El modelo 3D que luego se imprimirá en una impresora 3D es diferente del modelo 3D diseñado para fundición o fresado. Esto se debe a las características técnicas de la impresora 3D, desde la cual debe obtener el máximo beneficio o ajustarse a las imperfecciones de impresión.
De las reservas, observo que estas recomendaciones se refieren principalmente al método de impresión 3D FDM (FFF), en el que la varilla de plástico se calienta mediante una extrusora móvil, formando la parte capa por capa.
El desarrollo de un modelo 3D comienza con la creación de un boceto. Esto puede ser un dibujo en papel, un prototipo de material, una imagen mental, etc. A lo que es importante prestar atención al crear un boceto y el modelo en sí analizaremos en detalle.
Fuerza parcial
Aquí y más abajo en el texto hay varios subpuntos que deben tenerse en cuenta simultáneamente, tenidos en cuenta desde el principio.
- Recuerde acerca de las capas o la anisotropía del material: dividir una parte en capas es mucho más fácil que a través. Esto debe tenerse en cuenta de antemano al decidir la ubicación del modelo 3D en la mesa de la impresora 3D.
- Añadir filetes. La pata del taburete y la encimera en el cruce deben tener una esquina redondeada. Además, cuanto mayor sea el radio del filete, más fuerte se fijará la pata en la encimera. Del mismo modo para varias partes del cuerpo. ¿Modelando una caja? Redondeamos todos los ángulos rectos. No importa en qué plano se encuentren. Incluso donde se necesita un ángulo recto, hacemos un radio de 0.5 mm. La impresora pasará más fácilmente una sección de este tipo que una no redondeada, no habrá impacto por una parada repentina de la extrusora, la parte no se balanceará y otras ventajas.
- Espesor de pared y relleno. La resistencia máxima al 100% de cobertura es un hecho, pero si necesita aligerar una pieza o ahorrar plástico, puede hacer que la configuración de impresión sea mucho más gruesa, con el conjunto de relleno mucho más bajo. Esto funciona con piezas que tienen agujeros para sujetadores. Al crear el código de máquina para una impresora, absolutamente todas las paredes externas son gruesas, por lo que los sujetadores estarán rodeados por una capa de plástico grueso confiable de su parte.
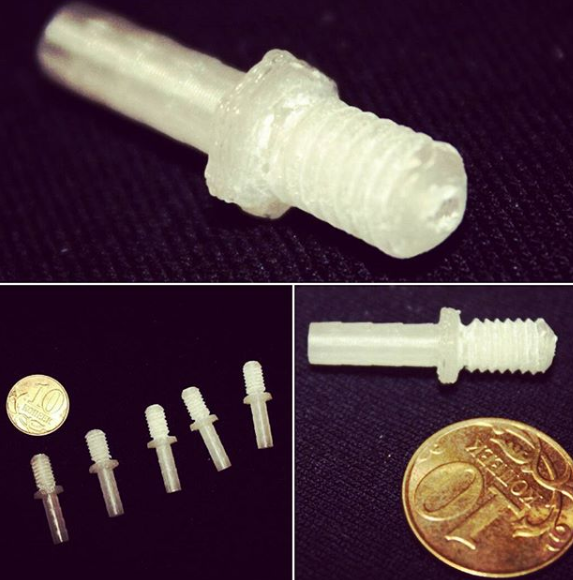
- Apoyo. Este elemento afecta la resistencia por el hecho de que las capas basadas en soporte no siempre son ideales en estructura. Esto se puede resolver aumentando el grosor de la pared, rellenando, pero es mejor no hacer ningún tipo de soporte. El rebanador agrega soporte, dependiendo del ángulo entre la pared parcial y el plano de la mesa. A menudo, el valor predeterminado es 60 grados, a veces 45. Esta opción se selecciona experimentalmente para cada impresora 3D. Puede verificar esto utilizando piezas de prueba especiales. Por ejemplo, https://www.thingiverse.com/thing:2806295 : no olvide desactivar el soporte para verificar la calidad real de la impresión 3D en su ausencia. Por ejemplo, debe imprimir un conector en forma de T para tubos. Los productos de fundición tienen forma de T. La impresión 3D hace que el producto tenga forma de L o incluso Λ. En el segundo caso, incluso puede evitar el soporte, y la parte será más fuerte debido a las capas ubicadas en un ángulo de 45 grados con respecto a los tubos. Nosotros, en el taller, configuramos cortadoras para cada máquina y preguntamos al cliente sobre los requisitos de resistencia y, dependiendo de esto, elegimos una impresora 3D para imprimir.

Restricciones geométricas
- El grosor de la pared está limitado desde abajo por el tamaño de la boquilla de la impresora 3D. Su diámetro es constante y en la gran mayoría de los casos es de 0,4 mm. Espesor más pequeño: impresión 3D larga para la mayoría de las piezas. La boquilla es más grande: los enlaces entre las capas son menos fuertes, los pasos entre las capas son más visibles. En general, el grosor de la pared debe ser un múltiplo de 0.4 mm, luego la impresora 3D puede hacer la pared con precisión en dos pasadas (0.8 mm), en 3 pasadas (1.2 mm), etc. Otros espesores harán que la impresora 3D deje un espacio o desbordamiento, lo que afecta negativamente la resistencia y la apariencia de la parte impresa.
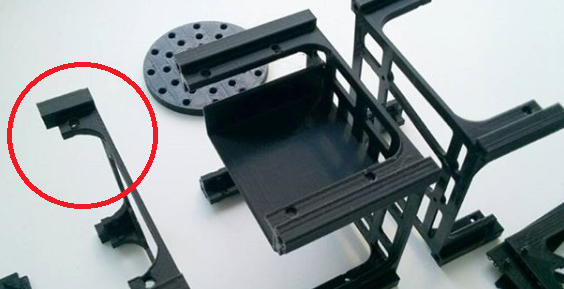
- Impresión 3D de cilindros finos y agujas. Para la impresión 3D de estos productos, se necesitan configuraciones especiales de impresora 3D: baja velocidad de impresión 3D, dar tiempo para enfriar, de lo contrario esta estructura se doblará. Los elementos delgados en posición vertical se evitan por todos los medios. Incluso si están impresos, serán muy frágiles. Tiene sentido dejarlos solo con fines decorativos, pero debe estar preparado para que su calidad sea peor que la calidad de otros elementos de la parte 3D.
- Impresión 3D de agujeros. Observo que si el orificio es recto y pasante, puede perforarse, si es curvo y requiere soporte, puede resultar que será imposible obtener soporte.
- Al modelar en 3D, es importante tener en cuenta las dimensiones de la impresora 3D. Utilizamos impresoras 3D convenientes, una mesa de 250x250 mm, una diagonal de 353 mm. Aquí es donde debe ingresar las dimensiones, si es posible. De lo contrario, debe solicitar una impresora 3D industrial con un área de impresión grande, o usar encolado, pero el ensamblaje es mejor, ya que el proceso de ensamblaje será controlado por el desarrollador y no por el asistente de impresión 3D.
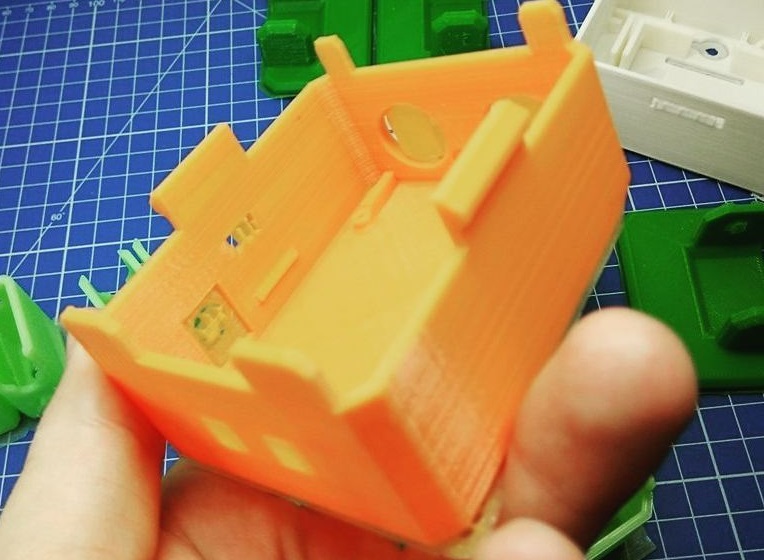
- Una huella grande puede hacer que los bordes se despeguen de la mesa. Usamos pegamento especial, pero esto no siempre ayuda. Periódicamente, se nos acercan las quejas de los colegas en el taller de que, para ellos, defectos "menores" como un borde curvo no son motivo para reiniciar la impresión 3D, quítelo. Pero el ingeniero, que modela la pieza en 3D, puede tener esto en cuenta en su trabajo y hacer ensamblajes o piezas 3D planas de paredes delgadas que "no tienen suficiente resistencia" para comprimir el contorno externo y elevar, como resultado, el borde.

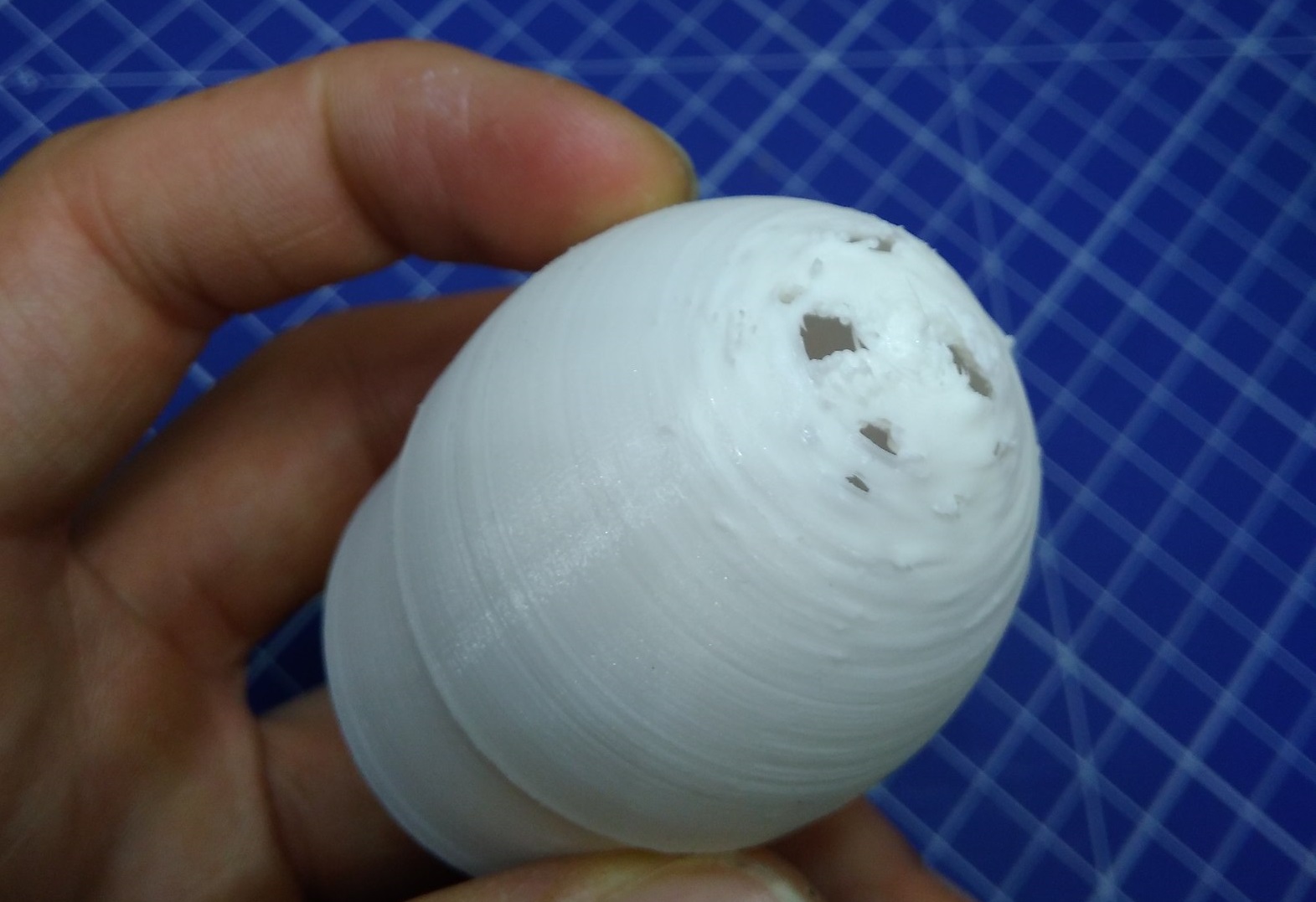
- Las "torres" altas y delgadas pueden obtenerse de manera deficiente debido a las vibraciones que ocurren cuando la impresora 3D está trabajando más cerca de la parte superior, también son posibles cambios de capa.

Estabilidad de tamaño, precisión
- La impresión 3D precisa es un pájaro raro. No quiero hablar lenguaje de ingeniería aquí, pero la probabilidad de que una estructura compuesta compleja se ensamble la primera vez es muy baja. Aquí es bastante necesario tener en cuenta el hecho de que puede modificar mecánicamente los detalles.

- Los agujeros para sujetadores se realizan mejor con un margen de 0,5 mm de diámetro. Esto no reducirá la resistencia, los sujetadores tampoco se colgarán debido a las fuerzas de apriete, pero si se hace sin margen, definitivamente tendrá que perforarlo. Reducir el tamaño de un eje grande,> 10 mm con papel de lija, es mucho más fácil que mecanizar un agujero para el que se requiere un taladro enorme que corta paredes de plástico y rompe una parte, o se atasca en él. También es importante tener en cuenta que durante la perforación, el plástico se derrite y el taladro puede fundirse en él, por lo que es imposible eliminarlo. Ha habido casos.
- La contracción no siempre se compensa, más precisamente, es muy difícil de atrapar, es desigual en diferentes direcciones, por lo que es extremadamente difícil de tener en cuenta. Es más fácil imprimir una versión de prueba y luego hacer ajustes.
Si la apariencia es importante
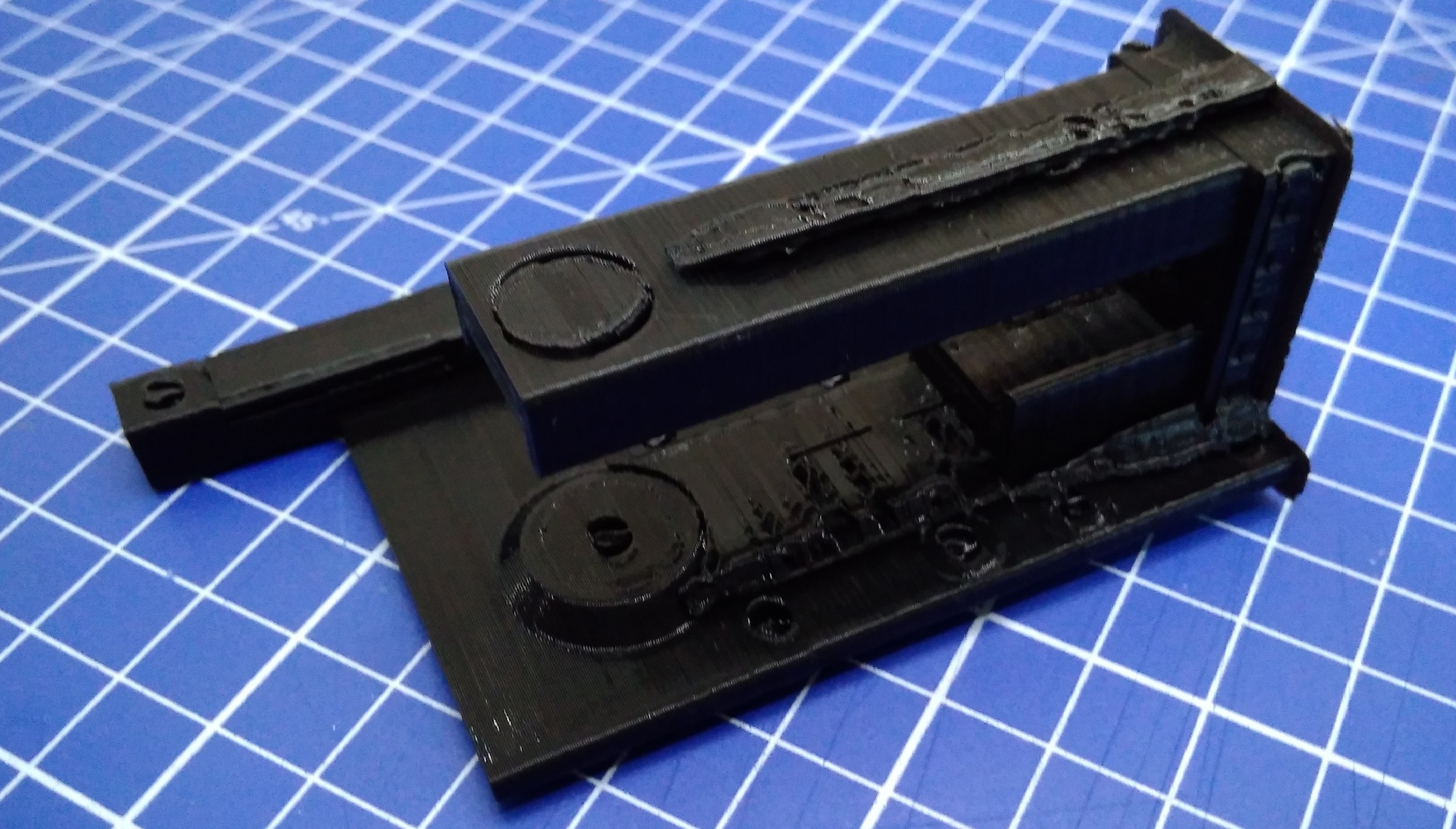
- Piense en cómo el asistente orientará la pieza en el escritorio de la impresora 3D. La impresión 3D va en capas, lo que se manifiesta claramente cuando se imprimen superficies separadas de la mesa horizontal en un ángulo pequeño. Desollar tomará un tiempo largo y doloroso, porque tienes que cortar esta "escalera" a los canales más profundos de los "escalones". Es mejor colocar dichas superficies horizontalmente, por ejemplo, colocarlas sobre una mesa o aumentar el ángulo. En algunos casos, incluso agregar soporte que estropea el lado equivocado, ahorra tiempo y esfuerzo en el procesamiento posterior.
- Apoyo. En primer lugar, la superficie que soporta tiene significativamente más defectos que sin ella. En segundo lugar, soporte delgado y alto: débil, tembloroso, lo que lleva al hecho de que la parte de soporte puede tener defectos graves o fallar en absoluto.

- Mejora de la calidad de la primera capa. Necesito agregar un chaflán. Incluso cuando no se necesita un ángulo agudo, recomiendo agregar un chaflán de 0,5 mm. No será claramente visible, pero el borde estará limpio.
Lo que necesita saber para no equivocarse al ordenar la impresión 3D
Si la apariencia es importante
- La ubicación de la pieza en la mesa. Recuerda sobre la anisotropía.
- Espesor de pared y relleno. En lo que puede toparse: relleno: 20% de celdas, que son visibles a través de una delgada pared exterior, o el relleno arrastra ligeramente la pared exterior durante la contracción, pero es visualmente fácil determinar que hay soporte dentro. En primer lugar, un aumento en el grosor de la pared exterior o un aumento en la densidad de relleno ayuda aquí. Considere esto cuando ordene.
Post procesamiento
La eliminación de la graduación se logra mediante un método mecánico y químico. Es posible usar masilla. Pintura acrílica disponible. Si la pieza tiene una estructura de color compleja, entonces usamos una impresora ProJet 4500 que funciona con una tecnología diferente. Pega partículas de polvo con tinta de color. Resulta bastante bien.

Moraleja
En conclusión, me gustaría señalar que estas recomendaciones y la experiencia adquirida nos permitirán producir piezas utilizando el método de impresión 3D, que en sus propiedades no será inferior a las fundidas, lo que nos permite ahorrar fondos significativos con una impresora configurada y pequeños volúmenes de producción. Desde mi propia experiencia, noto que jugar con la impresora, depurarla, conocer "todas las grietas" es un tema separado, del cual les hablaré más adelante. En conclusión, me gustaría pedirle al lector que exprese una opinión en la encuesta.