Guten Tag,
3Dtool ! Dieses Mal haben wir uns entschlossen, herauszufinden, wie beim Drucken nicht funktionsfähiger Modelle Kunststoff eingespart werden kann, dh solche Modelle, deren Festigkeitseigenschaften keine Rolle spielen.
Durch das Drucken von beispielsweise Souvenirs, Modellen oder Heimdekorationen können wir Zeit und Plastik sparen, indem wir den Prozentsatz der Innenfüllung oder der Wandstärke reduzieren. Es gibt jedoch Zeiten, in denen es eine bestimmte Aufgabe gibt - ein Teil mit der geringstmöglichen Menge an Kunststoff zu drucken. Zum Beispiel - Drucken von Meistermodellen zum Gießen. Dies sind die Teile, für die nur die Außenhülle benötigt wird. Je weniger Kunststoff sich im Inneren befindet, desto einfacher ist es, ihn aus dem Kolben auszubrennen. Wer sich mit dem Thema befasst, wird es verstehen und wer nicht - bald werden wir einen Artikel über den Casting-Prozess für Master-Modelle von PLA veröffentlichen.
Zum Beispiel haben wir das Modell von
hier genommen .
Und wir müssen es mit einer minimalen Wandstärke und einer minimalen Füllung drucken.
3D-Drucker für Experimente -
Hercules Strong .
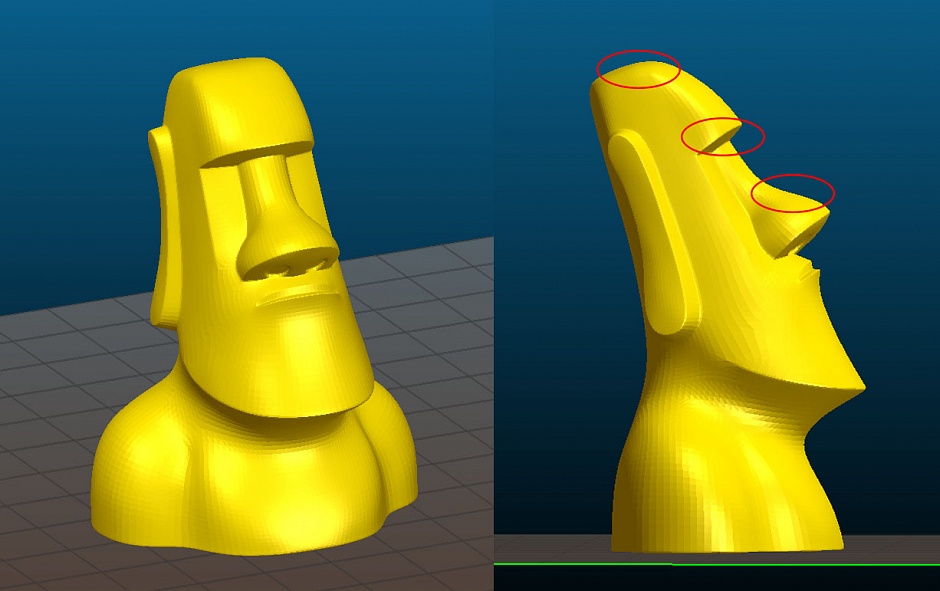
Das erste, was mir in den Sinn kommt, ist, 1 Umfang und 0% Abdeckung zu setzen. Und es gibt seltene Fälle, in denen dies funktioniert. Wie immer sind die Dinge hier komplizierter. Es gibt Stellen im Modell (in der Abbildung rot markiert), an denen der Neigungswinkel der Wand nicht zulässt, dass sie in einem Umfang gedruckt wird - der Faden fällt einfach herunter.
Deshalb werden wir von einfach zu komplex gehen. Zunächst werden wir 3 Perimeter erstellen und versuchen, nur die „Hülle“ des Modells zu drucken, aber was ist, wenn es funktioniert?
Düse 0,5 mm, Schichthöhe 0,2 mm.

40 Minuten und 6,9 Kubikmeter siehe
Zum Drucken senden.

Wie erwartet sackten die Fäden an schwierigen Stellen ab und es traten Löcher in den Wänden des Modells auf.
Es scheint, dass Sie nicht auf die Innenfüllung verzichten können, die das Durchhängen der Umfangsgewinde unterstützt. Wie wir uns erinnern, müssen wir jedoch die Menge an Kunststoff minimieren. Daher verwenden wir die Option Nur bei Bedarf ausfüllen. Mit dieser Option können Sie die Füllung nur dort erstellen, wo die in einem bestimmten Winkel hängenden Wände abgestützt werden müssen. Slic3r selbst analysiert die Geometrie und bestimmt, wo die Füllung erstellt werden muss, sodass diese Option das Problem nicht immer löst.
Aber wir werden es trotzdem versuchen. Richten Sie Slic3r ein und zählen Sie.


44 Minuten und 7,4 Kubikzentimeter Kunststoff. Wir versuchen zu drucken.

Defekte diesmal weniger, aber sie sind wieder. Daher hat diese Methode in diesem Fall nicht funktioniert.
Wir kommen mit weiter.
Eine Option bleibt - Polsterung zu verwenden. In diesem Fall hilft uns das Speichern der Extrusionsbreite. Da wir nur füllen müssen, damit die steilen Wände etwas festhalten und nicht herunterfallen können, spielt die Qualität und Stärke der Füllung keine Rolle. Nehmen Sie es daher und schrauben Sie es auf ein vernünftiges Minimum ab. Zum Beispiel 0,15 mm
Wie wir uns aus früheren Veröffentlichungen erinnern, ändert Slic3r beim Ändern der Extrusionsbreite die Dichte des Füllnetzes. Vergessen Sie also nicht, diesen Parameter zu überprüfen!
Hier sind die Einstellungen, die wir haben:
Düse 0,5 mm, Schichthöhe 0,2 mm, Füllung 5%, Extrusionsbreite beim Füllen 0,15 mm. Da das Füllgitter sehr dicht ist, wird die Anzahl der Perimeter auf 2 reduziert. Dies spart sowohl Druckzeit als auch Kunststoff.


Die Druckzeit beträgt etwas mehr als eine Stunde, das Kunststoffvolumen beträgt 6,3 cm Kubikmeter! Wir drucken.

Das Modell wurde am Ende des Arbeitstages gedruckt. Aus Neugier haben wir es aufgeschlüsselt, um zu sehen, woran sich alles festhielt.

Das Foto zeigt, dass die Füllung mit einer dünnen Bahn bedruckt ist, die Extrusion an einigen Stellen abbricht. Trotzdem reicht dieses dünne Netz aus, um die überhängenden Wände zu halten.
Das Modell wurde fehlerfrei in 2 Perimetern gedruckt. Wir haben keine Zeit gespart, aber die Hauptaufgabe - ein Meistermodell für das Gießen mit einem Minimum an Kunststoff zu drucken - wurde erfolgreich abgeschlossen.
Ergebnisse zum Vergleich:

Wenn Sie aufgrund der Geometrie des Teils die erste Methode verwenden können, können Sie auch die Breite der Extrusion in der Füllung reduzieren. Dies spart noch mehr Zeit und Plastik.
Bei diesen Methoden müssen Sie die Geometrie Ihres Teils und die Eigenschaften des zu druckenden Kunststoffs berücksichtigen. Wenn Sie die Breite der Extrusion verringern, ist es wichtig, nicht zu vergessen, dass beim Füllen ein dünner Faden reißen kann, sodass die Geschwindigkeit und das Muster des Füllens jedes Mal ausgewählt werden müssen. Daher sind die Einsparungen jeweils unterschiedlich.
→
Robuster Hercules Strong 3D-Drucker→
Gesamtkatalog der 3D-DruckerVergiss nicht, unseren
YouTube-Kanal zu abonnieren (jede Woche werden neue Videos veröffentlicht).
