Im ersten Teil des Testberichts haben wir den Lesern die allgemeinen Funktionen des 3D START 3D-Druckers vorgestellt. Es wurde festgestellt, dass die Druckqualität besondere Aufmerksamkeit und Erklärung verdient. Im zweiten Teil erfahren Sie, wie Sie den Drucker so einrichten, dass der Druck gleichmäßig ist. Wir haben den Monitor angeschlossen und den Drucker damit eingerichtet.
Der erste Teil der Überprüfung . Wenn Sie den Drucker nicht konfigurieren, ist das Drucken nicht immer normal. Wir werden zeigen, wie Slicer und ein Monitor konfiguriert werden.
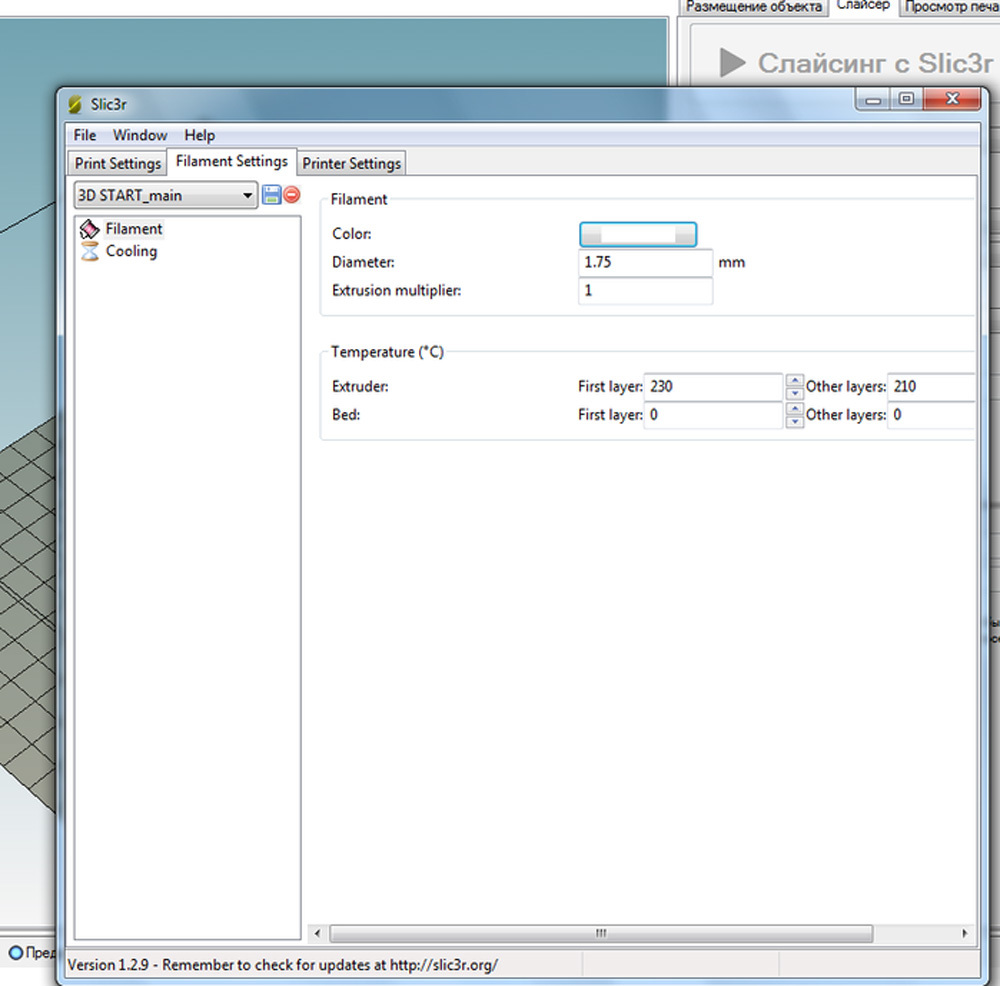
Temperatureinstellung
Wir stellen die anfängliche und nachfolgende Temperatur und den Durchmesser des Gewindes ein.
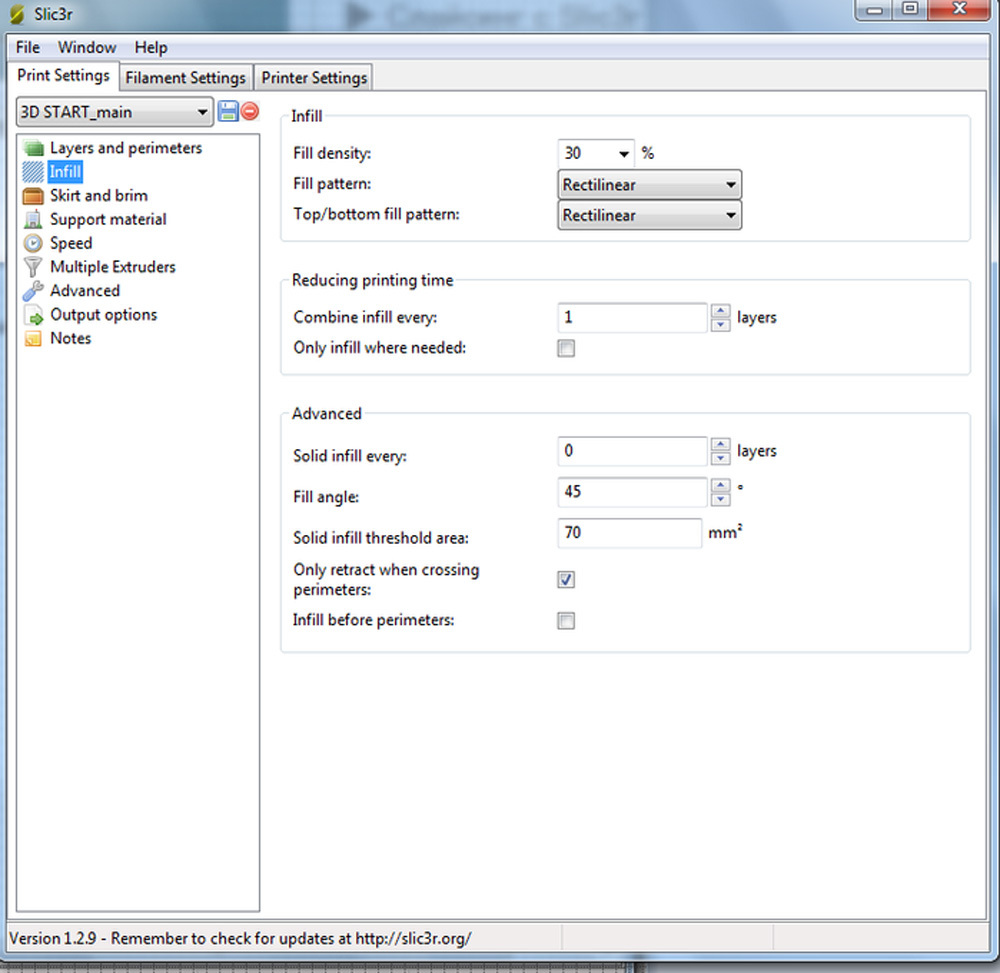
Stellen Sie den Parameter "Gleiches Füllmuster" ein
Wählen Sie die geradlinige Schraffur, deren Prozentsatz erhöht werden kann, der Druck wird länger, aber die Füllung ist dichter.
Support-Typen
Es gibt drei Arten von Stützen: geradlinig, geradlinig, Wabe.
Fülltypen
Es gibt mehr Füllarten als Unterstützungsarten. Darüber hinaus können sie sich in der Dichte unterscheiden, abhängig vom angegebenen Prozentsatz der Füllung in den Slicer-Einstellungen.
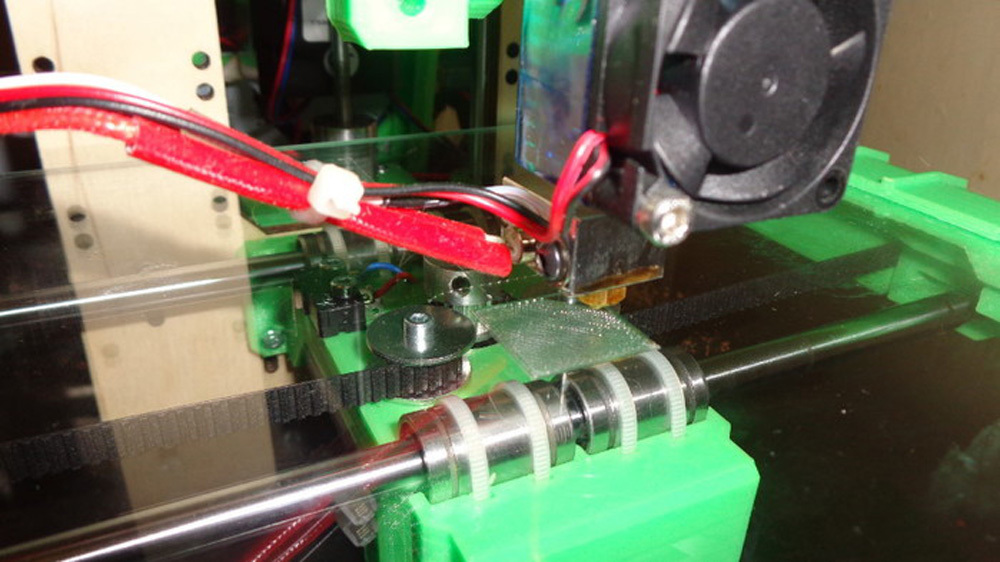
Probleme beim Drucken der ersten Schicht
1.1. Die Düse ist niedrig.
Der extrudierte Kunststoff beim nächsten Durchgang liegt mit einer Überlappung auf dem Kunststoff, der in den vorherigen Durchgang extrudiert wurde, und bildet eine wellenförmige Oberfläche.
3D Smart Controller mit Monitor
Dieser Drucker kann einen
3D Smart Controller für die Offline-Konfiguration von Betriebsmodi und das Drucken von einer SD-Karte anschließen.
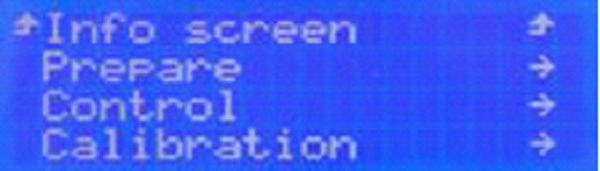
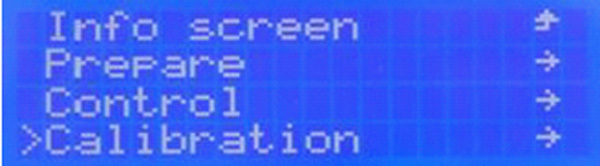
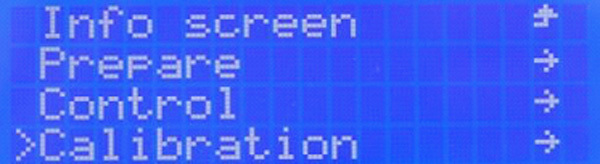
1.2. Wir gehen zum Druckersteuerungsmenü und drücken einmal den Encoderknopf.
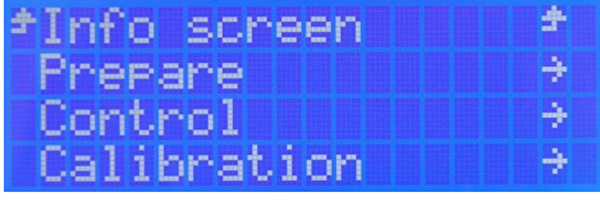
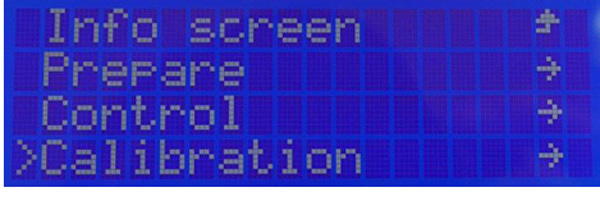
1.3. Drehen Sie den Encoderknopf und wählen Sie die Registerkarte „Kalibrierung“.
Nachdem Sie dieses Element ausgewählt haben, klicken Sie einmal auf den Encoder.
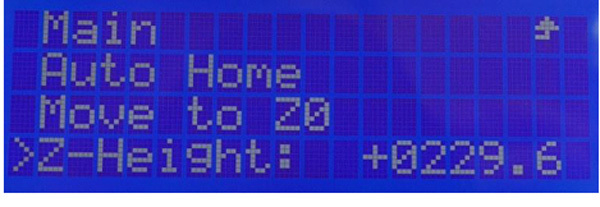
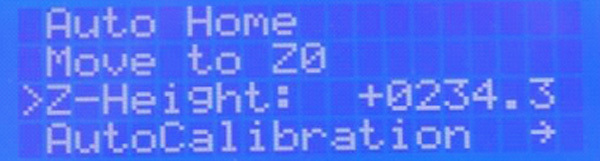
1.4. Durch Drehen des Encoderknopfs wird die Registerkarte „Z-Höhe“ ausgewählt.
Wir wählen diesen Punkt aus, indem wir einmal auf den Encoder klicken.
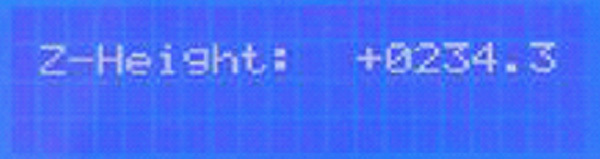
1.5. Durch langsames Drehen des Encoders im Uhrzeigersinn ändern wir den Wert nach dem Dezimalpunkt um eine Einheit, wodurch dieser Wert verringert wird.
1.6. Die Düse ist hoch, der extrudierte Kunststoff liegt beim nächsten Durchgang und bildet einen Spalt mit dem in den vorherigen Durchgang extrudierten Kunststoff.

1.7. Wir führen die oben beschriebenen Punkte 1.1 ... 1.4 aus. Durch langsames Drehen des Encoders gegen den Uhrzeigersinn ändern wir den Wert nach dem Dezimalpunkt um eine Einheit und erhöhen dadurch diesen Wert.
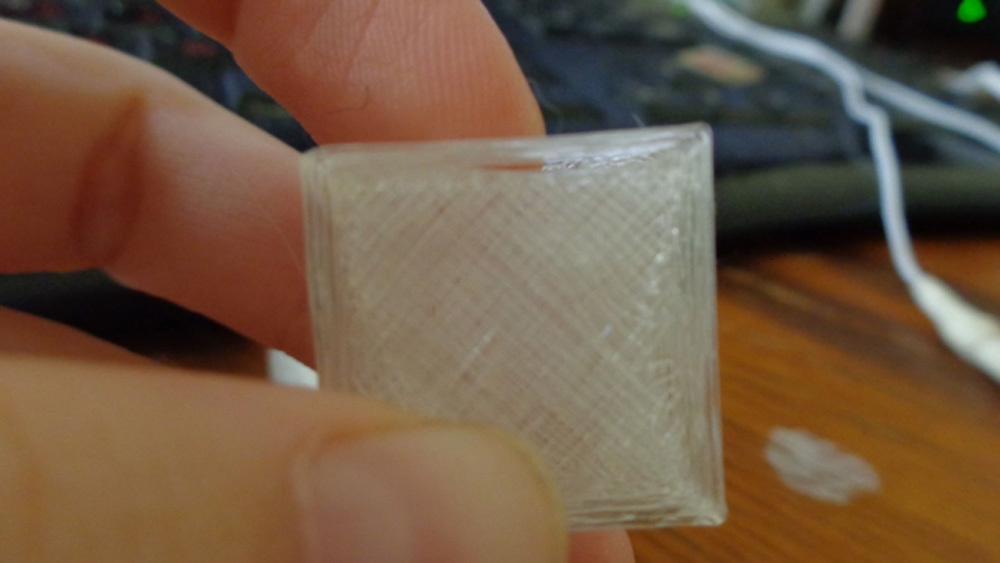
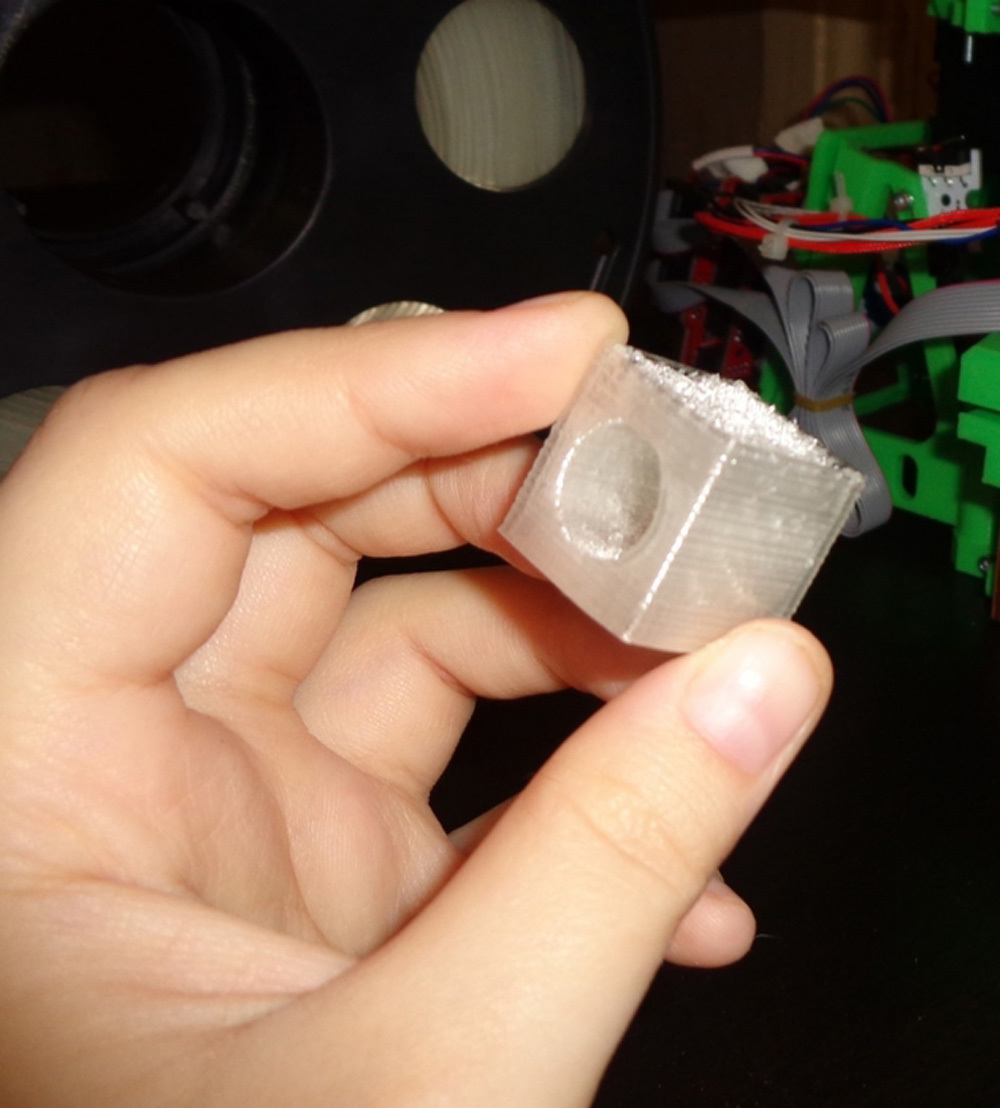
1.8. Dichtung mit richtig eingestellter Düsenhöhe.
Die Seite ist sogar dicht. Sie ist noch nicht gehäutet.
Automatische Kalibrierung
Eine automatische Kalibrierung ist nur erforderlich, wenn die Höhe der ersten Schicht auf der gesamten Oberfläche unterschiedlich ist, d. H. Die Düse ist auf einer Achse hoch und die Düse auf der anderen Achse niedrig.
2.1. Wir stellen sicher, dass sich keine Kunststoffreste auf der Düse befinden.
2.2. Stellen Sie sicher, dass die Plattform und der Druckkopf des Druckers nicht beheizt sind.
2.3. Wir gehen zum Druckersteuerungsmenü, indem wir den Encoderknopf einmal drücken.
2.4. Durch Drehen des Encoderknopfs wird die Registerkarte „Kalibrierung“ ausgewählt. Klicken Sie anschließend einmal auf den Encoder.
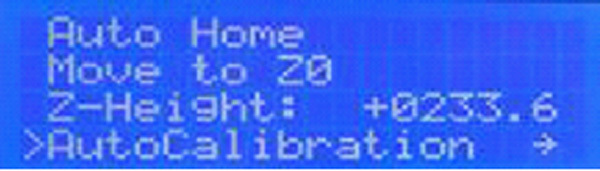
2.5. Wählen Sie im geöffneten Element „Kalibrierung“ durch Drehen des Encoderknopfs das Element „AutoCalibratoin“ aus. Klicken Sie einmal auf den Encoder.
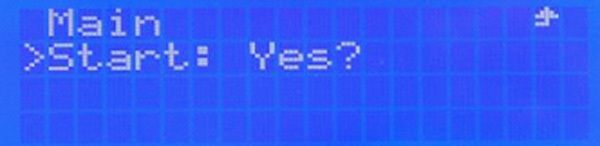
2.6. Um die automatische Kalibrierung zu starten, wählen Sie "Start: Ja?" und klicken Sie einmal auf den Encoder.
2.7. Wenn der Drucker die Kalibrierung abgeschlossen hat, ertönt ein Piepton und der Druckkopf bewegt sich zwischen der Y- und der Z-Achse.
2.8. Nachdem der Drucker die Kalibrierung abgeschlossen hat, muss die Arbeitshöhe eingestellt werden. Rufen Sie das Druckersteuerungsmenü auf, indem Sie den Encoderknopf einmal drücken.
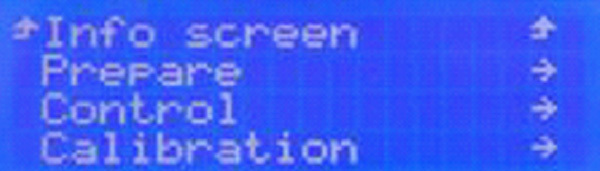
2.9. Durch Drehen des Encoderknopfs wird die Registerkarte „Kalibrierung“ ausgewählt. Klicken Sie einmal auf den Encoder.
2.10. Durch Drehen des Encoderknopfs wird die Registerkarte „Z-Höhe“ ausgewählt. Klicken Sie einmal auf den Encoder.
2.11. Durch langsames Drehen des Encoders nach links / rechts wird die Höhe nach dem Dezimalpunkt (234.3-234.2) um eine Einheit verringert / erhöht.
2.13. Wir legen einen Teil des Albumblatts ein, um den erforderlichen Abstand zwischen der Düse und dem Desktop zu überprüfen. Es sollte sich mit etwas Reibung zwischen der Düse und dem Tisch bewegen. Kalibrierung abgeschlossen.
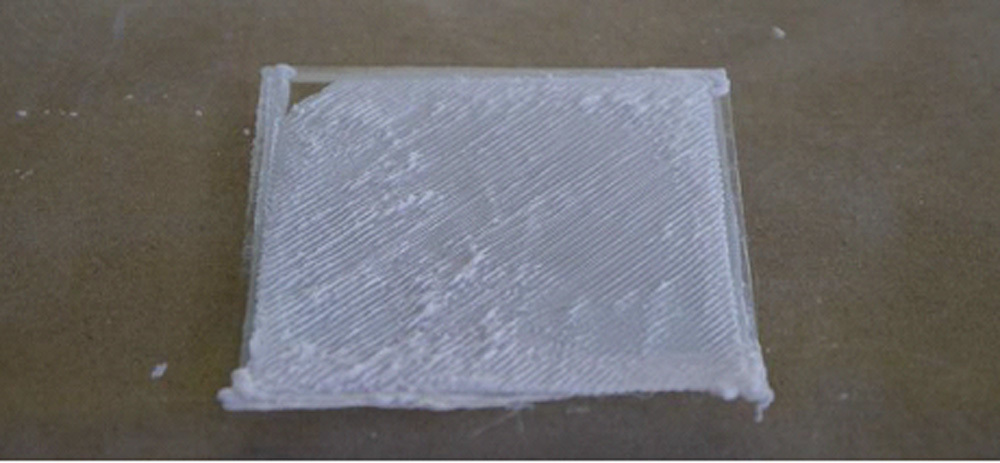
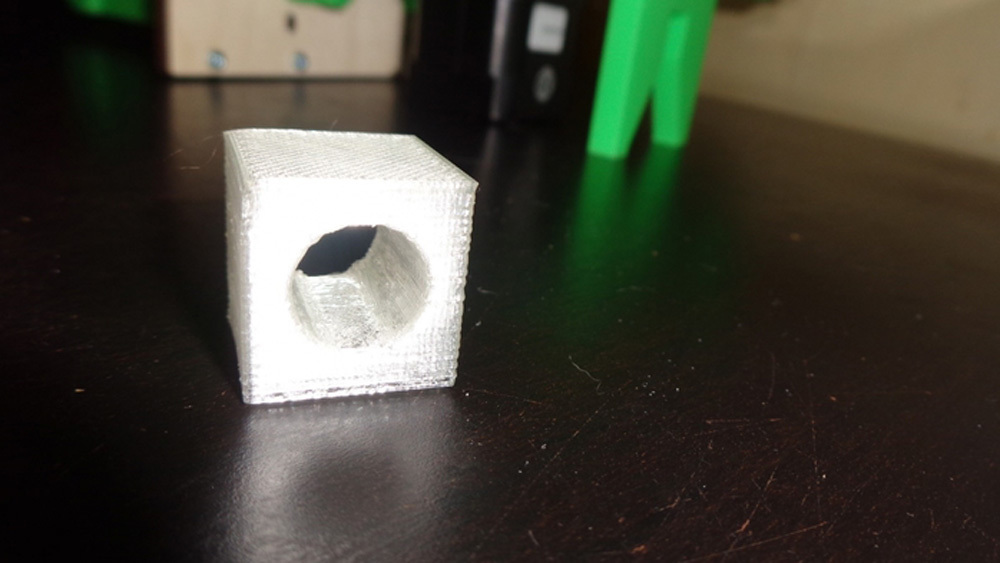
Durch das Drucken auf einem
3D-START- Drucker erhalten wir einen anständigen festen Testwürfel.
Das Anschließen des Druckers
an den 3D Smart Controller mit einem Monitor ist nicht besonders schwierig.
Der dritte Teil der Überprüfung ist den Monitoreinstellungen gewidmet.
Autorin Elena Zaitseva, Saratow