بعد أن بدأت الكتابة عن استراتيجيات المعالجة ، أدركت أنني كنت أقوم بإنشاء "مجموعة من القرود" - دليل خطوة بخطوة ، لا حتى بالنسبة للدمى ، ولكن بالنسبة للأغبياء ، يمكنك تكرار خطواتي ، وإنشاء أنماطك الخاصة ، ولكن لم تتم إضافة التفاهم. في وقت من الأوقات ، عندما قررت فجأة أن أصبح مشغلاً لآلات الطحن ، ولديها أعلى مبيعات في الطب ، وماجستير في إدارة الأعمال ، و 10 سنوات في مجال بيع أجهزة الكمبيوتر في الخلفية ، كان من الصعب جدًا عليّ أن أتجول في المصطلحات وجهاز مفاهيمي جديد تمامًا.
بالطبع ، تم تجهيز معظم برامج CAM بمساعدة جيدة ، ولكن مع ذلك كتبه الفنيون للمشغلين ، ولا يمكن لشخص من الشارع دائمًا أن يفهم ما هو "في كل من الزيادات" ، ولماذا هناك حاجة إلى "منطقة أمان الأسطوانة" ، ونوع النهج الذي يجب اختياره وما هو عليه مثل هذا الشيء.
فيما يلي محاولتي المتواضعة لتجاوز المفاهيم الأساسية للطحن بنص مختصر. لقد استخدمت المصطلحات الروسية من الكتب المدرسية لـ Delkamov ، فقد لا تتزامن مع برامج CAM الأخرى ، لكنني أعتقد هنا أن Google ستوفرها. حسنا ، وكما هو الحال دائما ، قطرة من الخبرة الشخصية في معالجة المواد البلاستيكية على آلات هواية.
سرعة المغزل
في الواقع ، فإن سرعة الدوران هي معلمة غير مستقلة ، فهي تعتمد على الأداة والمواد. في الوثائق الخاصة بقطع الطحن للبالغين العاديين ، توجد معلمة "سرعة القطع" بالمتر / دقيقة للمواد المختلفة ، وهذه هي سرعة الحافة بالنسبة للمادة.

لحساب سرعة المغزل ، من الضروري تقسيم السرعة الموصى بها على المحيط. ولكن هناك مشكلتان: أولاً ، لقد قمنا بقطع المواد "المنزلية" مثل البلاستيك والخشب ، والتي لا تحدد الشركات المصنعة لها معلمات القطع ، وثانياً ، نستخدم أدوات قطع الهوايات ، التي لا توجد عليها أي وسائط على الإطلاق. لذلك نحسب السرعة بشكل تجريبي: نرسم مسارًا بسيطًا مثل الأخدود ، ونبدأ القاطع في المادة بتغذية صغيرة (700-1000 مم / دقيقة) ، ونبدأ في رفعها ببطء من 6000. البدء في الذوبان / الحرق - قم بالحد من بضع خطوات. وفقًا للتجربة ، بالنسبة لقواطع الطحن التي يبلغ قطرها 6 مم ، فإن السرعة في اللزوجة اللزجة (caprolon ، PP ، PE) تتراوح من 6-8 كلفن ، في حالة صلابة (ABS ، PS ، PC) - من 8 إلى 12 كيلو مترًا في الخشب - من 15 إلى 18 كيلو في لقاح - من 10 إلى 20 كيلو . مع انخفاض في القطر ، نقوم بزيادة السرعة ، وفي الأثناء ، نزيد أيضًا.
معدل التغذية
معدل التغذية هو أيضًا أحد المشتقات ، ولكن الأمر هنا أسوأ - إذا كان يعتمد من ناحية على أرقام "التغذية إلى الأسنان" القابلة للقراءة / الموثقة ، ثم من ناحية أخرى ، على صلابة نظام أجزاء الأدوات الآلية (مثل الإيدز ). يمكن العثور على التغذية لكل سن Sz أو Fz في وثائق القاطع ، حيث يتم وصفها بالملليمتر / السن (ملم / طن). عند ضرب عدد أسنان القاطع وتواتر الدوران ، فإنه سيعطي الحد الأقصى لمعدل التغذية النظري.

ولكن من الصعب قياس صلابة نظام الإيدز ، وليس له ما يبرره ، لذلك ، كما هو الحال دائمًا مع الأشخاص محليي الصنع ، يتم تحديد معلمة الخلاصة من التجربة: نحاول تغذية مختلفة ، بدءًا من 500 مم / دقيقة (نتحدث عن البلاستيك ، نعم) عندما نتوقف مثل الصوت (أو ينهار) قطع الطحن ، أو ذباب الشغل) - نقوم بتقليل السرعة. لا تنس أن الأعلاف للقطع المختلفة والعلاجات المختلفة ستكون مختلفة. والقاعدة العامة هي: مع انخفاض في قلع الأسنان ، نقوم بزيادة السرعة ، مع زيادة - نقصاننا. على الرغم من حدوث تأثيرات متناقضة في بعض الأحيان في المواد البلاستيكية ، على سبيل المثال ، فإن جودة أسطح POM العمودية أعلى في السرعات العالية. على الأجهزة الخاصة بي ، عند معالجة البلاستيك ، غالبًا ما أستخدم السرعات من 1500 إلى 3000 مم / دقيقة ، يتم الحصول على الأسطح بالكامل.
منطقة الأمن
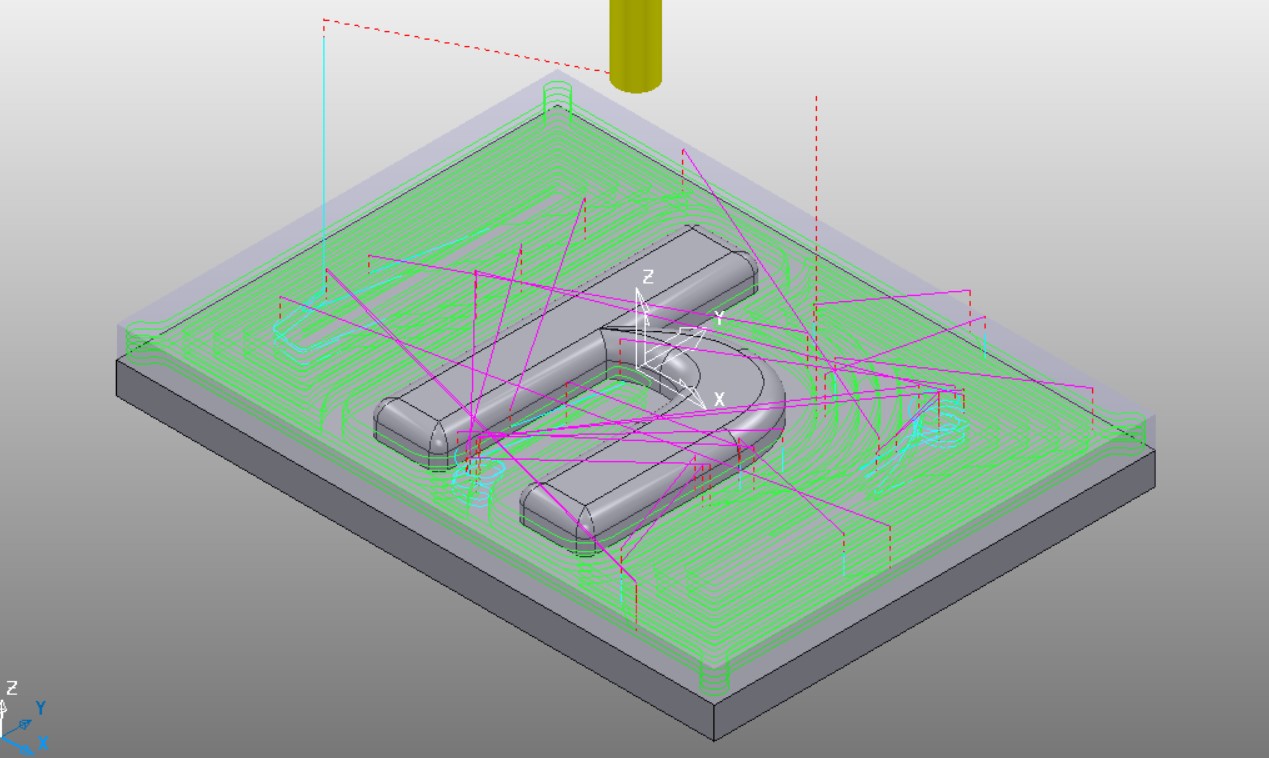
منطقة الأمان ، وهي أيضًا OB ، هي مجموعة من مناطق الماكينات حيث تعتقد CAM أنها مضمونة بعدم تلبية أي من قطع العمل أو السحابات. تتم عمليات النقل من خلال هذه المنطقة ؛ حيث يُسمح فيها افتراضيًا بمتابعة التغذية السريعة. في الآلات العادية 2.5D ، هذه طائرة - نصلح الجزء بحيث يكون نظيفًا وغير سائب فوق منطقة التشغيل الكاملة. ومع ذلك ، في بعض الأحيان يكون من المنطقي تعيين OB بشكل مختلف ، على سبيل المثال ، إذا طحنا فقط جوانب الشغل ، وربطنا من خلال الثقوب في الشغل في المركز. بالإضافة إلى ذلك ، فإن بعض قواطع الطحن لا تعني إمكانية وجود شقوق رأسية أو حتى مائلة في المادة ومن الضروري أن توضح لـ CAM أن التحولات والروابط يجب أن تكون فقط على الجانب. في معظم CAMs العادية ، لهذا فإن أنواع OB هي "block" أو "cylinder" أو حتى "model" ، التي تحدد OB ، على التوالي.

النهج والانحناءات
تسمح لك العديد من المواد وأنواع المعالجة بعدم الإزعاج بمفهوم خطوط الإمداد بشكل عام - يتم قطع PVC ، PS ، أصناف الخشب اللينة في أي اتجاه بواسطة أي قاطع في وضع المعالجة العادي. وقد تم إعداد infeed وانطلق. ومع ذلك ، فإن لحظة الدخول إلى المواد والخروج منها تختلف على حد سواء بالنسبة لقاطع الطحن (الحمل غير المتكافئ على المستوى ، وعمل مركز الطحن عند قطع القواطع المتعددة رأسياً) ، وبالنسبة للمادة (نتوءات تعليق ، ورقاقات طرق). لذلك ، في برامج CAM ، عادة ما يكون من الممكن ضبط أوضاع منفصلة للمداخل والمنافذ.

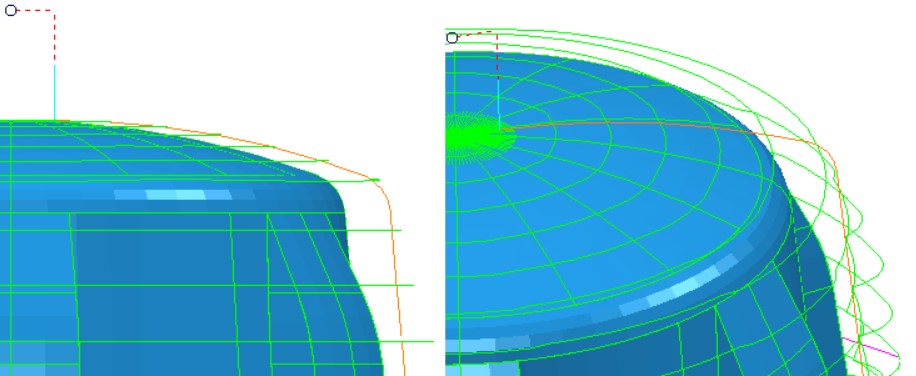
- نهج القوس العمودي
- فرع "مباشرة"
- الانتقال "في الزيادات"
- النهج - المضي قدما في تسارع
- رفع - تتحرك على تسارع
من ناحية ، كل شيء بسيط في معسكر "افعل ذلك بنفسك": المواد ناعمة وأنظمة ولطيفة للغاية ، والكثير من الناس يتجاهلون هذه المعلمة عمومًا ويضعون مداخل ومنافذ رأسية. من ناحية أخرى ، فإن قطعة شظية مطوية على أرضية خشبية في نهاية عدة ساعات من المعالجة أو جدار عمودي تم ضربه بواسطة اهتزاز قاطع في أقل من 50 تمريرة غير سارة للغاية. لذلك ، فإننا نستخدمها بشكل معقول: عند التباين مع البدلات العادية (العيب المحتمل الكبير) ، فإننا نعمل بجد ، ونضع الحد الأدنى من الخيوط الرأسية ، بينما ننتهي أو ننجح في العمل ، نخذلهم وفقًا للعملية في قوس أو بشكل غير مباشر. ولكن مرة أخرى ، لا تكن أحمق ، فالطرق الطويلة والانحناءات تزيد بشكل كبير من إجمالي وقت المعالجة. على اللدائن أثناء التشطيب ، أضع العربات بشكل غير مباشر أثناء العمليات مع الأسطح الأفقية والمائلة و "أفقياً على طول القوس" في العمليات مع الجدران الرأسية. يتم تحديد طول النهج بشكل فردي ، أضع 2-3 أقطار من القاطع أو سمك 10-15 من الإزالة.
ارتفاع
في الواقع ، كل شيء بسيط نسبيا مع المرتفعات. هناك Z آمنة مطلقة يحددها OB. لكن تخيل أنك تعمل على النقش في أسفل المربع مع إزاحة بخطوة صغيرة جدًا. الكثير من التحولات الصغيرة ، في كل CAM ، يؤدي القاطع إلى OB ، ويترجم إلى بضعة ملليمترات ثم ينخفض بشكل مؤلم. لتجنب ذلك ، توصلوا إلى Z آمن نسبي - الارتفاع الذي يمكنك المشي فيه عند الانتهاء بعد أخذ العينات الأخيرة. من الضروري فقط أن تتذكر في نفس الوقت أنه إذا لم يتم التحديد في الحياة الحقيقية ، على سبيل المثال ، خلط المشغل ترتيب المسارات ، ستحاول الأداة التبديل بين المقاطع في المادة ، وتحول قطعة العمل وكسرها في وقت واحد.
المعلمات الشخصية للأجزاء الصغيرة آمنة تمامًا - 5-10 مم ، نسبي - 2-5 مم.

التحولات والثغرات
الانتقال - قسم من المسار بين التحركات العاملة للقطع. كما ذكرنا سابقًا ، يمكن تنفيذه على ارتفاع آمن مطلق أو نسبي ، في المطهر تسمى الإعدادات المقابلة "آمنة" و "كلاهما بزيادات". لكن في بعض الأحيان ، خاصة في المسارات النهائية أو الإضافية ، من المنطقي تنظيم الانتقال بشكل مختلف ، لذلك توفر برامج CAM خيارات:
- على السطح. على الرغم من حقيقة أن الأساليب والمنافذ التي تم تكوينها بشكل صحيح لا تترك آثارًا تمزق الأداة على قطعة العمل ، في بعض الأحيان ، على سبيل المثال ، إذا كانت مسافة الانتقال صغيرة ، فمن المنطقي إجراء الانتقال دون تمزيق القواطع على الإطلاق.
- الخطوة Z. الاختيار الصحيح للمسارات مع التشغيل الميكانيكي المستمر للجدران الرأسية ، على سبيل المثال الثابت Z
- الحق. خيار المتشددين الحقيقي ، يتجاهل CAM كل شيء ويرسم بغباء خطًا بين الصنبور والسحب. ويل للمادة التي صادفتها في الطريق ، ناقص راتب المشغل ، وقفل كل من القاطع والشغل. لكن احترام واحترام البطل ، الذي استخدم الأداة بحكمة وتقليل وقت التبديل إلى ساعات (وليس مزحة ، كان).
من الصعب حتى التوصية بشيء هنا. ربما بالنسبة للمبتدئين ، فإن القاعدة العامة هي: العينات "آمنة" أو "كلاهما بزيادات" ، والجدران العمودية عبارة عن "خطوات على شكل حرف Z" أو "الإزاحة ثلاثية الأبعاد أو الأسطح" على طول السطح ".
البدلات والتسامح
نقطة بسيطة جدا ، بديهية.
التسامح هو الحجم الذي تهتم به والذي يمكن من خلاله تعليق CAM كما تريد. من ناحية ، مزيد من التسامح - مزيد من الحرية لـ CAM ومسار أكثر سلاسة وتغييرات أقل في الاتجاه وما إلى ذلك. من ناحية أخرى ، في حالات نادرة ، يمكن لـ CAM ، على سبيل المثال ، وضع طريقة تفريغ لعينة في منتصف السطح العمودي ، وبغض النظر عما لديك عمومًا من حيث حجم هذه المنطقة على طول الأسطوانة ، فإن السطح سوف يصبح قبيحًا. في قرننا الذي يشتمل على كميات كبيرة من الذاكرة وأجهزة الكمبيوتر القوية التي تفكر في المسار ، من الأفضل أن يفكر CAM لفترة أطول قليلاً ويكتب بضع ميغابايت إضافية في البرنامج بدلاً من خداع اللفت على ما يجب فعله مع العيوب. أضع التسامح في مئات من اللدائن ، ويبدو أن الجميع سعداء.
المعتاد هو في الأصل مفهوم عن التخشين. على مستوى CAM ، يبدو الحجم الكبير مثل بناء مسافة متساوية (إزاحة موحدة) من النموذج الأصلي. لقد سبق أن أعطيت القاعدة العامة أعلاه - يجب أن يكون حجم البدل أكبر من حجم عيب المعالجة المحتملة ، حتى في حالة حدوث مشكلة يمكنك تصحيح الخلل عن طريق مزيد من المعالجة. بالإضافة إلى ذلك ، يمكن استخدام البدل لأغراض أخرى ، على سبيل المثال ، لتوسيع نطاق النموذج عند تركيب الأخاديد / الرؤساء المطابقين. على البلاستيك في الآلات الخام ، وضعت بدل من 0،3-0،7 مم ، وهذا يكفي.
بشكل عام ، شيء من هذا القبيل. يمكنك الآن البدء في كتابة مقال حول بناء المعالجة في CAM دون التشتيت باستمرار عن طريق التفكير فيما إذا كان من الواضح أنني أكتب ما يكفي ولا أضع حواشي في المقالة. إذا نسيت شيئًا ما أو عبرت عنه بشكل غير مفهوم - كتابة التعليقات وطرح الأسئلة ، سأحاول الإجابة.
إذا غاب أحد ، ولكن المثير للاهتمام ، المقالات السابقة في هذه السلسلة:
جهاز التوجيه CNC المنزلي كبديل للطابعة ثلاثية الأبعاد ، الجزء الأول - اختيار الجهازجهاز التوجيه CNC المنزلي كبديل للطابعة ثلاثية الأبعاد ، الجزء الثانيجهاز التوجيه CNC المنزلي كبديل للطابعة ثلاثية الأبعاد ، الجزء الثالث ، البرنامج ورمز G