Obwohl wir sie nicht an jeder Ecke sehen, umgeben uns die Ergebnisse ihrer Arbeit überall. Die Qualität und Geschwindigkeit des Betriebs von Lasermaschinen in vielen Branchen bleibt für herkömmliche Verarbeitungsverfahren unerreichbar. Lasermarker, Graveure, Metallschweiß- und Schneidemaschinen usw. Die Liste ist wirklich riesig und Laser erobern weiterhin die Welt.
Aber, Petka, es gibt eine Nuance (n). Wie alle High-Tech-Geschichten hat die Lasertechnologie bereits genug Gerüchte und Mythen über ihre unbegrenzten Möglichkeiten verbreitet. Die Möglichkeiten dort sind wirklich ein Auto (oder zwei), aber niemand hat die Physik abgesagt.
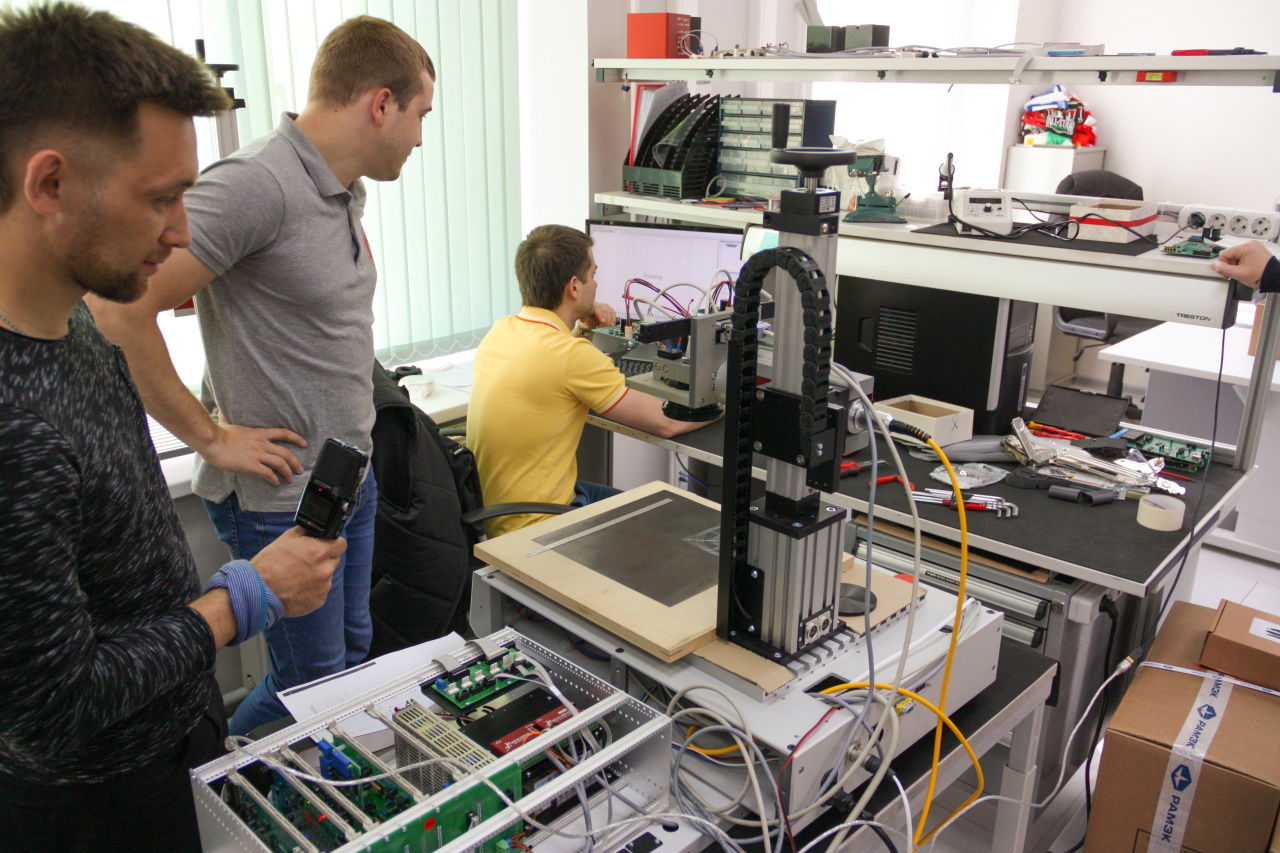
Aus dem Wunsch heraus, herauszufinden, wie das alles funktioniert, wurde beschlossen, Kommentare an das Büro in St. Petersburg der Firma Laser Center zu richten. Sie entwickeln seit 15 Jahren Lasergravierer und -marker und verstehen wahrscheinlich etwas über sie.

Viele Fotos unter dem Schnitt.
Siehe die Wurzel
Wir müssen uns sofort an das Wichtigste in all dieser Gravur- und Markierungsgeschichte erinnern: Nur Faserlaser können uns die notwendigen Parameter für industrielle Anwendungen in der Metallverarbeitung geben. Es gibt noch keine wirkliche Alternative zu ihnen. Gas-, Festkörper- und andere Laser funktionieren einwandfrei, jedoch in anderen Anwendungen.
Es stellt sich die Frage: Warum sind Faserlaser so bemerkenswert? Erstens ist dies eine ausgezeichnete Qualität der optischen Strahlung. Nach 100.000 Betriebsstunden ist die Änderung der Laserleistung entweder vernachlässigbar oder überhaupt nicht. Obwohl dies nicht bedeutet, dass Sie ihm überhaupt nicht folgen können.

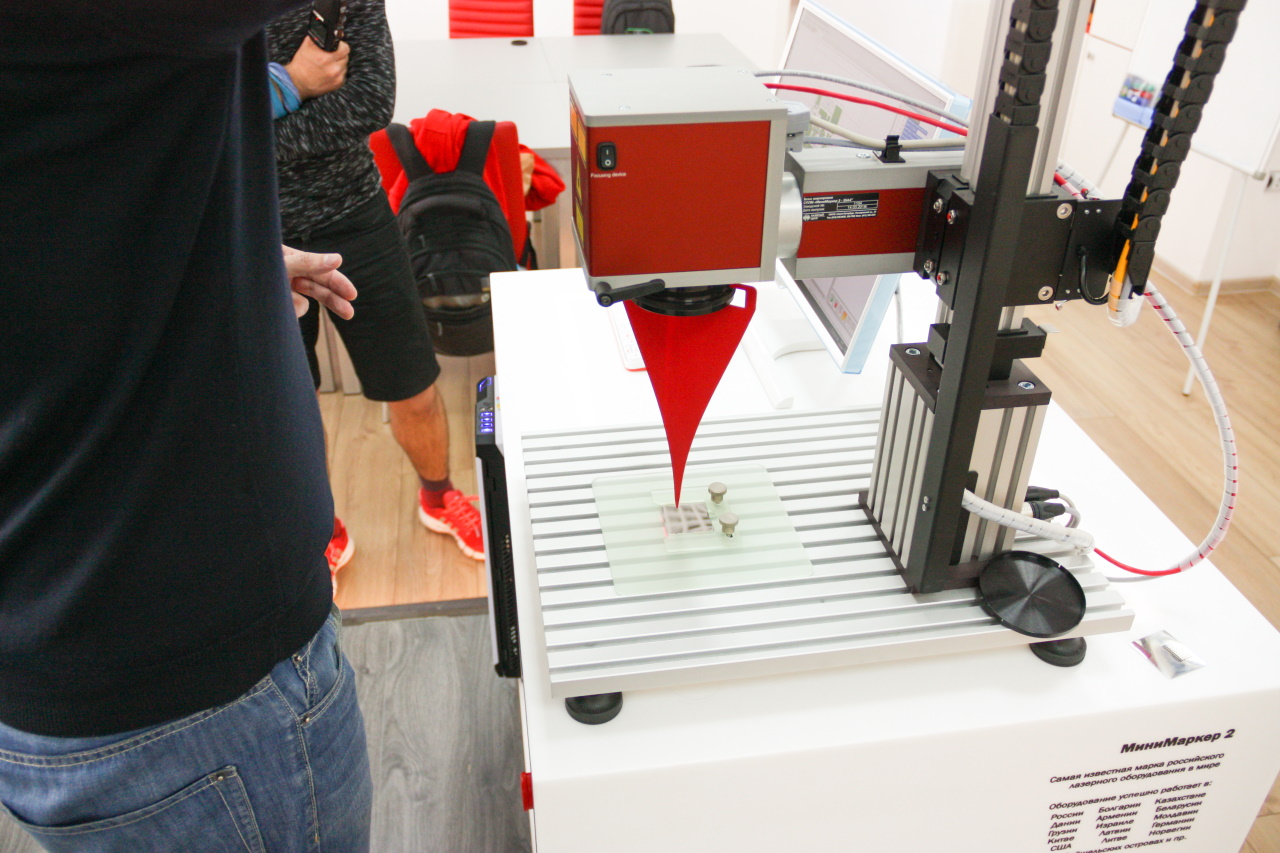
Mini Marker 2. Die beliebteste Laser Center Maschine. Der Laser ist in einem roten Kasten unten versteckt.
Hauptsache aber ist die Wellenlänge der erzeugten Strahlung und wie sie mit Materialien interagiert. Der kanonische Kohlendioxidlaser arbeitet bei Wellenlängen von 9,6 bis 10,6 Mikrometern. Diese Strahlung wird von organischer Substanz perfekt absorbiert, so dass sie für die medizinische Verwendung besser geeignet sind als Faserlaser, die mit etwa 1 bis 1,5 Mikrometern arbeiten. Genau genommen ist die Wellenlänge wie ein Reisepass ein Ausweisdokument mit einem Laser. Je nach Wellenlänge interagieren Materialien unterschiedlich mit Strahlung. Es gibt nur drei Möglichkeiten: Strahlung kann absorbiert, reflektiert oder übersprungen werden. Ein Lehrbuchbeispiel ist Glas, das UV-Wellen absorbiert, aber das sichtbare Spektrum perfekt durchlässt. Die Variante, an der wir interessiert sind: Strahlung mit einer Wellenlänge von 1,064 μm wird fast vollständig von Stahl absorbiert und mit einer Wellenlänge von 10,6 μm reflektiert. Und wenn wir Plexiglas nehmen, ist alles genau umgekehrt (10,6 - absorbiert, 1,064 - geht durch).

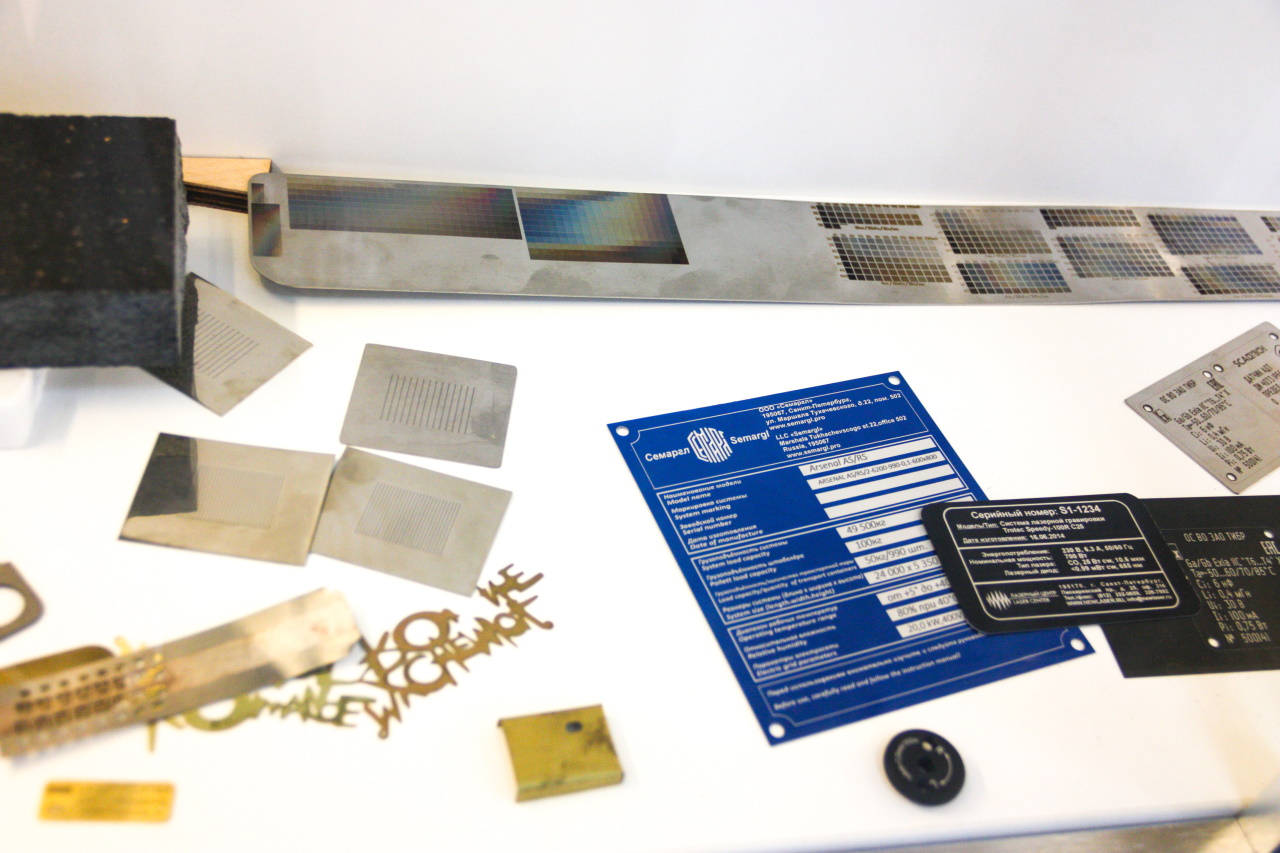
Demo-Platte der Maschine Mini-Marker 2. Diese Platten zeigen die maximalen Fähigkeiten der Maschine (Bildqualität, Arbeiten mit Farbe usw.) und werden direkt mit Ihnen hergestellt.
Und der dritte wichtige Parameter ist der Punktdurchmesser im Fokus der Bestrahlung. Bei gleicher Strahlungsleistung und Brennweite hat der Faserlaser einen kleineren Fleck und daher ist die Dichte der absorbierten Energie etwa 100-mal höher (Kreisfläche) ) als -laser. Daher der noch größere Komfort beim Arbeiten mit Metallen.
Nun, am Ende - die kleinen Abmessungen des strahlenden Körpers. Besonders im Vergleich zu Gaslasern.
Und um die Einführung in einem wichtigen Punkt abzuschließen und den Stolz unserer Landsleute zu wecken: Der Marktführer in der Branche für die Entwicklung und Produktion von Faserlasern ist die IPG Photonics Corporation, die von einem Doktoranden der MIPT V.P. Gapontsev. Im Allgemeinen können Sie standardmäßig akzeptieren: Sie sehen den Laser, suchen nach der Spur russischer Physiker =)

Der Gravurprozess der Platte aus dem vorherigen Foto. Es ist in nur wenigen Minuten erledigt.
Übrigens wird der Markt für Faserlaser jetzt auf etwa 2 Milliarden US-Dollar geschätzt, von denen 1,5 IPG sind. Und ein kleines Stück des Unternehmens NTO "IRE-Polyus", aus dem Faserlaser hervorgegangen sind, belegt den zehnten Platz unter den Rohstoffexporteuren in Russland. Neunte - Rosoboronexport. Ziehen Sie Ihre eigenen Schlussfolgerungen.
Materiel
Lassen Sie uns nun verstehen, was ein Faserlaser ist.
Wenn es darum geht Rubin, Faser oder ein anderer Laser bezieht sich auf das aktive Medium, das Laserstrahlung erzeugt. Drei Minuten darüber, was der Laser selbst ist.

Sie können so süße Dinge mit einem Laser aus Holz und Kunststoff schneiden
1964 erhielten die sowjetischen Wissenschaftler Nikolai Basov und Alexander Prokhorov in Zusammenarbeit mit den amerikanischen Charles Townes den Nobelpreis für die Herstellung eines Lasers. Sie entdeckten, dass sich in einigen Substanzen bei Bestrahlung mit elektromagnetischer Energie Elektronen in Bahnen mit höherer Energie bewegen. Und beim umgekehrten Übergang in eine Umlaufbahn mit niedrigerer Energie emittieren sie Photonen mit einer Energie von einem Quanten. Und was ist ein Quantum? Dies ist die Energie eines Photons =) Dann geschieht die Hauptmagie: Wenn ein fliegendes Photon auf ein anderes Elektron trifft, das sich auf einem hohen Energieniveau befindet, wird ein neues Photon erzeugt, das völlig identisch mit dem einfallenden ist, und es wird in die gleiche Richtung fliegen. Dann schlagen diese zwei Photonen vier aus, sie schlagen acht aus und so weiter, bis der sogenannte Verschluss an der Grenze des Wirkstoffs geöffnet wird und ein Strahlungsfluss, der aus genau denselben Photonen besteht, aus der Substanz herausfliegt. All dies geschieht mit Lichtgeschwindigkeit, daher kann in modernen Lasern die Pulsdauer in Pico- und Femtosekunden gemessen werden (dies sind -12 bzw. -15 Grad).

Die allererste (buchstäblich) verkaufte Graviermaschine. Er wurde gezielt gesucht und zurückgekauft.
Jetzt ein bisschen Mathe. Angenommen, wir haben einen Standard-10-W-Faserlaser mittlerer Leistung mit einer Impulsbreite von 100 Nanosekunden (-9) und einer Impulsfrequenz von 20 kHz. Die Energie eines Impulses beträgt 1 mJ. Der Durchmesser des Spots beträgt 50 Mikrometer.
Und wenn Sie sich diesen Impuls genau ansehen, stellt sich heraus, dass sek wir haben 1 mJ übertragen. Und wenn Sie auf diese Weise arbeiten, ohne eine Sekunde anzuhalten, erhalten wir 10.000.000 (Zeiten) bei 0,001 J (das ist Energie). Insgesamt 10.000 Watt. Sie können sich vorstellen, wie es sich anfühlt, wenn alle 50 Mikrometer 10 kW gepumpt werden.

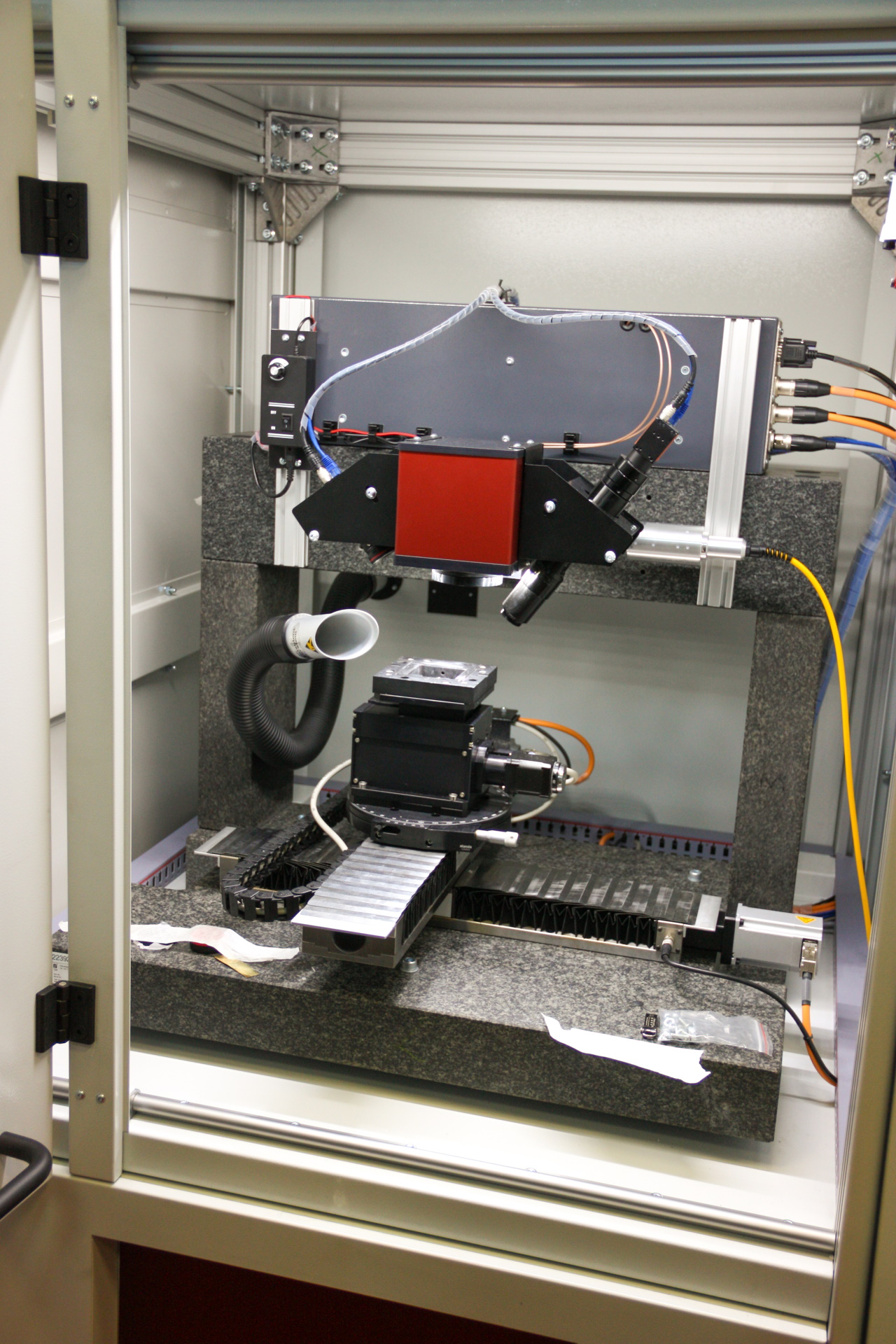
Hier wird die Technologie der Tiefengravur ausgearbeitet, um volumetrische Bilder von erstaunlicher Klarheit zu erhalten. Eine Art 3D-Drucker im Gegenteil. Der Vorgang kann mehrere Tage dauern, in denen das Produkt nicht berührt werden darf. Daher sind sie im Labor so schwer wie möglich.
Erinnern Sie sich jetzt an die chinesischen Laser, die den Punkt um ein Vielfaches erhöhen. Wenn der Punktradius dreimal größer ist, seine Fläche neunmal größer, stellt sich heraus, dass der chinesische Laser bei gleichen Bedingungen nicht als 10 W, sondern als ~ 1 W arbeitet (dies ist immer noch ein positives Szenario).
Nun ein wenig über den Faserlaser selbst. Es ist nicht schwer zu erraten, hier spielt ein langes Stück Faser die Rolle des strahlenden Körpers. Nicht ganz das, auf das das Internet jetzt zusteuert, aber das Wesentliche ist dasselbe, nur die Faserstruktur ist sehr unterschiedlich. Was ist das Schöne an einem Faserlaser - elementare Kühlung des aktiven Mediums. Während die Ingenieure über die Aufgabe rätseln, einen Gaskolben oder einen ganzen Kristall gleichmäßig zu kühlen, gibt es überhaupt kein solches Problem mit der Optikkette. Tatsächlich können Sie es einfach um ein rundes Stück Aluminium wickeln, sagen wir, es ist ein Kühler, und dies hat das Kühlproblem gelöst.

Was passiert am Ende? Meine Kamera kann den Detaillierungsgrad der Bilder nicht vermitteln, aber glauben Sie mir - das Auge schneidet buchstäblich ihre perfekte Schärfe.
Ein weiteres leicht zu lösendes Problem ist das Strahlenpumpen. Eine LED wird durch den Koppler an die Faser gelötet - eine weitere, dann eine weitere und mehr usw. so oft Sie möchten, bis wir den gewünschten Strom erhalten.
Geldfrage
Warum genau Lasergravierer das maximale Interesse bei den Eigentümern der Produktion wecken? Seltsamerweise, aber die Leute haben einen begrenzten Geldbetrag und maximales Interesse ist immer die billigste Technologie, die ein akzeptables Ergebnis liefert. Wenn wir also herkömmliche tausend Lasermaschinen verwenden, werden 900 zum Markieren und nur 100 zum Schneiden, Schweißen und für andere additive Technologien verwendet.

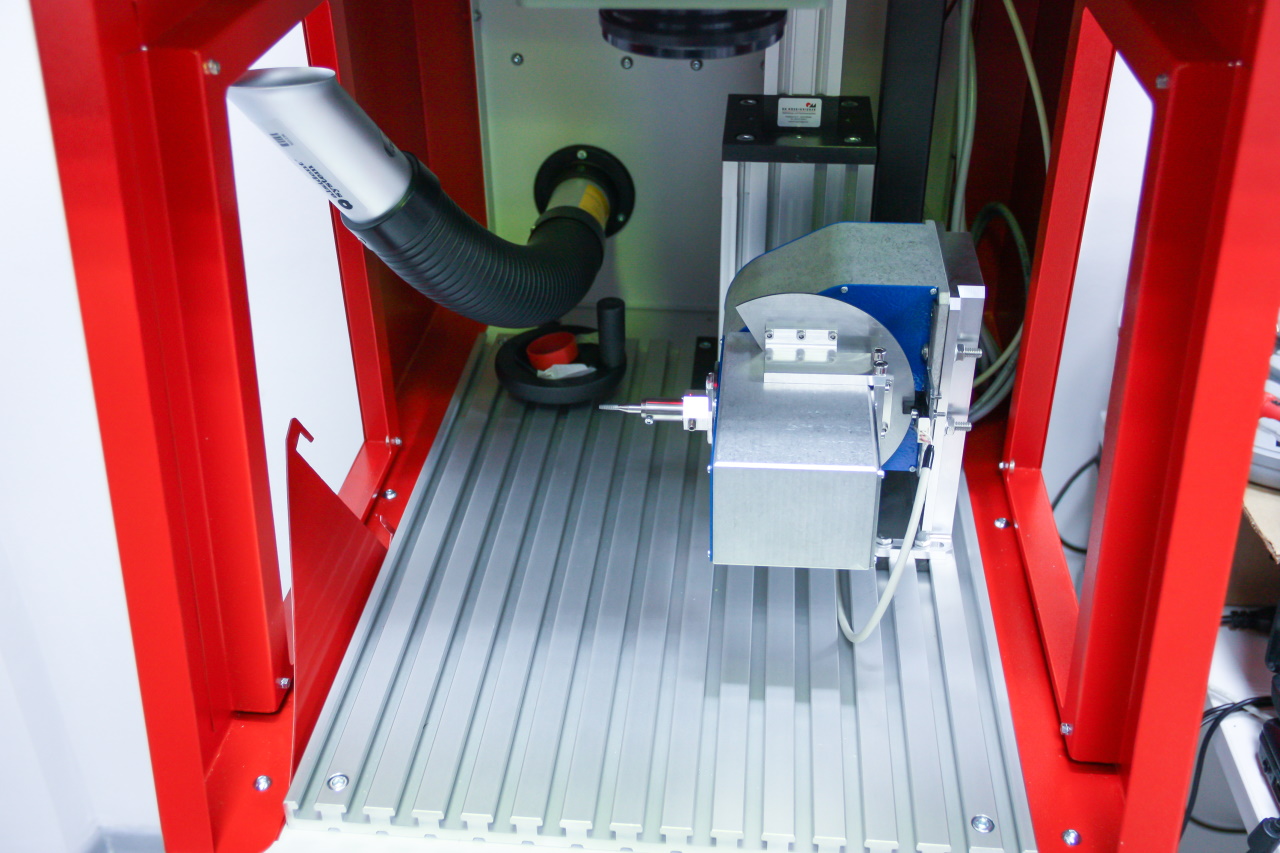
Laserschneidmaschine bei der Arbeit. Das Endprodukt ist kein Gitter, sondern was sich in leeren Zellen befand.
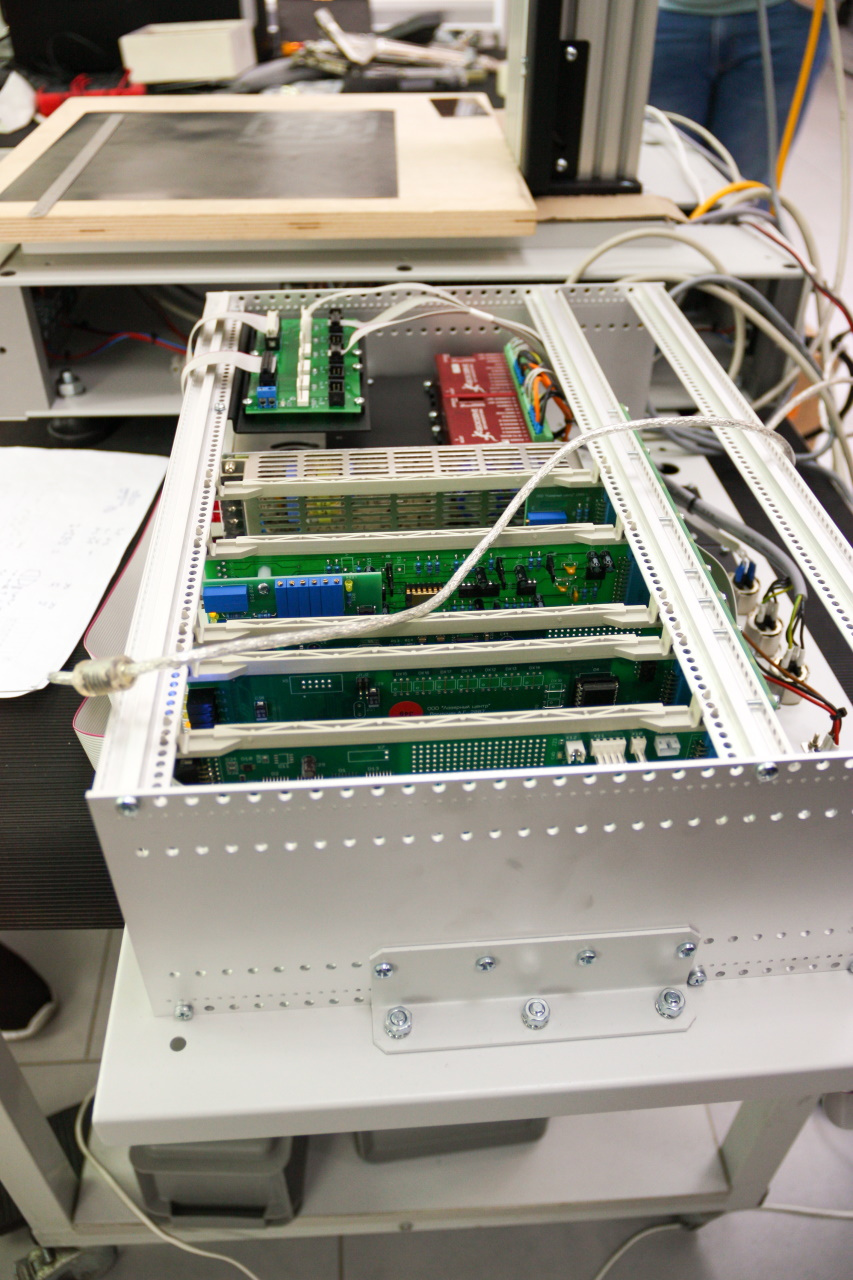
Wie wir bereits vereinbart haben, handelt es sich höchstwahrscheinlich um Lasermodule aller Hersteller. Es bleibt also zu lernen, wie man davon profitiert. Dazu müssen wir eine Maschine zusammenbauen, die ein Markierungsfeld und eine vertikale Leiste ist, entlang der sich das optische System bewegt (zusammen wird dies als Scannersystem bezeichnet). Diese Mobilität wird benötigt, um den Fokus zu setzen. Vielmehr ist der Fokus des Systems konstant, aber die markierten Produkte haben alle unterschiedliche Dicken, und dies muss berücksichtigt werden.
Warum nicht die Optik an einem Punkt reparieren? Die Antwort ist wieder Geld - es ist viel einfacher, eine Stange mit einem Motor herzustellen, als ein Zoomobjektiv zu erfinden. Das Netzteil und der Laser können an der Basis der Maschine versteckt werden. Danach ist sie klein. Ändern Sie alle Details mehrmals, um sie optimal zu kombinieren und Software zu schreiben (Sarkasmusplatte).
Ein Beispiel aus der Medizin. In der Halterung ist ein Stift installiert, in den ein ganz besonderes Mikrorelief eingraviert ist, damit die Zellen des umgebenden Gewebes leichter darauf fixiert werden können. Eine solche Manipulation erhöht manchmal die Wirksamkeit des Stifts.
Bei Laser-Center-Maschinen wird alles unter Windows geschrieben, weil Die meisten Branchen arbeiten mit Microsoft-Technologien, und es besteht kein Wunsch, einen Formatkrieg mit ihnen zu arrangieren. Der Markt entschied, wie er jetzt sprechen sollte.
Frage der gekrümmten Flächen
Ein aufmerksamer Leser wird eine Frage stellen - Sie sagen, dass das Produkt im Fokus stehen sollte. Die Oberfläche sollte also ziemlich glatt sein. Aber sieh dir den banalen Stift an, er ist rund! Wie kann man eine Inschrift auf eine so gekrümmte Oberfläche setzen?
Absolut die richtige Frage!

Ich habe völlig vergessen, wie dieses Ding heißt, aber hier ist alles klar. Mit herkömmlichen Methoden ist dies sehr lang, teuer und schwierig.
Dazu müssen wir überlegen, wie der optische Teil des Graveurs funktioniert. Wenn wir eine gewöhnliche Linse in die Linse einsetzen, wird der Strahl in die Kugel fokussiert. Grundsätzlich sollte dies jedem aus dem Schulphysikkurs bekannt sein. Was sie in der Schule jedoch nicht sagen, ist, dass es möglich ist, das Objektiv so zu gestalten, dass der Strahl in einer Ebene zu fokussieren beginnt. Näher an den Rändern der Ebene wird der Strahl natürlich ein wenig unscharf, ohne dass dies in irgendeiner Weise geschieht. Dies ist jedoch bereits ein Gespräch über Toleranzen und Fehler. Sie können dies mit der Schaffung immer komplexerer Objektive bekämpfen, aber wirtschaftlich ist dies nicht gerechtfertigt (nicht wieder, aber wieder).
Hightech-Kunststoffdüse zum Fokussieren. Besser und einfacher in der Welt wurden noch nicht erfunden. Im Ernst.
Wie soll man dann damit umgehen? Auf keinen Fall! Ein guter fokussierter Laserstrahl ermöglicht es uns, eine Präzision von nahezu Mikrometern zu erreichen. Selbst wenn diese Genauigkeit bis zur Grenze des Arbeitsfeldes auf einige Mikrometer abfällt, können wir sie ohne Mikroskop nicht sehen. Wenn wir also eine wirklich hohe Genauigkeit benötigen, können wir die Größe des Arbeitsfeldes künstlich begrenzen, so dass der Strahl innerhalb der erforderlichen Fehler bleibt. Dies ist eine wichtige Schlussfolgerung: Die Maschine kann entweder eine hohe Auflösung haben oder mit gekrümmten Ebenen arbeiten. Erntemaschinen, die wissen, wie gut sie damals und damals noch nicht erfunden haben.

Alle Industriemaschinen werden mit ihrem Bett geliefert, in dem unbedingt eine unterbrechungsfreie Stromversorgung integriert ist. Er hat genau eine Aufgabe: sich an die letzte Aktion zu erinnern und die Maschine auszuschalten. Wenn die Stromversorgung wiederhergestellt ist, wird die Verarbeitung an derselben Stelle fortgesetzt.
Ein weiterer wichtiger Punkt ist die Größe des Laserspots. Egal wie cool wir die Optik und die Quelle der Laserstrahlung einstellen, wir werden niemals einen unendlich kleinen Punkt bekommen. Es wird immer ein Punkt sein, dessen Größe vom optischen System, der Wellenlänge des Lasers und der Qualität des Laseremitters selbst abhängt. Dies ist genau der Grund, warum IPG Photonics fast ein Monopolist auf dem Markt geworden ist. Sie schaffen es, Laser herzustellen, bei denen der Punkt zehnmal kleiner sein kann als bei den chinesischen. Ein kleinerer Punkt - mehr Leistung in seinem Bereich, höherer Wirkungsgrad usw. Darüber hinaus ist die Energieverteilung im Spot nicht gleichmäßig, sondern gemäß der Gaußschen Verteilung, aber hier besteht die Gefahr, dass wir in die Wildnis fallen, die nicht mehr benötigt wird.

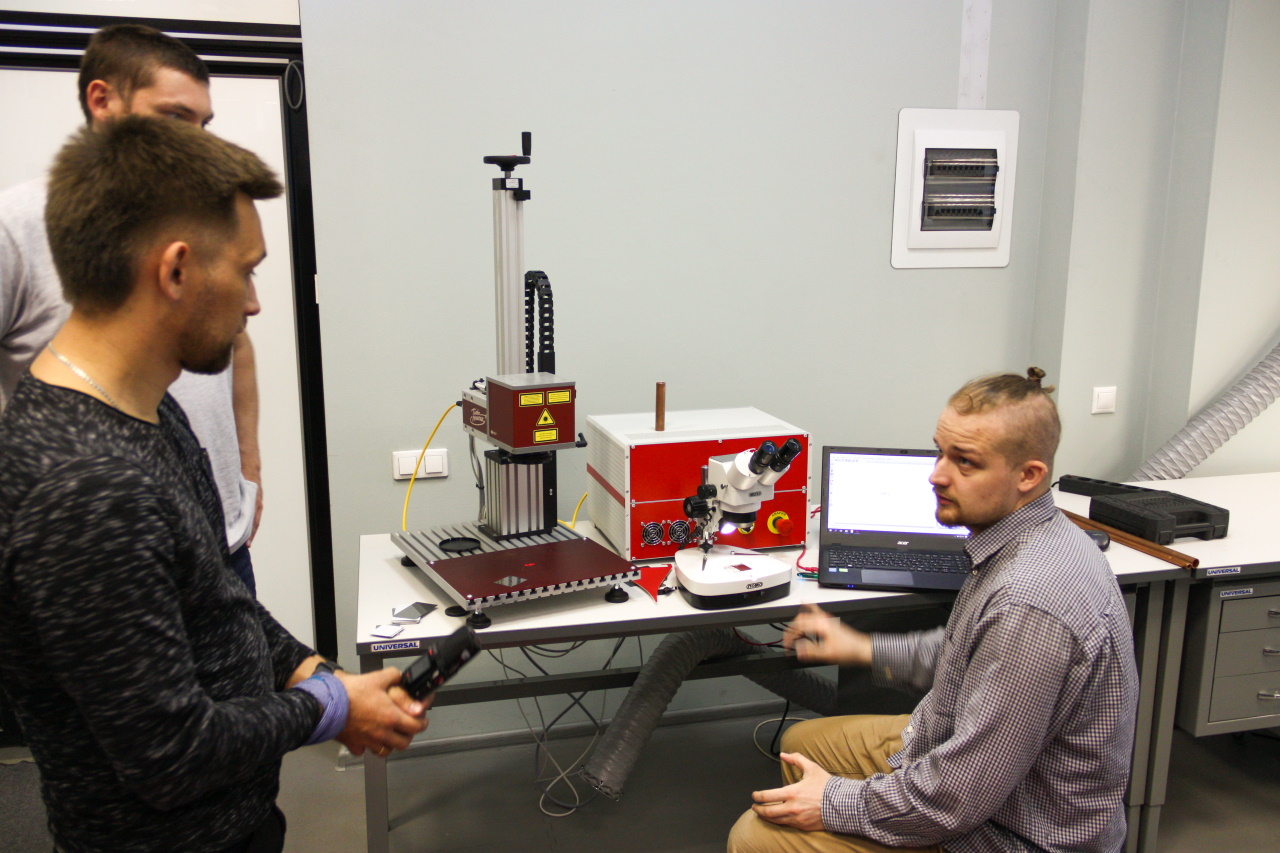
Eines der Produktionslabors. Die Leute sind bereits gegangen, aber einige der Graveure waren mit ihrer Arbeit beschäftigt. Arbeiten Sie im normalen Modus mehrere Tage ohne Pause.
Daher ist mit einem Stift (und anderen nicht kritisch gekrümmten Oberflächen) alles einfach - ohne ein Mikroskop werden wir nicht sehen, dass die Kanten der Gravur am Hang etwas mehr verschwimmen als am oberen Teil, entlang dessen der Fokus eingestellt ist. Bei der Umgangssprache von Lasern wird dies als Ziehen bezeichnet - der Höhenunterschied, mit dem diese Maschine arbeiten kann. Und es gibt Produkte (zum Beispiel die besten in der Gefäßchirurgie verwendeten Netze, sogenannte Stents), bei denen die Genauigkeit von entscheidender Bedeutung ist und solche Produkte ausschließlich aus flachen Rohlingen geschnitten werden. Es gibt viele spezifische Nuancen: Wenn wir mit Mehrschichtelektronik arbeiten, bei der die Schichtdicke 10 Mikrometer erreicht, muss sogar das Material der Oberfläche berücksichtigt werden, auf der sich das Werkstück befindet. Bei einer Wärmeausdehnung von 2 mm pro Meter pro 20 Grad wird das Substratmaterial als ungeeignet angesehen. Daher kann eine Granitplatte (eine bestimmte Art von Granit) als Substrat verwendet werden: ein ausgezeichneter Wärmekoeffizient und eine bestimmte Vibrationsbeständigkeit.
Ein Beispiel für eine Maschine, die auf einem Granitbett montiert ist.
Über Materialien
Wenn Sie sich die Verpackung von fast allem ansehen, was in der Fabrik hergestellt wird, werden Sie höchstwahrscheinlich Spuren des Lasermarkers finden. Und höchstwahrscheinlich handelt es sich um einen alphanumerischen Code in Schwarz. Bedeutet dies, dass der Laser beim Markieren die oberste Materialschicht ausbrennt und Asche, Verfall und Finsternis hinterlässt? Nein. Wenn wir davon ausgehen, dass dies der Fall ist, könnten solche Inschriften leicht gelöscht werden, aber sie halten sich wie ein Handschuh fest. Lassen Sie uns herausfinden, was passiert.
Bei der Entwicklung von Technologien, die eine Genauigkeit von Mikrometern erfordern, wird alles von einem Mikroskop gesteuert.
Im vorherigen Absatz haben wir bereits die Größe des Laserspots erwähnt. Hier scheint alles einfach zu sein. Wenn Sie mehr Leistung wünschen - machen Sie einen kleinen Punkt, brauchen Sie keine große Leistung - Sie können große Leistung erbringen. Aber aus irgendeinem Grund haben wir die Materialien vergessen, mit denen der Laser interagiert, und die technologischen Prozesse, von denen es viele gibt: Verdampfung, Reflow usw. Jetzt interessiert uns nur noch eines - eine Veränderung der Materialstruktur.

Todeszahl - Eukariot steckt seine Hand direkt unter den Laserstrahl. Die Hand wurde jedoch nicht abgeschnitten, sie brannte nicht und es passierte überhaupt nichts: Die Strahlung ist unscharf, daher wird ihre Kraft auf einer großen Oberfläche gestreut. Aber wenn er seine Hand gesenkt hätte ...
Während Physiker nach der Größe des Spots suchen und die Gaußsche Verteilung betrachten (ja, das ist es wieder), haben die Optiker sie einfach zugewiesen. Wo Strahlung hereinfällt mal und ist die Grenze unseres optischen Strahls. Aber für gewöhnliche Leute das einmal ritt verletzt. Für uns ist es wichtig, einfach den Ort (und seine Grenzen) zu bestimmen, an dem unser Prozess stattfindet. Und hier die ganze Aufmerksamkeit auf das Objekt, auf das wir scheinen. Jedes Material reagiert unterschiedlich auf unterschiedliche Wellenlängen und Strahlungsleistungen. Wenn beispielsweise Kunststoff (Farbe usw.) mit einem durch eine bestimmte Wellenlänge aktivierten Pigment versetzt wird, hat es eine interessante Eigenschaft. Wir platzieren ein solches Produkt unter dem Laser, das Hauptmaterial reagiert nicht auf einfallende Strahlung und das Pigment wird direkt im Material "aktiviert", d.h. Wir arbeiten nur mit ihm. Bei der Ausgabe wird unser Produkt ohne Verletzung der Integrität sein, aber mit einer Inschrift, die in die Struktur des Materials selbst integriert ist. Dies wird in Branchen mit einer aggressiven Umgebung sehr geschätzt, in denen die Beschriftung mit der Farbe gelöscht werden kann und die Prägung schmutzig wird, bis sie nicht mehr lesbar ist. Auf dem Foto zum Beispiel ein Etikett für eine Kuh. Bis das Etikett selbst auseinander fällt, bleibt die Inschrift lesbar. Es besteht aus Polypropylen, das mit einem Faserlaser sehr schlecht interagiert (in irgendeiner Weise gelesen), aber die darin enthaltenen Additive warten nur darauf, bestrahlt zu werden. Sie nehmen die gesamte Energie auf, die auf Polypropylen übertragen wird. Man erhält eine Art Vermittler.

Dieselben Tags für Kühe mit unauslöschlichem Image und andere Kunststoffprodukte.
Die gegenteilige Geschichte wurde von allen gesehen, die Tätowierungen mit einem Laser entfernten: Laserstrahlung dringt praktisch ohne Wechselwirkung in die Haut ein, wird jedoch von der Farbe absorbiert und zerstört. Auf der Transparenz der Haut für bestimmte Wellenlängen basiert der gesamte Einsatz von Lasern in der Kosmetik, Chirurgie und anderen Medizin.
Verfärbungsfarben
Eine weitere interessante Anwendung von Lasergravuren ist die Erstellung von Farbzeichnungen auf Metall. Die Technologie basiert auf Farbtönen und wir werden verstehen, was es ist.
Wie wir alle wissen, interagieren Metalle gerne mit der Atmosphäre - dies nennt man Oxidation. Einige Metalle oxidieren schnell, andere langsam, aber wenn sie erhitzt werden, tritt hier und jetzt immer eine Oxidation auf.

Ein Beispiel für mögliche Farben eines bestimmten Produkts.
Durch die Interferenz von weißem Licht auf dünnen Oxidfilmen scheint es uns, dass die Oberfläche ihre Farbe geändert hat. Der Effekt ist absolut jedem bekannt, der mindestens einmal ein Stück Eisen erhitzt oder eine frische Schweißnaht betrachtet hat: Regenbogenflecken traten auf dem Metall auf. Die Farbe hängt direkt von der Dicke des Oxidfilms ab. Wenn wir also die Eigenschaften des Metalls kennen und wissen, bei welcher Temperatur ein Film mit welcher Dicke gebildet wird, dann durch lokales Erhitzen und Kombinieren von Farbpunkten Farbbilder in der Art eines Tintenstrahldruckers erzeugen können. , .
, - . , .
.
, , .
85% — . , , «-» PG Photonics, .
( ) , . , , .
( ), .
.
. — .
. , , — . , . , -, , 8%, .. , .
.
, . . In , 8 .
. 250 000 . , . , 2-3 , . , , , , . , , , . - .
. - DIY , . - . , . , , . , . , , , : ( ), , , , .
, , , .

. , - , , . " " , . , , , , .
UPD : , . .

, — !