلة ، نسمع أن روسيا لديها أفضل جودة في العالم ، وتحسدنا جميع البلدان الأخرى.
عادة ، خلف هذه الشعارات البارزة ، هناك خسائر فادحة من الزواج الداخلي ، وتضخم موظفي المراقبين ، وإخفاء العيوب ، ونقص الأتمتة ، والعديد من المشاكل التي تؤثر في نهاية المطاف على المستهلكين والمساهمين.
في أيام الاتحاد السوفياتي ، تم تحقيق الجودة من خلال الطاعة الكاملة والصارمة لجميع أنواع GOST. ولكن ، لسوء الحظ ، في واقعنا ، لا يعد الامتثال لـ GOSTs مطلبًا ذا أولوية (باستثناء شركات صناعة الدفاع) ، والهدف الرئيسي للإنتاج هو جعل كل شيء أسرع وأرخص. استنادًا إلى هذه الأطروحة ، نقدم بنشاط طرق التحسين في شكل أدوات Lean وتقليل الموظفين مع زيادة أحجام الإنتاج.
تتغير إدارة الجودة أيضًا ، ولكن على الرغم من التطبيق الكامل لمعايير ISO 9000-9004 (غالبًا على الورق فقط) ، فإن التغييرات بطيئة جدًا وغالبًا ما تكون متخلفة عن النهج المتغيرة للإنتاج. عادة ، يتم تقليل عملية إدارة الجودة إلى حقيقة أن وحدة التحكم في نهاية دورة الإنتاج تتحقق من جميع معلمات المنتج للتأكد من أنها مضمنة في مجالات التسامح ويتم التعرف على المنتج على أنه مناسب أم لا.
الآن يتم استبدال هذا النموذج القديم بنموذج جديد ، في شكل مراقبة مستمرة للعمليات على أساس البيانات العددية بسبب منهجية التحكم في العمليات الإحصائية أو التحكم في العمليات الإحصائية (SPC). SPC ، على الرغم من أن الدكتور والتر شوهارت قد صاغها قبل 100 عام تقريبًا ، إلا أنها بدأت الآن تكتسب شعبية في بلدنا. ينحدر جوهر الأساليب الإحصائية برمته إلى قاعدة واحدة فقط: "تقليل التباين (تغير) العملية". النمط هنا هو التالي: كلما كان الاختلاف أصغر ، كانت العملية أفضل ؛ كلما كانت العملية أفضل ، كلما كانت الجودة أكثر استقرارًا ، كلما كانت الجودة أكثر استقرارًا ، انخفضت تكلفة الزواج وإعادة التصنيع.
ولتقليل التباين ، نحتاج فقط إلى فهم طبيعة هذا التباين. ولكن بغض النظر عن مدى البساطة التي قد تبدو عليها ، فإن المهمة في الواقع شاقة للغاية ، ولكن النتيجة يجب أن تبرر كل الجهود المبذولة. مع أدوات العمل المثالية للتحكم في العملية الإحصائية ، لن تكون هناك حاجة إلى وحدات التحكم من حيث المبدأ. تضمن العمليات المستقرة جودة المنتج المتسقة. في مثل هذه الظروف ، ستحقق الإدارة العليا حلمها في شكل عدم زواج.
من أين تبدأ؟
تستند جميع الأفكار والتوصيات إلى تجربة حقيقية في تنفيذ SPC و MSA (تحليل نظام القياس أو تحليل أنظمة القياس) في شركة إنتاج واحدة في روسيا. سيتم إيلاء اهتمام خاص للأخطاء التي وقعت أثناء التنفيذ.
1. اختيار العملية والمعلمات الرئيسية
أول شيء نبدأ به هو اختيار عمليات الإنتاج لاختبار MSA و SPC عليها. ربما تبدو الفكرة بالنسبة للكثيرين واضحة ، لكنها لا تزال: ليس من المنطقي محاولة تغطية كل الإنتاج دفعة واحدة. يكفي أن تبدأ مشروعًا تجريبيًا في بعض العمليات البسيطة ، والحصول على نتيجة مهمة ثم توسيع المنهجية للمشروع بأكمله تدريجيًا.
نحن (فريق المشروع) ، بالطبع ، فعلنا العكس. بدأنا في إدخال منهجية ضخمة لجميع الصناعات وتعثرنا في عدد كبير من العمليات. لم يكن لدينا ما يكفي من الموارد لتغطية كل هذا الحجم ، وبينما عملنا عن كثب في ورشة عمل واحدة لمدة شهر ، فقد نسي الجميع بالفعل ما كان هذا المشروع وماذا نفعل هنا.
من المهم أيضًا أن تحدد مسبقًا لكل عملية المعلمات العددية ، والتي بموجبها سيتم تنفيذ الثبات وتحليل التكاثر وتحليل أنظمة القياس والمراقبة المستمرة. إذا استخدمنا المصطلحات اللينة ، فإننا نختار CTQ (الحرج للجودة) - القيم الحاسمة للجودة. يجب أن تحتوي CTQs المحددة على خاصيتين هامتين:
- أن تكون ذات صلة بجودة المنتج النهائي ؛
- كن قابلاً للقياس.
من الأفضل ترك اختيار الخصائص للتقنيين والمصممين. لكل عملية قيد النظر ، قمنا بتجميع مجموعة عمل صغيرة ، حيث حددنا قائمة CTQ ، وعادة ما تضمنت مجموعة العمل المشاركين في المشروع ، والتقنيين ، والمصممين ، وعلماء القياس في مرحلة MSA. يجب ألا يكون عدد الخصائص المحددة كبيرًا جدًا أو صغيرًا جدًا ، والشيء الرئيسي هنا هو الالتزام بالمنطق السليم والمضي قدمًا من الموارد التي يمكنك تخصيصها للتحكم في هذه CTQs.
2. اختيار نظام المعلومات لجمع البيانات
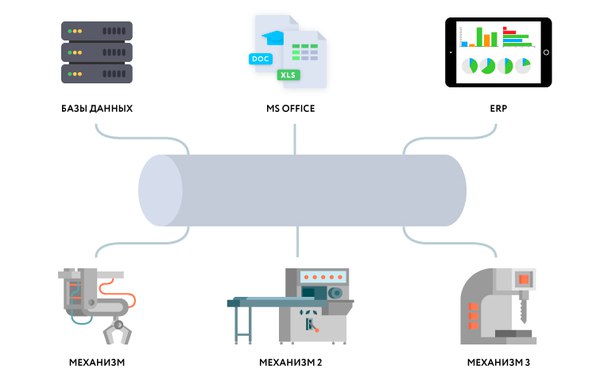
قبل الظهور الشامل لأجهزة الكمبيوتر في الإنتاج ، كانت جميع مخططات التحكم يدويًا على أوراق ، وتم حساب مؤشرات إعادة الإنتاج في عمود ، وتم بناء الرسوم البيانية على مسطرة. بالطبع ، لن يحدث الآن لأي شخص أن يجمع ويحلل البيانات على الورق ، لذا فإن السؤال الأساسي الذي يجب الإجابة عليه أولاً هو اختيار نظام معلومات لتنفيذ SPC. يمكن تخصيص الكثير من المقالات لحديقة الحيوان لنظم المعلومات في المؤسسات الصناعية ، وهنا لن أخوض في التفاصيل. تجدر الإشارة فقط إلى أنه من أجل تنفيذ SPC ، من الضروري تكوين مجموعة البيانات في مستودع واحد أو يمكنك دمج قواعد بيانات مختلفة إذا كانت هناك أنظمة معلومات متعددة تشارك في جمع البيانات.
في مشروعنا ، كان علينا دمج العديد من أنظمة المعلومات التي تجمع البيانات من عمليات الإنتاج.
من المهم جمع البيانات بدقة أثناء عملية الإنتاج ، وعدم ملء مجموعة في نهاية النوبة أو في نهاية الشهر لإعادة كتابة جميع القياسات من كتب الحظيرة. توجد في مؤسستنا عدة خيارات لإدخال البيانات في نظام المعلومات:
- أوتوماتيكي - عندما تكون هناك أجهزة قياس ذات خرج رقمي (الفرجار الورني مع الإخراج الرقمي ، CMM أو تقرير اختبار للحامل). يقوم النظام ، وفقًا لبروتوكولات مختلفة ، باستقبال الملفات بتنسيقات مختلفة ، وتحويلها وإضافتها إلى قاعدة بيانات مشتركة في هيكل مخصص.
- شبه آلي - يتم إدخال البيانات ، على سبيل المثال ، في جداول Excel ثم يتم تحميل هذه الجداول في النظام ، حيث يتم تحويلها أيضًا إلى جداول البيانات المطلوبة.
- دليل - أنشأ النظام نماذج خاصة لجمع البيانات. يمكن لكل مستخدم في مكان عمله إدخال البيانات في النظام باستخدام جهاز كمبيوتر أو جهاز لوحي أو حتى هاتف ذكي إذا لزم الأمر.
3. الموظفين والتدريب
بعد تحديد العمليات والمعايير ، سيكون من الضروري أن نوضح للموظفين الذين يعملون مع هذه العمليات سبب تقديم هذه المنهجية ولماذا. ولكن ، أول شيء تقابله هنا هو عدم فهم الموظفين. يعلم كل من يعمل في مجال الاستشارات أن إدخال أي تغييرات هو ، أولاً وقبل كل شيء ، صراع مع فناني الأداء. تغيير العمليات ، عبء العمل الإضافي ، تعلم شيء جديد ، هذه هي الأسباب الرئيسية الثلاثة لعدم رغبة الموظفين في العمل بحماس على مشروع. بالإضافة إلى ذلك ، ليس من السهل فهم المنهجية ، على الرغم من أنها تستخدم حسابات لمستوى الرياضيات للصف السابع الثانوي. حتى المهندسين لا يعرفون ويفهمون دائمًا SPC و MSA.
التدريب المنتظم لجميع الموظفين المشاركين في عملية جمع البيانات وتحليلها سيساعد على التعامل مع هذا الوضع. لسوء الحظ ، هناك القليل جدًا من أدبيات الأعمال في هذا المجال ولا يوجد سوى عدد قليل من الكتب التي تستحق التركيز عليها:
- دونالد ويلر ، ديفيد تشامبرز "التحكم في العمليات الإحصائية" ؛
- إدواردز ديمينج: التغلب على الأزمة. النموذج الجديد لإدارة الأفراد والأنظمة والعمليات "؛
- التحكم في العمليات الإحصائية SPC ، الدليل المرجعي لشركة Daimler Chrysler Corporation / Ford Motor Company / General Motors Corporation.
- "تحليل نظام قياس MSA" ، دليل مرجعي لشركة Daimler Chrysler Corporation / Ford Motor Company / General Motors Corporation.
إذا كان الكتابان الأولان سهلين بما يكفي للشراء ، فستكون هناك مشاكل مع الكتاب الثالث والرابع. لسبب ما ، فهي غير متاحة مجانًا ، ولكن من الممكن أن تجد مثل هذه المنشورات في مكتبات الجامعات التقنية. هناك أيضًا أدلة مرجعية أخرى حول منهجيات FMEA (تحليل أنواع ونتائج الفشل المحتمل) ، PPAP (عملية الموافقة على الإنتاج الجزئي) ، APQP (تخطيط جودة المنتج المرتقب وخطة الإدارة). يمكنك دائمًا الرجوع إلى GOST: 22514 (الجزء الأول الجزء 8) ، 7870 (الجزء 1 الجزء 8) ، 51814.5-2005.
من حيث المبدأ ، يكفي هذا الأدب لفهم المنهجية والتعامل مع الأدوات المستخدمة من قبل الأمثلة. بالإضافة إلى الكتب ، هناك دورات بدوام كامل ومسافة على SPC و MSA ، ولكن في الغالب فهي إعادة سرد قصيرة لجميع هذه المصادر وليست جديدة.
4. نظام معلومات لتنفيذ أدوات SPC و MSA
لذا ، في هذه المرحلة ، لنفترض أنك نفذت بالفعل النقاط الثلاث الأولى ولديك:
- يتم جمع البيانات من العمليات التكنولوجية في مخزن واحد ؛
- تم تحديد فريق المشروع ، والمشاركين لديهم الحافز والاستعداد لتحويل الجبال في مجال إدخال الأساليب الإحصائية ؛
- يتم تدريب جميع المشاركين في المشروع ومعرفة الاختلاف ، ووظيفة التوزيع ، وسيجما العملية ، وكذلك عيونهم مغلقة ، يمكن أن تميز خريطة متوسط القيم والنطاقات من خريطة النطاقات المتحركة.
في الواقع ، يمكنك الحفاظ على مخططات التحكم في MS Excel ، ولكن مع هذا النهج ، ليست هناك حاجة للحديث عن التنفيذ الشامل لـ SPC. نحن بحاجة إلى أداة أكثر منهجية ستعمل على حد سواء مع تحليل أدوات القياس والطرق الإحصائية ، أي أن لديها بالفعل أدوات إدارة جودة مضمنة. بالإضافة إلى ذلك ، يجب أن يكون النظام غير مكلفًا نسبيًا ، وأن يكون قادرًا على الاتصال بمصادر البيانات المختلفة ويمكن أيضًا تخصيصه لعمليات الإنتاج الفريدة.
الأنظمة التي تسمح لك بالعمل في هذا الاتجاه كافية. يقارن الجدول أدناه فئات معينة من نظم المعلومات والممثلين الرئيسيين:
| SAP
1 ج | إحصائيات ،
Minitab | أنظمة Emi |
|---|
| تكلفة التنفيذ | - SAP من مليون (تطوير مخصص)
- 1C من 100 tr (نسخة محاصر)
| - إحصائيات - 20 tr (مستخدم واحد / عام واحد)
- مينيتاب - 70 tr (مستخدم واحد / عام واحد)
| من 3 مليون صندوق |
| وظائف ناقل التكامل | - يتم شراء وحدة SAP بشكل منفصل
- 1C رقم
| لا | نعم |
| منهجية إدارة الجودة | يتم شراء وحدات إضافية بشكل منفصل | نعم | لا |
| كود المصدر المفتوح | - رقم SAP
- 1C نعم
| لا | لا |
نظرًا لأن شركتنا لديها بالفعل نظام يسمح لنا بجمع البيانات وفي نفس الوقت كان لدينا كود مفتوح المصدر ، بالإضافة إلى فريق من المطورين الجيدين ، فقد تقرر إنشاء وظائف لأنفسنا من البداية. كان لهذا النهج في نهاية المطاف إيجابيات وسلبيات:
| الايجابيات | سلبيات |
|---|
- تم تطوير الوظائف بالتوازي مع تطوير المنهجية في الشركة. لم تكن هناك واجهة محملة بشكل غير ضروري لم يفهمها الموظفون ؛
- لا يوجد قيود على التراخيص بسبب تطبيق النظام باستخدام واجهة الويب ؛
- المصدر المفتوح والقدرة على التخصيص دون إشراك المتخصصين الخارجيين ؛
- تُعرف جميع المشاكل المحتملة مسبقًا عند توصيل النظام بمساحة التخزين المشتركة.
| - التطوير أكثر تكلفة من المنتج النهائي ؛
- احتمال الأخطاء في تطوير الوظائف ؛
- التحسين المستمر للنظام بناء على طلب المستخدمين.
|
يتمتع نظامنا حاليًا بالوظائف التالية:
- ربط مصادر البيانات المختلفة لمراقبة العمليات في الوقت الحقيقي والقدرة على تبادل الرسائل بين هذه المصادر ؛
- مراقبة استقرار العملية باستخدام مخططات التحكم Shekhart (GOST R-ISO-7870) في الوقت الفعلي (XR ، XmR ، XS) ؛
- نماذج إدخال البيانات لحساب معامل التكرار والاستنساخ (٪ GRR) ؛
- إدارة العمليات التجارية باستخدام أدوات التحليلات وتصور البيانات (الاتجاه ، الرسوم البيانية ، الرسوم البيانية ، وما إلى ذلك) ؛
- إدارة العمليات التجارية في حالة تعطل المعدات أو عيوب المنتج.
بشكل عام ، هذه النقاط كافية لتنفيذ القانون. الأساليب كمشروع تجريبي والمزيد من النسخ المتماثل للمشروع بأكمله. في الجزء التالي سوف أصف النتائج الأولى لتنفيذ SPC و MSA.
إذا كان شخص ما لديه خبرة في تنفيذ وتطوير طرق التحكم في العملية الإحصائية ، فسأكون ممتنًا جدًا لأية معلومات بناءة. بادئ ذي بدء ، أتساءل ما هي نظم المعلومات التي تستخدمها لتنفيذ SPC و MSA.