Guten Tag an alle !
3Dtool Firma mit
Ihnen . Heute werden wir einige Erfahrungen aus unseren weißen Gewändern sammeln und sie mit Ihnen teilen. Vielleicht übt schon jemand solche Tricks, aber vielleicht ist es für jemanden nützlich.
Sobald die Aufgabe eingestellt war, auf einem
Hercules Strong 17 3D-Drucker eine Autoplatte mit einem Durchmesser von
9,5 mm , eine Düse mit einem Durchmesser von
0,3 mm ,
ABS und
PLA- Kunststoff zu drucken.
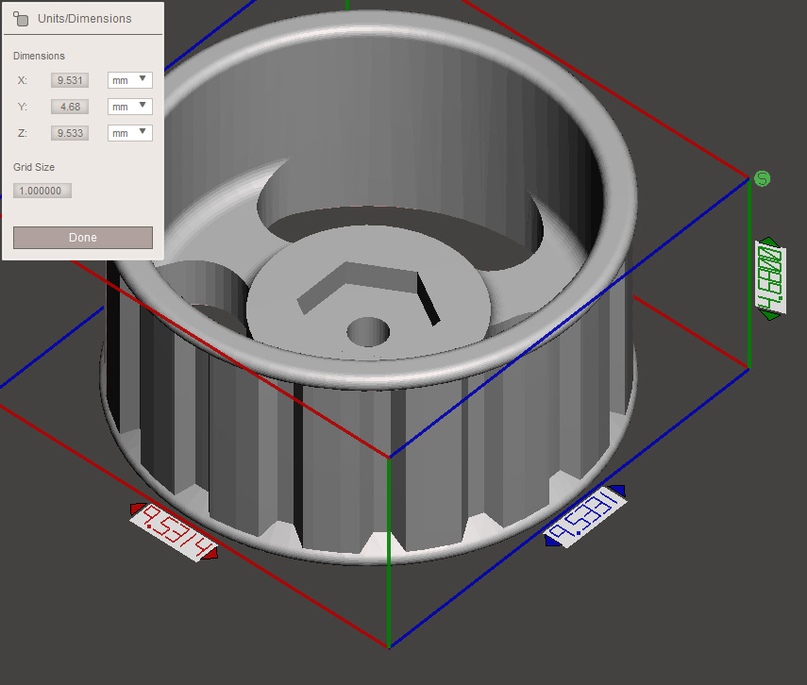
Was kann ich denken, wir haben schnell das bereits beliebte Rad skaliert, das den Regen von Amsterdam gesehen hatte und einen sehr unerwarteten Parameter erhalten hat. Die Wandstärke betrug
0,27041 mm , und dies ist etwas weniger als der auf dem Drucker installierte Düsendurchmesser, also ... "Ups".
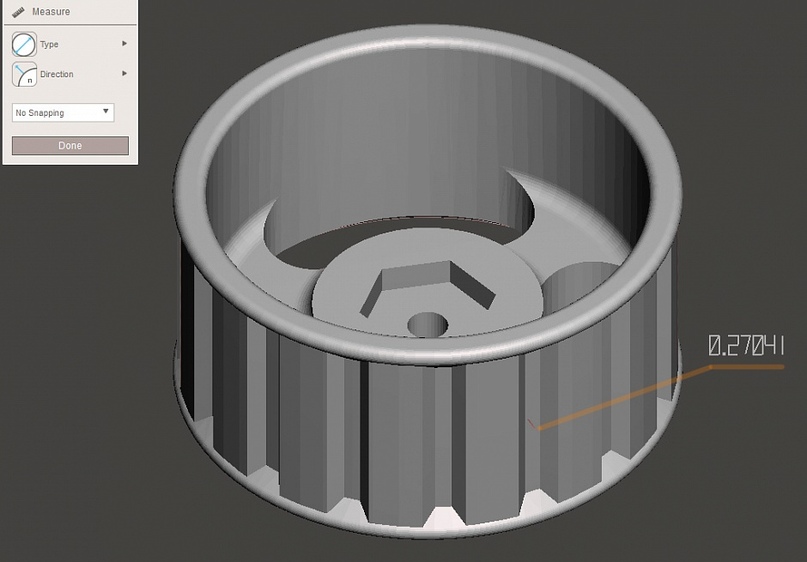
Es wurde entschieden, dass nur das Ändern der Düse auf
0,2 für Weicheier ist.
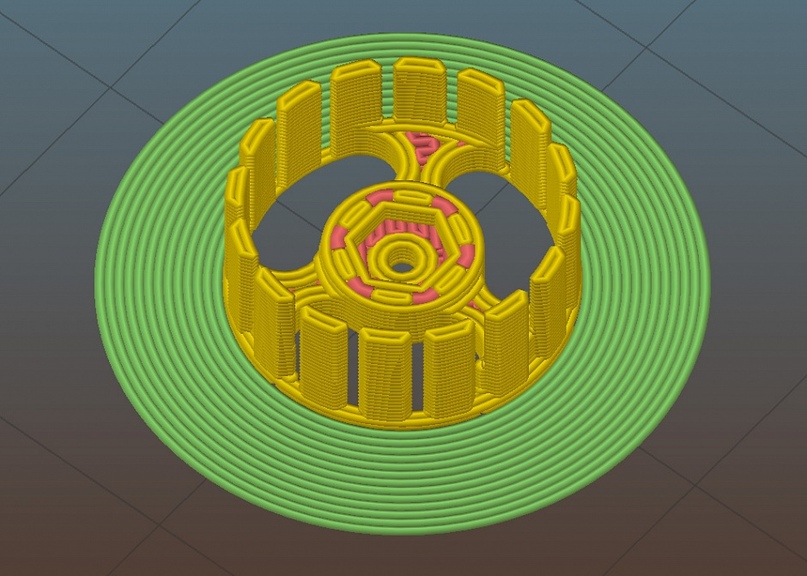
Wenn wir den Code bei den Standardeinstellungen für eine Düse mit einem Durchmesser von
0,3 mm berechnen, erhalten wir das folgende Ergebnis:
Slic3r bemerkt die Wände, deren Dicke geringer als die Extrusionsbreite ist, an den Anschlaglöchern nicht.
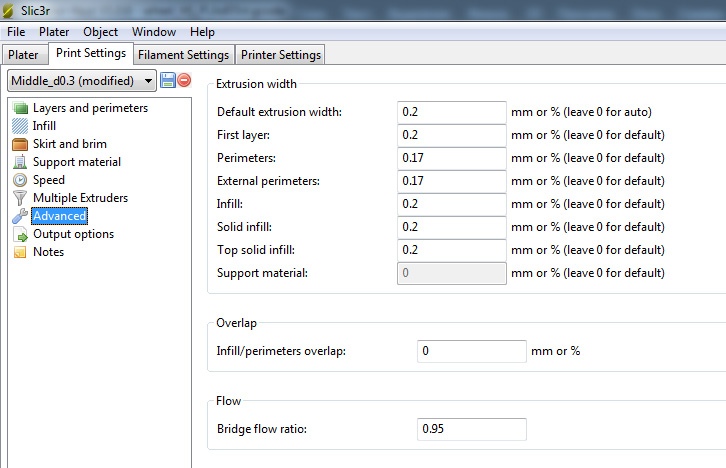
Als normaler Spezialist fällt mir zunächst ein, die Breite der Extrusion zu ändern. Änderung um
0,2 mm .
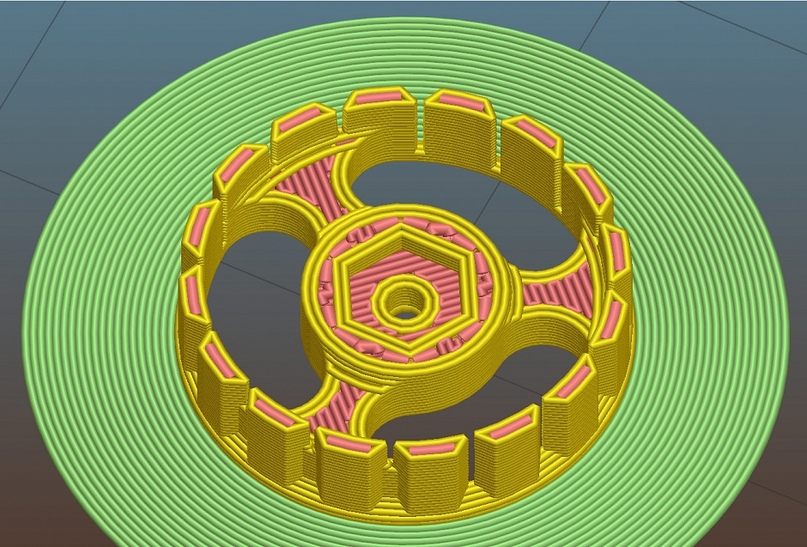
Es heißt ja, ein Pfund Wertlosigkeit, ein Gramm des Ergebnisses. Und hier beginnt das Verbrechen: Wir werden die Extrusionsbreite am Umfang um
0,17 mm ändern.
 Slic3r
Slic3r (als gesetzestreuer Minderjähriger) lag an beiden Stellen der Wand entlang eines Umfangs an den Stellen, an denen es Hohlräume gab.
Der Parameter
Überlappung ist deaktiviert. Durch Aktivieren dieses Parameters können Umfang und Füllung dichter miteinander verlötet werden, da
Slic3r der Extrusionsbreite mehr Kunststoff hinzufügt (abhängig von dem in der
Überlappung festgelegten Wert). Bei uns ist alles eng am Rand + eine Schicht von
50 Mikrometern . Wenn Sie die
Überlappung aktivieren, kommt es zu Überläufen.
 Temperatur
TemperaturBeim Drucken solcher Kleinigkeiten befindet sich der Extruder immer über dem Teil. Der niedrige Wert der Extrusionsbreite erlaubt es nicht, die Geschwindigkeit um mehr als
15-20 mm / s zu erhöhen, um Extrusionsbruch und "Käselöcher" zu vermeiden. Daher ist es wahrscheinlich, dass das Teil überhitzt. Niemand will illiquide vom Tisch kratzen. Daher reduzieren wir die Temperatur des Extruders auf
185-190 Grad (PLA BF), das Gebläse ist auf
80% Leistung eingestellt.
Für
ABS . Wir senken die Temperatur auf
210 Grad und schalten den Luftstrom um
5% ein .
ErgebnisEs wäre naiv zu erzählen, und Sie glauben an alle oben genannten Geschichten, ohne die gedruckten Teile zu zeigen. Schauen wir uns das Ergebnis an.

