Guten Tag!
Wie immer helfen uns unsere Kunden mit Ideen für Artikel. Heute werden wir ein Ei drucken. Anhand seines Beispiels testen wir die integrierte Funktion von
Slic3r , die aus irgendeinem Grund nur wenige erwähnen.
Das Ei muss nicht einfach, sondern stark gedruckt werden, mit einem minimalen Plastikverbrauch und schnell.
Anschließend wird es oben an einem Haken an der Decke aufgehängt. Der Boden des Eies ist der vordere Teil, oben mit dem Haken - der Luftzug, weil er hoch hängt und der obere Teil nicht sichtbar ist. Sie können das ganze Ei mit der Schlaufe nach unten mit den Stützen unten drucken, aber das Drucken und Entfernen der Stützen dauert einige Zeit.
Um diese Aufgabe zu erfüllen, haben wir uns für den
3D-Drucker Hercules 2018 entschieden - dies ist ein sehr vielseitiger 3D-Drucker, da er mit allen Arten von Kunststoff drucken kann und über eine große Arbeitskamera verfügt.
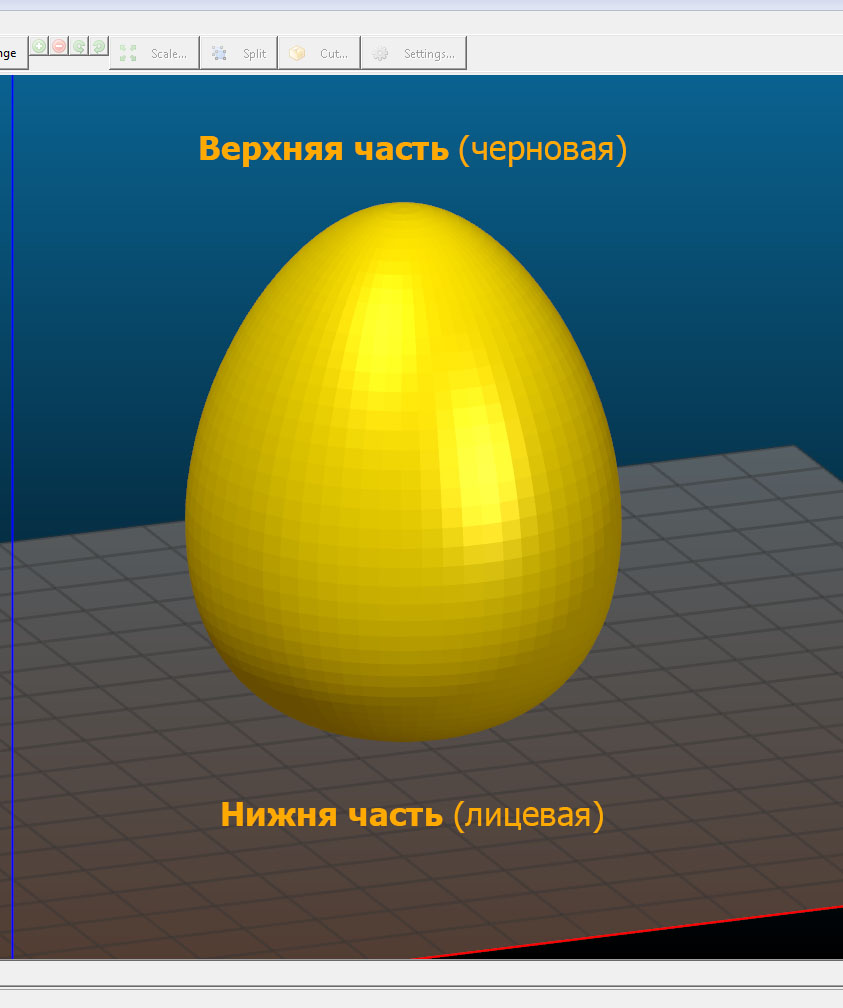
Schneiden Sie daher das Ei in 2 Teile und fügen Sie gleichzeitig eine Schlaufe oben hinzu. Nach dem Drucken kleben wir die Oberseite mit Dichlorethan.
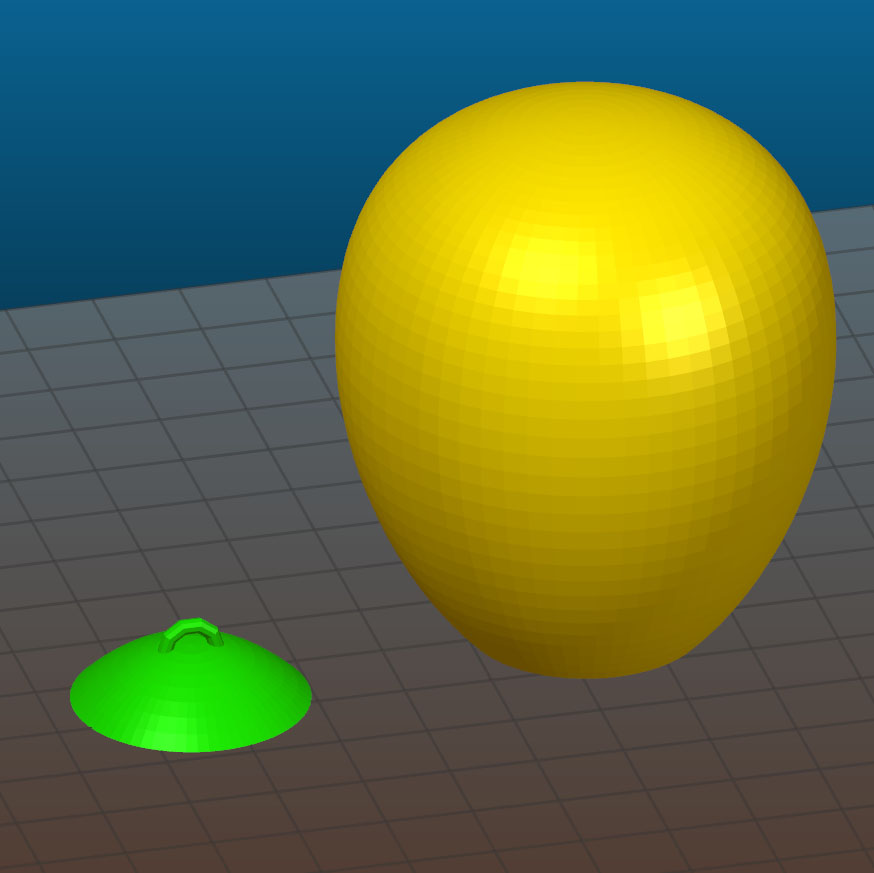
Jetzt müssen Sie den Druckmodus ausarbeiten. Der Schlaufenteil wird problemlos im Standard-0,5-Düsenmodus gedruckt, daher wählen wir den Modus für die große „Hälfte“. Die Komplexität des Druckens liegt in der Tatsache, dass: Erstens, wenn Sie ein Ei ohne Füllung drucken, gibt es oben irgendwann nichts mehr an den Wänden zu fangen, und sie fallen herunter und machen Löcher. Zweitens muss zur Verbesserung der Oberflächenqualität die Schichthöhe im oberen Teil des Eies, wo der Neigungswinkel des Umfangs schnell abzunehmen beginnt, verringert werden.


Beginnen wir mit den üblichen Einstellungen ohne Tamburin.
Da das Modell mit gleichmäßigen Wänden ohne Beschleunigungswellen ausfallen sollte, werden wir nicht mit exorbitanten Geschwindigkeiten drucken. Geschwindigkeit nicht mehr als 50 mm / s.
Methode Nr. 1 - PLA, 0,5 Düse, 2 Perimeter, 10% Bedeckung, Schichthöhe 0,2 mm - 0,1 mm. Die Geschwindigkeit beträgt 50 mm / s, die Extrusionsbreite auf der Füllung wird auf 0,35 mm reduziert, da die Füllung in diesem Fall nur zur Unterstützung der Wände im oberen Teil verwendet wird, wo die Perimeter in einem Winkel gedruckt werden. Druckzeit 2h 26m, Kunststoffvolumen 22,7 cm3.
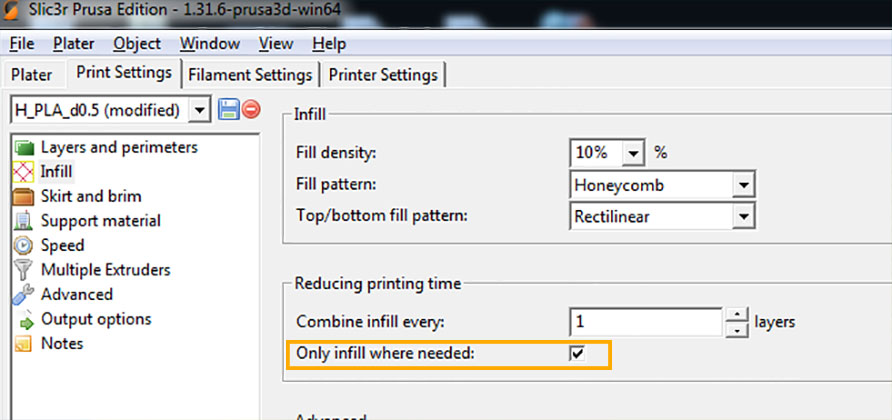
Methode Nr. 2 - 0,5 Düse, 2 Perimeter, Füllung Nur bei Bedarf füllen 10% ... Geschwindigkeit 50 mm / s, Extrusionsbreite auf der Füllung wird auf 0,35 mm reduziert, Schichthöhe 0,2 mm-0,1 mm. Druckzeit 1h 31m, Kunststoffvolumen 14,2 cm3.
 Methode Nr. 3
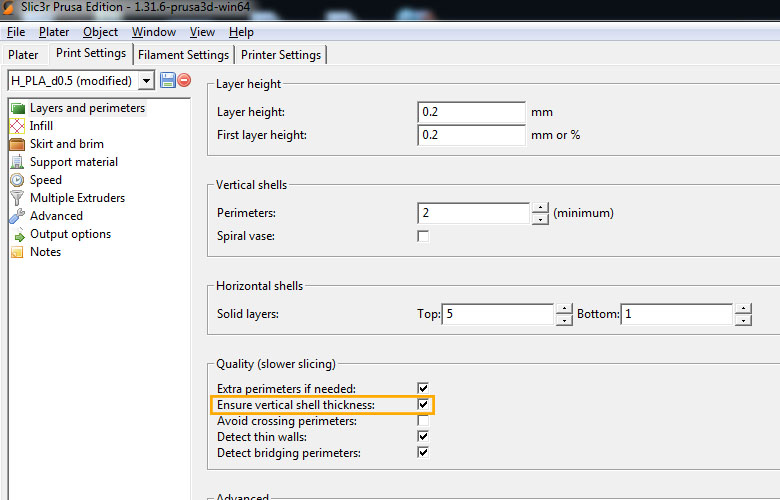
Methode Nr. 3 - 0,5 Düse, 2 Perimeter, ohne Füllung, mit der Funktion Vertikale Schalendicke sicherstellen (slic3r fügt automatisch Stützperimeter an Stellen hinzu, an denen Wände herunterfallen können), die in die neue Slic3r-Version (Slic3r Prusa Edition) mit Schichthöhe integriert sind 0,2 mm - 0,1 mm, Geschwindigkeit 50 mm / s. Druckzeit 58 Minuten, Kunststoffvolumen 9,4 cm3.
Eine Tabelle zum Verständnis der Beziehung zwischen Druckzeit und Kunststoffvolumen.
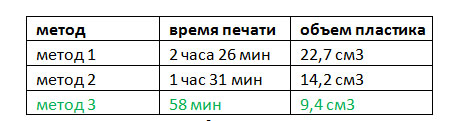
In Bezug auf Druckzeit und Kunststoffvolumen passt die dritte Option zu uns. Wir versuchen es.
Die Option
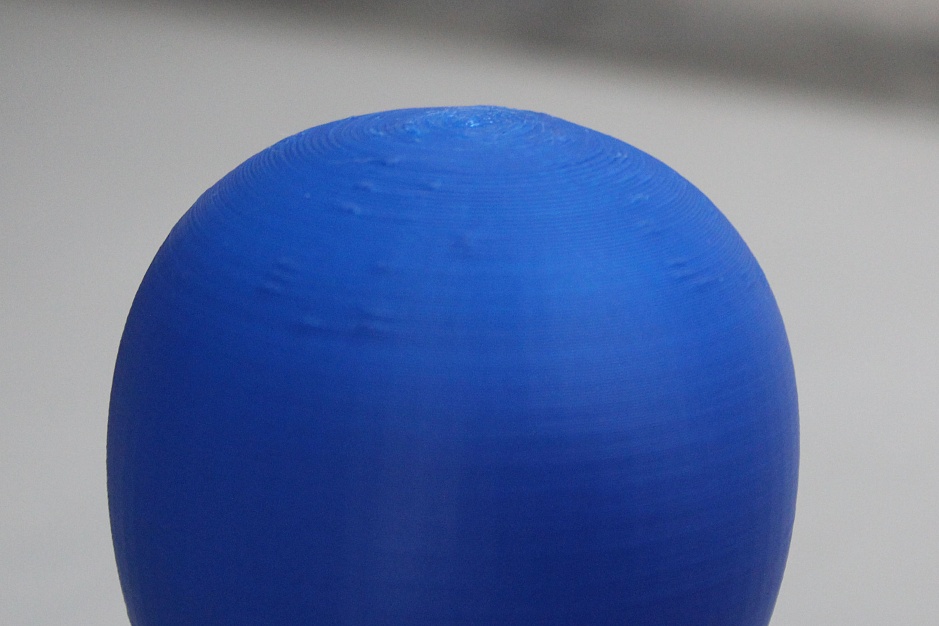
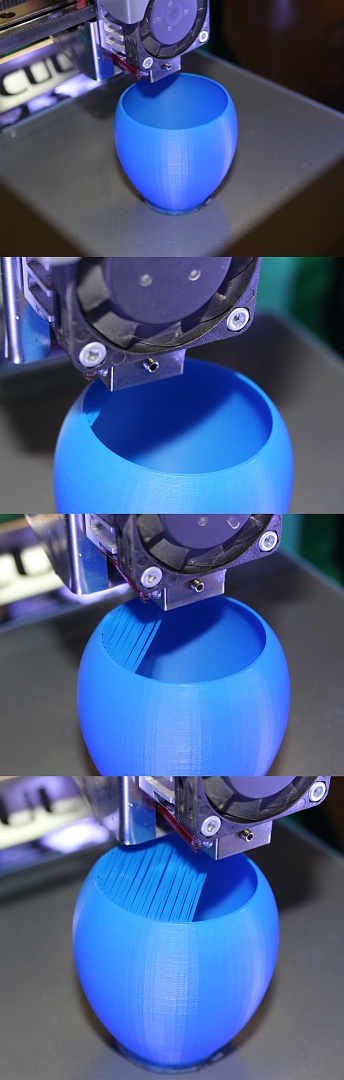
Stellen Sie sicher, dass die vertikale Schalendicke in diesem Fall mit Perimetern verwaltet wird, an den Wänden jedoch Tuberkel.
Darüber hinaus wurde die Geschwindigkeit im manuellen Modus näher an der Oberseite um 20% verringert, da der Neigungswinkel des Druckumfangs abnahm und die Wände keine Zeit hatten, mit einer Geschwindigkeit von 50 mm / s einzufrieren und sich zu biegen.
Es stellt sich heraus, dass wir, um gleichmäßige Wände an Stellen zu erhalten, an denen die Perimeter in einem Winkel gedruckt sind und eine flache Oberseite haben, die Geschwindigkeit verringern müssen, damit der Kunststoff Zeit zum Abkühlen hat und Füllung hinzufügt, damit keine Lücken auf geneigten Oberflächen entstehen. Wir werden die Geschwindigkeit nicht reduzieren und Polster für das gesamte Modell hinzufügen, das ist schon zu viel. Um die Geschwindigkeit auf bestimmten Ebenen zu verringern und bei Bedarf Polster hinzuzufügen, verwenden wir die integrierte Funktion Slic3r-Modifikator.
Ein Modifikator ist eine Oberfläche, mit der Einstellungen für bestimmte Teile des Modells festgelegt werden. Weitere Informationen zur Verwendung von Modifikatoren finden Sie im nächsten Artikel.
In der Zwischenzeit ... doppelklicken Sie auf unser Modell, das Fenster Einstellungen wird angezeigt. Klicken Sie auf Modifikator laden ... und laden Sie die zuvor simulierte Oberfläche (wir haben einen Zylinder).

An der Stelle, an der sich das Modell mit dem Modifikator schneidet, überschneiden sich die Haupteinstellungen des Modells mit den Einstellungen des Modifikators. Um diese Einstellungen vorzunehmen, müssen Sie den Modifikator (Zylinder) im Fenster oder in der Liste auswählen und auf "+" klicken.
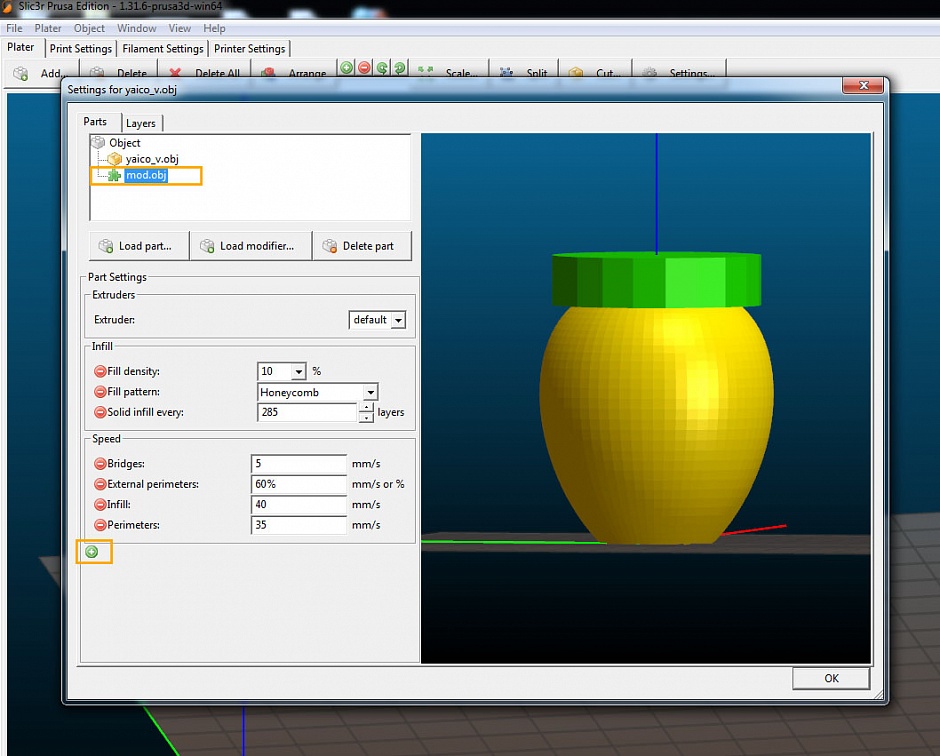
In unserem Fall reduzieren wir die Druckgeschwindigkeit der Perimeter, fügen die Füllung hinzu und drucken vor dem Füllen eine Füllschicht (Solid Infill alle ...), damit die Füllung etwas zum Festhalten hat. Um zu bestimmen, auf welcher Ebene eine feste Füllung gedruckt werden soll, generieren wir zuerst einen Code, sehen uns die Nummer der Ebene an, von der aus die Füllfüllung in RepetierHost beginnt, und setzen die vorherige Ebene auf 285. Wir reduzieren die Druckgeschwindigkeit von Brücken, sodass die feste Füllschicht gedruckt wird Luft "ohne Pausen.
Wir drucken.
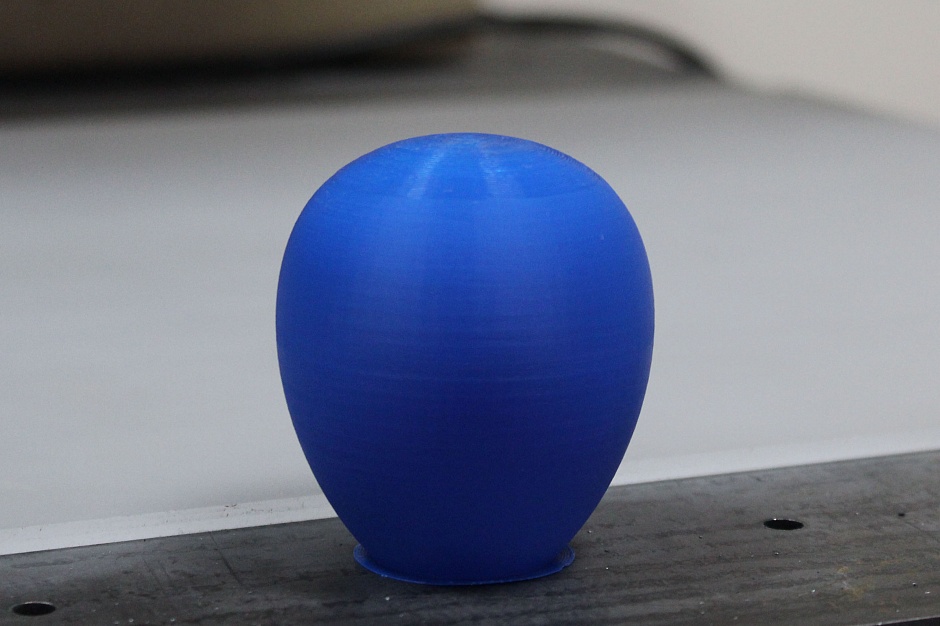

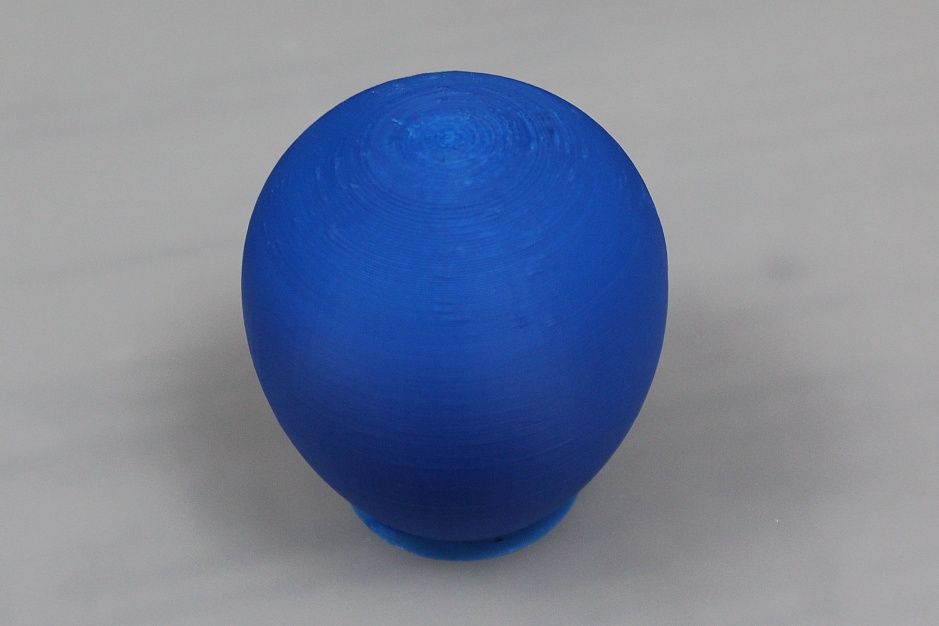
Druckzeit 1 Stunde 10 Minuten, Kunststoffvolumen 9,8 cm3. Aufgrund der Verlangsamung der Druckgeschwindigkeit änderte der Kunststoff seine Farbe ein wenig, aber die Schichten fielen glatter aus als in der vorherigen Version, die Wände ohne Buckel, die Oberseite ohne Lücken.

Von allen Optionen in Bezug auf Zeit, Volumen des verbrauchten Kunststoffs und Druckqualität kam die letzte Methode mit einem Modifikator auf uns zu.
All dies sind nur Methoden, die unserer Meinung nach nützlich sind und für Sie nützlich sein können. Wie gedruckt wird, hängt von der Komplexität des Teils und dem gewünschten Ergebnis ab.
3D-Druckerkatalog:
https://3dtool.ru/category/3d-printery/Vergiss nicht, unseren
YouTube-Kanal zu abonnieren
(Jede Woche kommen neue Videos heraus).
