3D-Drucker VS Axe (Dota2) Teil 1
Seit einiger Zeit verfolge ich sorgfältig die Nische des 3D-Drucks. Um ganz ehrlich zu sein, ist es unmöglich, dem nicht zu folgen, da alle Informations- und Nachrichtenportale voller Artikel aus diesem Bereich sind. Kein Wunder, denn dies ist eine fortschrittliche Technologie, viele neue und zu viele Passagiere, die versuchen, an der "Quelle" Fuß zu fassen.Im Allgemeinen geht es in der Geschichte nicht mehr um meine persönliche Wahrnehmung oder subjektive Vision von allem, was geschieht, sondern mehr um den praktischen Teil und den Druckprozess selbst. Früher hatte ich die Möglichkeit, direkt in diesem Bereich zu arbeiten. Vor anderthalb Jahren erzählten mir meine Freunde von der damals noch recht neuen 3D-Drucktechnologie und ihren Möglichkeiten. Ich werde nicht verbergen, dass diese Technologie oh war, wie weit von mir entfernt. Mit wenigen Ausnahmen war es nicht schwierig herauszufinden, was was ist: der Druckprozess selbst. Meiner Meinung nach erwies sich eine kleine Holzsoftware, die beigefügt ist und ein wesentlicher Bestandteil des Druckers ist, als echter Test. Das Problem bestand überhaupt nicht darin, die Terminologie oder die Einstellungen selbst zu verstehen, nämlich wie man alles richtig neu erstellt, damit die IT fehlerfrei druckt. Ich musste schwitzen und ein paar ausgefallene "Pfannkuchen klumpig" werfen. Ich denke, dass nicht nur ein Artikel zu diesem Thema mir helfen würde, elementare Fehler zu vermeiden. Eigentlich ist dies der Grund für diese Veröffentlichung.Aus irgendeinem Grund haben meine Freunde die Ergebnisse ihrer Erfahrungen nur in ihrem Blog veröffentlicht, sondern vergebens. Daher ist es notwendig, dieses Versehen zu korrigieren - sie haben ausgegraben, übersetzt, gepudert und schlagen zum Lesen vor. ( Dieser Artikel ist eine angepasste Übersetzung eines bereits vorhandenen Artikels).Die Geschichte ist allen Besitzern von 3D-Druckern gewidmet, die ABS und PLA verwendenMaterialien. Und wer die Ausrüstung um eine Größenordnung kühler hat, wird ohne Rat Erfolg haben.Die erste Erfahrung mit dem Drucken eines 3D-Modells von Aksa (ca. Ax ist ein Dota 2-Held). Dieses Modell wurde von Gambody entwickelt . Ihnen zufolge wurden viele Zapfen gefüllt - aus diesem Grund boten sie freundlicherweise ihre Hilfe an. Bei den Tests wurde die zuvor vorhandene Software Repetier verwendet , die jedoch von derselben Firma geändert wurde .Die erste Frage ist, wo ich anfangen soll. Und wir beginnen, das Modell von unten nach oben zu drucken - bis zur Taille.Laden Sie zunächst die STL-Datei in das Programm. Der ursprüngliche Artikel besagt, dass das Unternehmen zunächst Modelle für Druckbetten mit einer Größe von 150 x 150 entwickelt, dh das Modell im Maximalmaßstab 150 x 150. Das Modell kann reduziert werden, indem die Skalierungsfunktion im Abschnitt Objektplatzierung verwendet und der Wert entlang der X-Achse geändert wird (nach Entfernen der Sperre).Für Drucktests wurde das Modell um das Zweifache (50%) reduziert, dh der Maßstab beträgt 75 x 75. Um die Modellparameter zu ändern, ändern wir den Wert entlang der X-Achse von 1 auf 0,5. Für den Testdruck ist diese Skala am bequemsten, da das Modell etwa die Größe einer Handfläche hat und gleichzeitig seine von 3D-Designern konzipierten Details beibehält.
Das Problem bestand überhaupt nicht darin, die Terminologie oder die Einstellungen selbst zu verstehen, nämlich wie man alles richtig neu erstellt, damit die IT fehlerfrei druckt. Ich musste schwitzen und ein paar ausgefallene "Pfannkuchen klumpig" werfen. Ich denke, dass nicht nur ein Artikel zu diesem Thema mir helfen würde, elementare Fehler zu vermeiden. Eigentlich ist dies der Grund für diese Veröffentlichung.Aus irgendeinem Grund haben meine Freunde die Ergebnisse ihrer Erfahrungen nur in ihrem Blog veröffentlicht, sondern vergebens. Daher ist es notwendig, dieses Versehen zu korrigieren - sie haben ausgegraben, übersetzt, gepudert und schlagen zum Lesen vor. ( Dieser Artikel ist eine angepasste Übersetzung eines bereits vorhandenen Artikels).Die Geschichte ist allen Besitzern von 3D-Druckern gewidmet, die ABS und PLA verwendenMaterialien. Und wer die Ausrüstung um eine Größenordnung kühler hat, wird ohne Rat Erfolg haben.Die erste Erfahrung mit dem Drucken eines 3D-Modells von Aksa (ca. Ax ist ein Dota 2-Held). Dieses Modell wurde von Gambody entwickelt . Ihnen zufolge wurden viele Zapfen gefüllt - aus diesem Grund boten sie freundlicherweise ihre Hilfe an. Bei den Tests wurde die zuvor vorhandene Software Repetier verwendet , die jedoch von derselben Firma geändert wurde .Die erste Frage ist, wo ich anfangen soll. Und wir beginnen, das Modell von unten nach oben zu drucken - bis zur Taille.Laden Sie zunächst die STL-Datei in das Programm. Der ursprüngliche Artikel besagt, dass das Unternehmen zunächst Modelle für Druckbetten mit einer Größe von 150 x 150 entwickelt, dh das Modell im Maximalmaßstab 150 x 150. Das Modell kann reduziert werden, indem die Skalierungsfunktion im Abschnitt Objektplatzierung verwendet und der Wert entlang der X-Achse geändert wird (nach Entfernen der Sperre).Für Drucktests wurde das Modell um das Zweifache (50%) reduziert, dh der Maßstab beträgt 75 x 75. Um die Modellparameter zu ändern, ändern wir den Wert entlang der X-Achse von 1 auf 0,5. Für den Testdruck ist diese Skala am bequemsten, da das Modell etwa die Größe einer Handfläche hat und gleichzeitig seine von 3D-Designern konzipierten Details beibehält.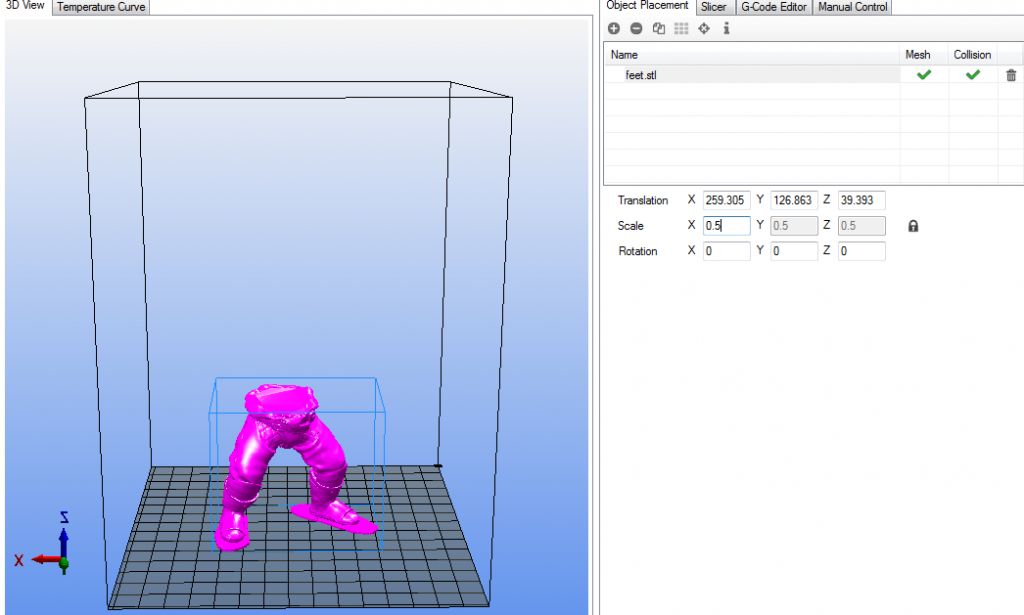
Modellposition
Die Position des Modells ist ein wichtiger Faktor, da sie von seiner Position beim Drucken abhängt:- Bedarf an Stützen und deren Menge;- die Qualität des Modells von allen Seiten, wo diese Unterstützung verwendet wird, und- die Menge des verbrauchten Materials.Zum Drucken von Beinen können zwei Positionen verwendet werden:1. Wenn Sie auf dem Rücken liegen (wenn die STL-Datei des Modells kein Floß unter Ihren Füßen hat), verwenden Sie die Drehung im Objektplatzierungsabschnitt, indem Sie 78 auf der X-Achse und -10 auf der Y-Achse angeben.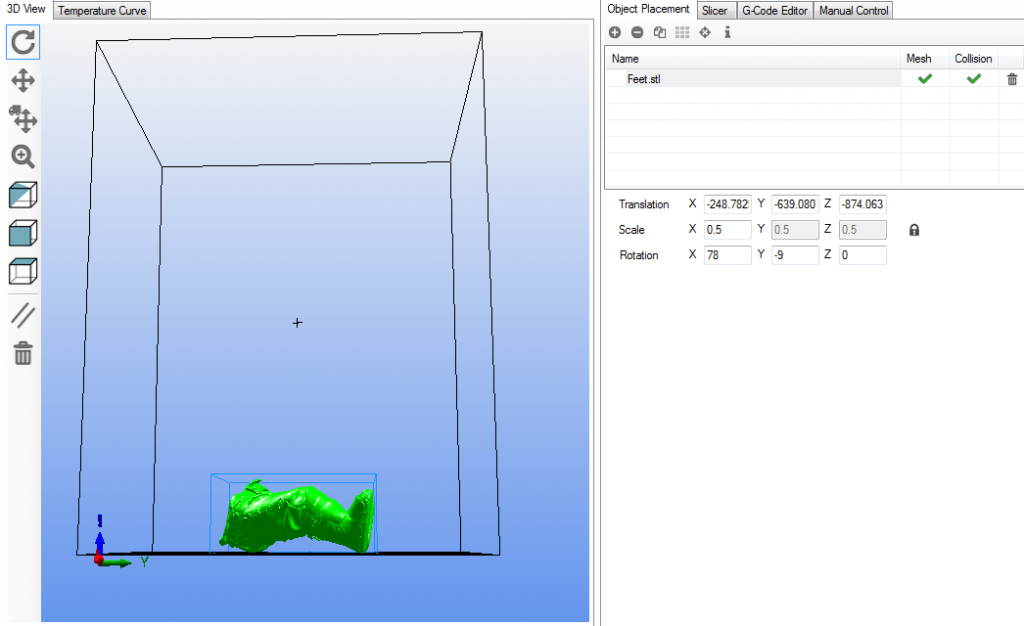 2. Stehend (Sie können jede stl-Datei des Modells sowohl ohne Floß als auch mit einem Floß unter Ihren Füßen verwenden). In diesem Fall befindet sich das Modell sofort in der richtigen Position und wir verwenden keine Rotation.Für Tests werde ich die zweite Option verwenden. Im Folgenden werde ich den Unterschied in Bezug auf Unterstützungen genauer erläutern.Nachdem Sie den gewünschten Maßstab und die gewünschte Position des Modells festgelegt haben, beschwören Sie die Einstellungen, um die beste Qualität des gedruckten Modells sicherzustellen. Dazu benötigen Sie den Abschnitt Slicer > Erweiterte Slice-Einstellungen öffnen und gehen zu den Slicer- Einstellungen, indem Sie auf die Schaltfläche Konfigurieren klicken. Es hat 3 Abschnitte, von denen jeder bereits vorgespeicherte Profile namens "Solidudle" hat .Um die Qualität des gedruckten Modells anzupassen, benötigen Sie den Abschnitt Druckeinstellungen .Ich verwende die Profileinstellungen „Solidudle .3mm“, in denen ich die notwendigen Änderungen für mich selbst vornehme. Vergessen Sie nicht, dass nach jedem "Niesen", dh Änderungen in den Einstellungen des Feldes / Wertes / Parameters gespeichert werden müssen, immer auf "Speichern" geklickt werden muss.Abschnitt mit den Parametern „Ebenen und Umfang“.Der erste Parameter, den ich ändern möchte, ist Ebenenhöhe - Ebenenhöhe. Einer der wichtigsten Parameter, die die Druckqualität beeinflussen. Bei der Installation müssen Sie sich auf die Geometrie des gedruckten Modells und die Druckzeit konzentrieren. Je niedriger der Wert des Parameters für die Ebenenhöhe ist, desto länger dauert der Druckvorgang selbst, ABER! Je kleiner der Wert, desto glatter die Modellwand und desto qualitativer wird sie erhalten.Ich gebe 2 Beispiele - mit einem Schichthöhenwert von 0,3 mm und 0,2 mm.1. FÜSSE - SCHICHTHÖHE 0,2 MM2. FÜSSE - SCHICHTHÖHE 0,3 MM
2. Stehend (Sie können jede stl-Datei des Modells sowohl ohne Floß als auch mit einem Floß unter Ihren Füßen verwenden). In diesem Fall befindet sich das Modell sofort in der richtigen Position und wir verwenden keine Rotation.Für Tests werde ich die zweite Option verwenden. Im Folgenden werde ich den Unterschied in Bezug auf Unterstützungen genauer erläutern.Nachdem Sie den gewünschten Maßstab und die gewünschte Position des Modells festgelegt haben, beschwören Sie die Einstellungen, um die beste Qualität des gedruckten Modells sicherzustellen. Dazu benötigen Sie den Abschnitt Slicer > Erweiterte Slice-Einstellungen öffnen und gehen zu den Slicer- Einstellungen, indem Sie auf die Schaltfläche Konfigurieren klicken. Es hat 3 Abschnitte, von denen jeder bereits vorgespeicherte Profile namens "Solidudle" hat .Um die Qualität des gedruckten Modells anzupassen, benötigen Sie den Abschnitt Druckeinstellungen .Ich verwende die Profileinstellungen „Solidudle .3mm“, in denen ich die notwendigen Änderungen für mich selbst vornehme. Vergessen Sie nicht, dass nach jedem "Niesen", dh Änderungen in den Einstellungen des Feldes / Wertes / Parameters gespeichert werden müssen, immer auf "Speichern" geklickt werden muss.Abschnitt mit den Parametern „Ebenen und Umfang“.Der erste Parameter, den ich ändern möchte, ist Ebenenhöhe - Ebenenhöhe. Einer der wichtigsten Parameter, die die Druckqualität beeinflussen. Bei der Installation müssen Sie sich auf die Geometrie des gedruckten Modells und die Druckzeit konzentrieren. Je niedriger der Wert des Parameters für die Ebenenhöhe ist, desto länger dauert der Druckvorgang selbst, ABER! Je kleiner der Wert, desto glatter die Modellwand und desto qualitativer wird sie erhalten.Ich gebe 2 Beispiele - mit einem Schichthöhenwert von 0,3 mm und 0,2 mm.1. FÜSSE - SCHICHTHÖHE 0,2 MM2. FÜSSE - SCHICHTHÖHE 0,3 MM Wenn Sie ein Geek sind, sollten Sie davon ausgehen, dass Sie einen realistischeren und qualitativ hochwertigeren Charakter Ihres Lieblingsspiels haben möchten. Ich rate Ihnen daher, eine Ebenenhöhe von 0,2 mm zu verwenden. Wenn Ihnen die Zeit nichts ausmacht, können Sie den Wert auf 0,15 oder sogar weniger als 0,1 mm senken.Ich bevorzuge 0,2 mm, aber Sie entscheiden.Nächster Parameter Höhe der ersten Schicht- die Höhe der ersten Schicht. Die erste Schicht wird für das Floß unter dem Modell verwendet. Beachten Sie jedoch, dass bei einem 3D-Drucker mit Druckbettheizung dieser Wert geringfügig größer als der Parameter für die Ebenenhöhe eingestellt werden kann. Wenn das Druckbett jedoch nicht beheizt ist, geben Sie zum besseren Fixieren des Modells in der Tabelle einen Wert an, der mit dem Parametersatz für die Ebenenhöhe identisch ist, oder einen kleinen Wert weniger Plastik zum Greifen auf das spezielle Flauschband des Druckbetts.Im Allgemeinen habe ich persönlich ein Druckbett mit Heizung, daher verwende ich für die erste Schicht einen Wert von 0,3 mm.Und der dritte Parameter, den ich zum Bearbeiten empfehle, ist Perimeter(Minimum) - Die Anzahl der Schichten der Modellkontur (oder die Anzahl der Schichten der Modellwand). Je kleiner die Menge, desto kleiner die Wandstärke, was bedeutet, dass das Modell zerbrechlicher ist. Der Minimalwert ist 1, das Optimum ist 3-4 Stk.;Ich verwende 4 Stück, um das Modell in meinen Händen haltbarer und bedeutender zu machen, und hier sollten wir nicht vergessen, dass dieser Parameter die Menge des verwendeten Materials beeinflusst. Daher hängt alles davon ab, was für Sie Priorität hat.
Wenn Sie ein Geek sind, sollten Sie davon ausgehen, dass Sie einen realistischeren und qualitativ hochwertigeren Charakter Ihres Lieblingsspiels haben möchten. Ich rate Ihnen daher, eine Ebenenhöhe von 0,2 mm zu verwenden. Wenn Ihnen die Zeit nichts ausmacht, können Sie den Wert auf 0,15 oder sogar weniger als 0,1 mm senken.Ich bevorzuge 0,2 mm, aber Sie entscheiden.Nächster Parameter Höhe der ersten Schicht- die Höhe der ersten Schicht. Die erste Schicht wird für das Floß unter dem Modell verwendet. Beachten Sie jedoch, dass bei einem 3D-Drucker mit Druckbettheizung dieser Wert geringfügig größer als der Parameter für die Ebenenhöhe eingestellt werden kann. Wenn das Druckbett jedoch nicht beheizt ist, geben Sie zum besseren Fixieren des Modells in der Tabelle einen Wert an, der mit dem Parametersatz für die Ebenenhöhe identisch ist, oder einen kleinen Wert weniger Plastik zum Greifen auf das spezielle Flauschband des Druckbetts.Im Allgemeinen habe ich persönlich ein Druckbett mit Heizung, daher verwende ich für die erste Schicht einen Wert von 0,3 mm.Und der dritte Parameter, den ich zum Bearbeiten empfehle, ist Perimeter(Minimum) - Die Anzahl der Schichten der Modellkontur (oder die Anzahl der Schichten der Modellwand). Je kleiner die Menge, desto kleiner die Wandstärke, was bedeutet, dass das Modell zerbrechlicher ist. Der Minimalwert ist 1, das Optimum ist 3-4 Stk.;Ich verwende 4 Stück, um das Modell in meinen Händen haltbarer und bedeutender zu machen, und hier sollten wir nicht vergessen, dass dieser Parameter die Menge des verwendeten Materials beeinflusst. Daher hängt alles davon ab, was für Sie Priorität hat.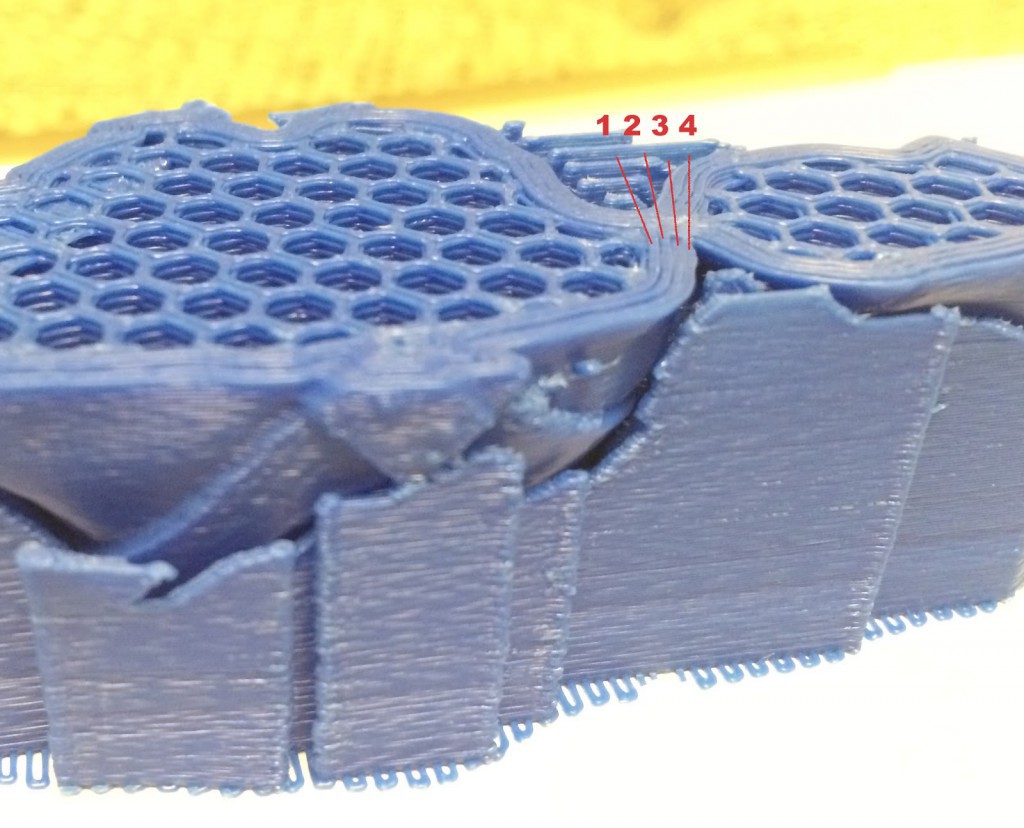 Ich empfehle Ihnen, alle anderen Parameter für "Ebenen und Perimeter" unverändert zu lassen.Gehen Sie zum nächsten Punkt, der Registerkarte "Druckeinstellungen" - "Füllen" .
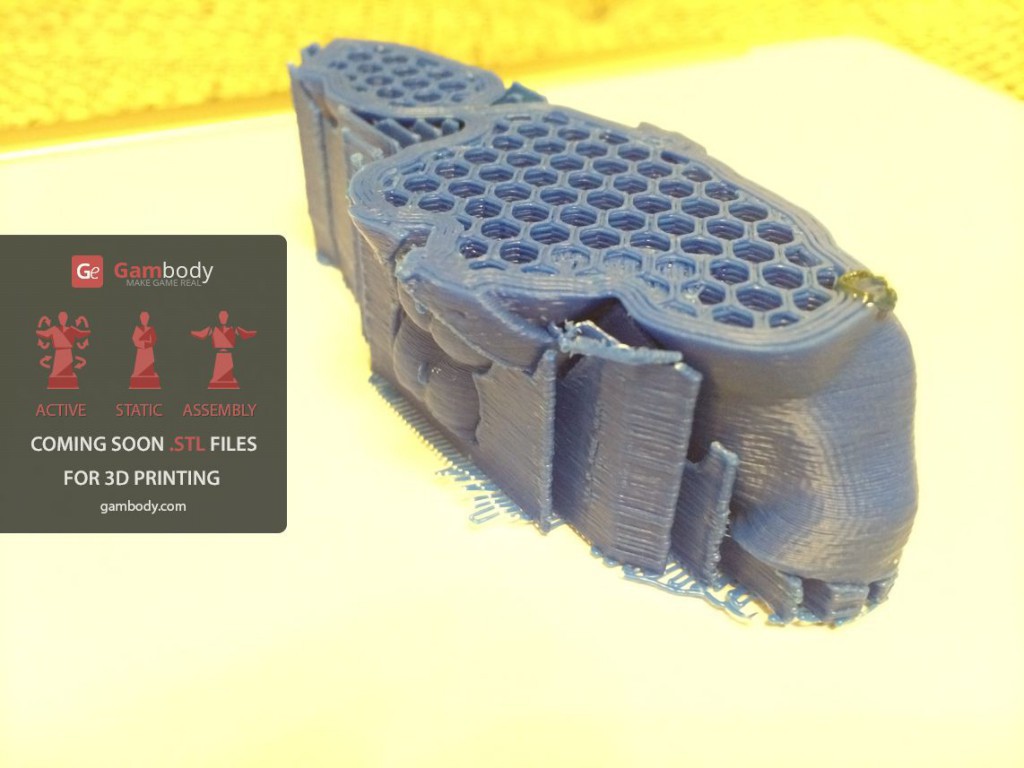
Ich empfehle Ihnen, alle anderen Parameter für "Ebenen und Perimeter" unverändert zu lassen.Gehen Sie zum nächsten Punkt, der Registerkarte "Druckeinstellungen" - "Füllen" . Auch hier ändere ich nichts und verwende die ProfileinstellungenSolidudle .3mm.Ich möchte nur die wichtigsten Punkte teilen.Ausfachung ist das Füllen des leeren Raumes im Innern des Modells. Je höher der Füllungsgrad ist, desto stärker ist das Modell, aber es druckt viel länger. Für die meisten Objekte ist ein Füllstand von 20-30% (0,2-0,3) gut geeignet.Ich rate Ihnen zu achten Sie auf die Besatzdichte Parameter - das ist der Anteil der das Modell mit dem Gitter Füllen und das Füllmuster - die Art der Füllung (Grid) des Modells. Um die Festigkeit des Modells zu erhöhen und gleichzeitig das Gewicht zu reduzieren, ist es sehr gut, Waben (Waben) und einen optimalen Füllstand von 30% zu verwenden! Deshalb lasse ich auch hier alles unverändert.
Auch hier ändere ich nichts und verwende die ProfileinstellungenSolidudle .3mm.Ich möchte nur die wichtigsten Punkte teilen.Ausfachung ist das Füllen des leeren Raumes im Innern des Modells. Je höher der Füllungsgrad ist, desto stärker ist das Modell, aber es druckt viel länger. Für die meisten Objekte ist ein Füllstand von 20-30% (0,2-0,3) gut geeignet.Ich rate Ihnen zu achten Sie auf die Besatzdichte Parameter - das ist der Anteil der das Modell mit dem Gitter Füllen und das Füllmuster - die Art der Füllung (Grid) des Modells. Um die Festigkeit des Modells zu erhöhen und gleichzeitig das Gewicht zu reduzieren, ist es sehr gut, Waben (Waben) und einen optimalen Füllstand von 30% zu verwenden! Deshalb lasse ich auch hier alles unverändert. Der nächste Punkt ist "Geschwindigkeit"Eine zu hohe Geschwindigkeit kann die Druckqualität erheblich beeinträchtigen. Um Ebenen (einschließlich Unterstützung) zu erstellen, die sich auf das Erscheinungsbild des Modells auswirken, versuche ich daher, eine niedrige Geschwindigkeit zu verwenden. Für die internen Details des Modells kann das, was von außen nicht sichtbar ist, etwas größer sein.Ich habe die Druckgeschwindigkeit von Aks wirklich ein wenig angepasst.
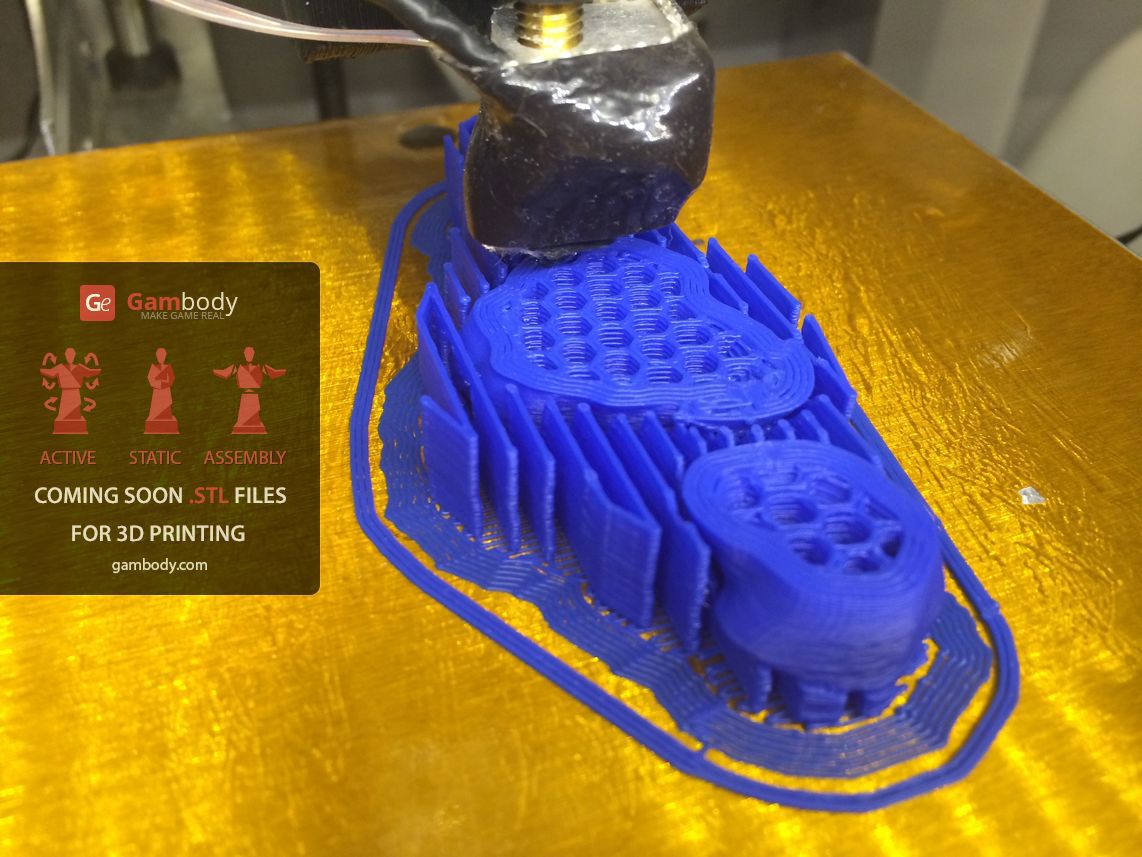
Der nächste Punkt ist "Geschwindigkeit"Eine zu hohe Geschwindigkeit kann die Druckqualität erheblich beeinträchtigen. Um Ebenen (einschließlich Unterstützung) zu erstellen, die sich auf das Erscheinungsbild des Modells auswirken, versuche ich daher, eine niedrige Geschwindigkeit zu verwenden. Für die internen Details des Modells kann das, was von außen nicht sichtbar ist, etwas größer sein.Ich habe die Druckgeschwindigkeit von Aks wirklich ein wenig angepasst. Der nächste Punkt Rock und KrempeRock (Rock) , sogenannte Druckschaltungsmuster oder Kanten, und diese Option ermöglicht es Ihnen, am Anfang der Grenzen des gedruckten Modells zu sehen.Schleifen- die Anzahl der Konturlinien (Schleifen) um die Modelle. Durch Drucken mehrerer Schleifen können Sie sehen, wie gut Ihre Tabelle am Ort des Objekts kalibriert ist, ohne darauf warten zu müssen, dass die erste Ebene des Modells gefüllt wird. Wenn die Schichten der Schürze gleichmäßig über die Plattform verteilt sind, wird die Plattform korrekt kalibriert.Wenn sich die Schichten des Rocks nicht gleichmäßig füllen, können Sie den Druckvorgang beenden und die Tabellenkalibrierung überprüfen.Normalerweise mache ich diesen „Ritus“ mehrmals, um sicherzustellen, dass der Extruder die Schicht bei jedem weiteren Durchgang klar eins zu eins macht.Ich setze die Nummer - 3.Entfernung vom Objekt- der Abstand von der Kante zum Objekt. Wenn Sie das Modell im maximalen Maßstab drucken möchten, den Ihr Druckbett nur zulässt, muss der Abstand minimiert werden. Im Allgemeinen müssen Sie im Idealfall sicherstellen, dass bei maximaler Größe noch Platz auf dem Druckbett für Kanten vorhanden ist. Andernfalls muss der Loops-Parameter auf 0 gesetzt werden, damit der Rand aufgrund von Platzmangel auf dem Druckbett nicht in der Luft gedruckt wird.Rockhöhe - die Anzahl der gedruckten Kantenschichten. Ich habe 1-2 Schichten für ein Druckbett mit Heizung festgelegt und es werden nicht mehr als 2-3 Schichten mit einem Druckbett ohne Heizung benötigt, wobei die erste Schicht zum Koppeln mit dem Druckbett verwendet wird und die nächste ein Floß bildet, um das Modell besser am Druckbett zu befestigen beim Drucken.Wenn Sie die STL-Datei des Modells bereits mit dem Floß verwenden (wie in meinem Fall), ist die Anzahl der zu druckenden Kantenebenen nicht zu wichtig. Sie können sie auf 1 setzen. Wenn das Modell kein Floß enthält, dann von 2 bis 3.Ein weiterer Parameter, der sein sollte Achten Sie darauf, also ist dies die Krempenbreite - die Breite der unteren Schichten des Modells. Dieser Parameter muss kleiner sein als der Abstand vom Objektwert. Der Parameter Krempenbreite wird verwendet, um den Kontaktpunkt zu erhöhen. Das Erhöhen dieses Parameters ist sehr wichtig für Modelle mit einer kleinen Kontaktfläche mit der Plattform und ist besonders wichtig beim Drucken mit ABS-Kunststoff. Daher ist dies besonders in meinem Fall beim Drucken von Aks 'Beinen wichtig.
Der nächste Punkt Rock und KrempeRock (Rock) , sogenannte Druckschaltungsmuster oder Kanten, und diese Option ermöglicht es Ihnen, am Anfang der Grenzen des gedruckten Modells zu sehen.Schleifen- die Anzahl der Konturlinien (Schleifen) um die Modelle. Durch Drucken mehrerer Schleifen können Sie sehen, wie gut Ihre Tabelle am Ort des Objekts kalibriert ist, ohne darauf warten zu müssen, dass die erste Ebene des Modells gefüllt wird. Wenn die Schichten der Schürze gleichmäßig über die Plattform verteilt sind, wird die Plattform korrekt kalibriert.Wenn sich die Schichten des Rocks nicht gleichmäßig füllen, können Sie den Druckvorgang beenden und die Tabellenkalibrierung überprüfen.Normalerweise mache ich diesen „Ritus“ mehrmals, um sicherzustellen, dass der Extruder die Schicht bei jedem weiteren Durchgang klar eins zu eins macht.Ich setze die Nummer - 3.Entfernung vom Objekt- der Abstand von der Kante zum Objekt. Wenn Sie das Modell im maximalen Maßstab drucken möchten, den Ihr Druckbett nur zulässt, muss der Abstand minimiert werden. Im Allgemeinen müssen Sie im Idealfall sicherstellen, dass bei maximaler Größe noch Platz auf dem Druckbett für Kanten vorhanden ist. Andernfalls muss der Loops-Parameter auf 0 gesetzt werden, damit der Rand aufgrund von Platzmangel auf dem Druckbett nicht in der Luft gedruckt wird.Rockhöhe - die Anzahl der gedruckten Kantenschichten. Ich habe 1-2 Schichten für ein Druckbett mit Heizung festgelegt und es werden nicht mehr als 2-3 Schichten mit einem Druckbett ohne Heizung benötigt, wobei die erste Schicht zum Koppeln mit dem Druckbett verwendet wird und die nächste ein Floß bildet, um das Modell besser am Druckbett zu befestigen beim Drucken.Wenn Sie die STL-Datei des Modells bereits mit dem Floß verwenden (wie in meinem Fall), ist die Anzahl der zu druckenden Kantenebenen nicht zu wichtig. Sie können sie auf 1 setzen. Wenn das Modell kein Floß enthält, dann von 2 bis 3.Ein weiterer Parameter, der sein sollte Achten Sie darauf, also ist dies die Krempenbreite - die Breite der unteren Schichten des Modells. Dieser Parameter muss kleiner sein als der Abstand vom Objektwert. Der Parameter Krempenbreite wird verwendet, um den Kontaktpunkt zu erhöhen. Das Erhöhen dieses Parameters ist sehr wichtig für Modelle mit einer kleinen Kontaktfläche mit der Plattform und ist besonders wichtig beim Drucken mit ABS-Kunststoff. Daher ist dies besonders in meinem Fall beim Drucken von Aks 'Beinen wichtig.







 Im zweiten Teil werde ich einen vollständigen Fotobericht über den Druckvorgang sowie Informationen zu den Supporteinstellungen bereitstellen.
Im zweiten Teil werde ich einen vollständigen Fotobericht über den Druckvorgang sowie Informationen zu den Supporteinstellungen bereitstellen. Source: https://habr.com/ru/post/de382567/
All Articles