Buen dia
Como siempre, nuestros clientes nos ayudan con ideas para artículos. Hoy imprimiremos un huevo. Usando su ejemplo, probamos la función
incorporada de
Slic3r , que por alguna razón pocas personas mencionan.
El huevo debe imprimirse no de forma simple, sino fuerte, con un consumo mínimo de plástico y de forma rápida.
Posteriormente será suspendido del techo por un gancho en la parte superior. La parte inferior del huevo será la parte frontal, con el gancho, el tiro, porque colgará alto y la parte superior no será visible. Puede imprimir el huevo completo con el bucle hacia abajo con los soportes en la parte inferior, pero imprimir y quitar los soportes llevará tiempo.
Para completar esta tarea, elegimos la
impresora 3D Hercules 2018 : esta es una impresora 3D muy versátil porque puede imprimir con todo tipo de plástico y tiene una gran cámara de trabajo.
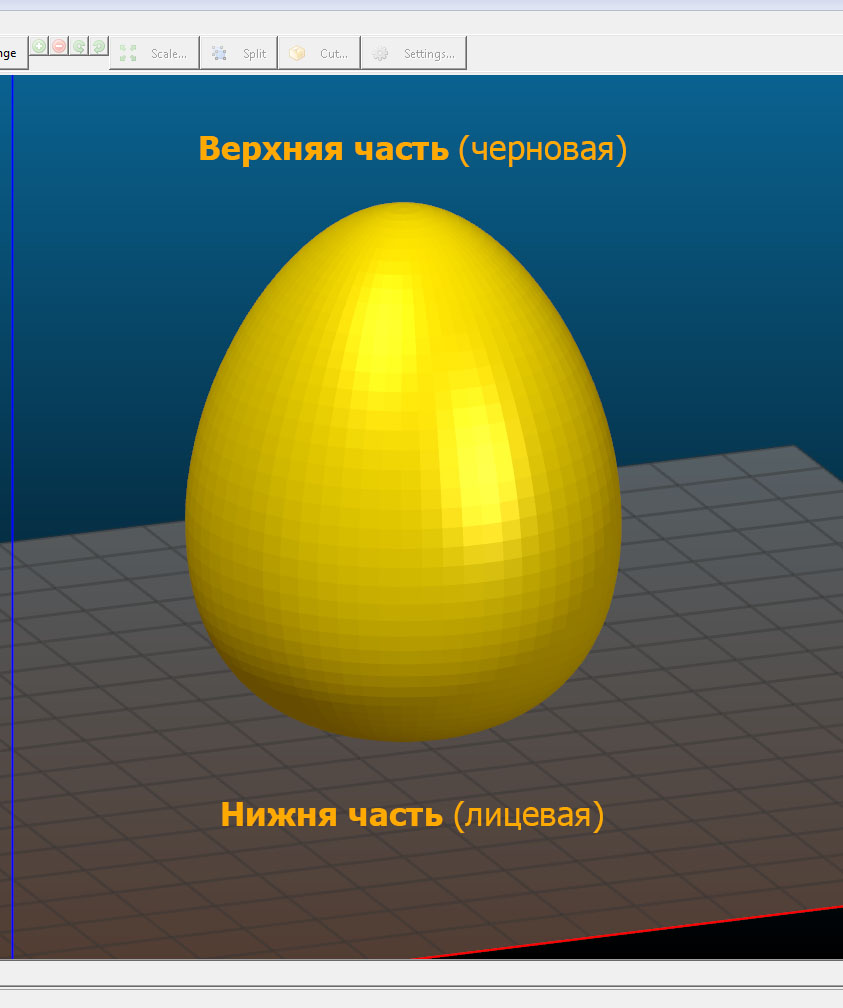
Por lo tanto, corte el huevo en 2 partes, al mismo tiempo agregue un lazo en la parte superior. Después de imprimir, pegaremos la parte superior con dicloroetano.
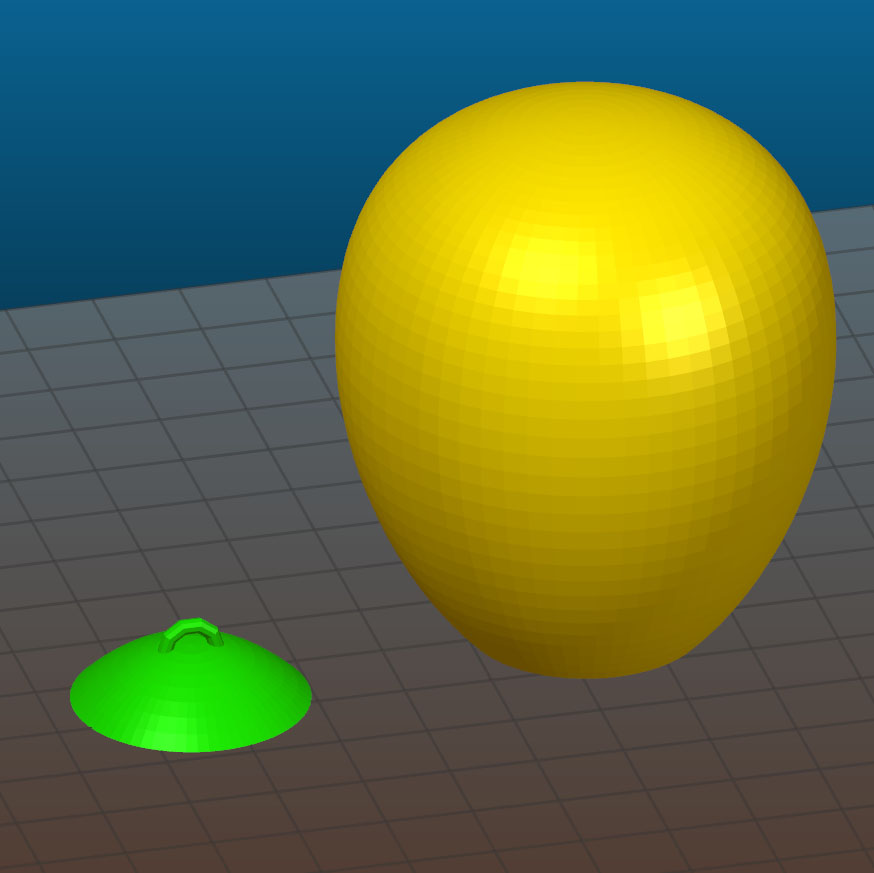
Ahora necesita resolver el modo de impresión. La parte del bucle se imprime sin problemas en el modo de boquilla 0.5 estándar, por lo que seleccionaremos el modo para la "mitad" grande. La complejidad de la impresión radica en el hecho de que: en primer lugar, si imprime un huevo sin relleno, en la parte superior no habrá nada que atrapar en las paredes en algún momento, y comenzarán a caerse y a hacer agujeros. En segundo lugar, para mejorar la calidad de la superficie, será necesario reducir la altura de la capa en la parte superior del huevo, donde el ángulo de inclinación de los perímetros comienza a disminuir rápidamente.


Comencemos con la configuración habitual sin usar una pandereta.
Dado que el modelo debería aparecer incluso con paredes sin ondas de aceleraciones, no imprimiremos a velocidades exorbitantes. Velocidad no más de 50 mm / s.
Método No. 1 - PLA, boquilla 0.5, 2 perímetros, 10% de cobertura, altura de capa 0.2mm-0.1mm. La velocidad es de 50 mm / s, el ancho de extrusión en el relleno se reduce a 0,35 mm, porque el relleno en este caso se usa solo para soportar las paredes en la parte superior, donde los perímetros se imprimen en ángulo. Tiempo de impresión 2h 26m, volumen plástico 22.7 cm3.
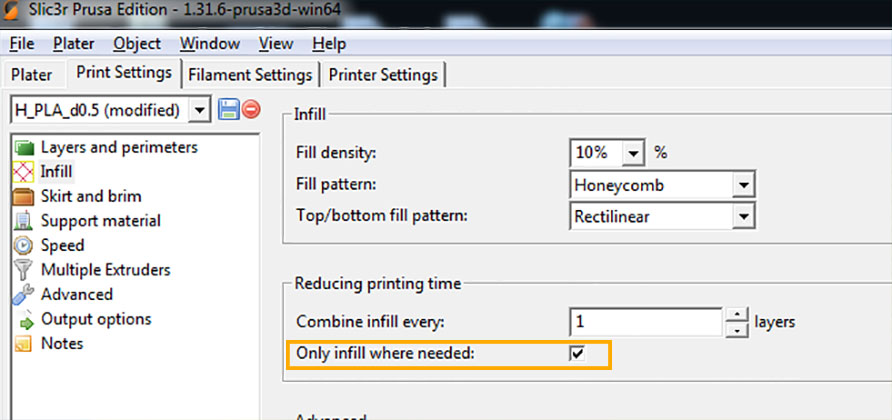
Método n. ° 2 : boquilla 0.5, 2 perímetros, relleno Solo relleno donde sea necesario 10% ... Velocidad 50 mm / s, el ancho de extrusión en el relleno se reduce a 0.35 mm, altura de capa 0.2 mm-0.1 mm. Tiempo de impresión 1h 31m, volumen de plástico 14.2 cm3.
 Método n. ° 3
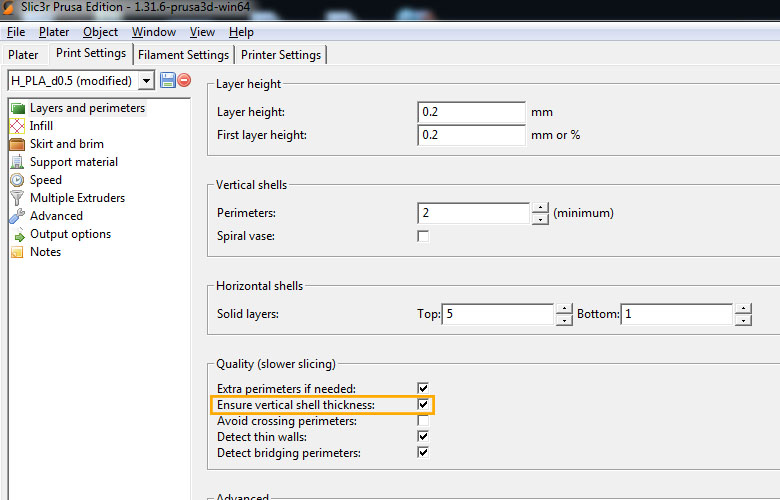
Método n. ° 3 : boquilla 0.5, 2 perímetros, sin relleno, utilizando la función Asegurar el grosor de la carcasa vertical (slic3r agrega automáticamente perímetros de soporte en lugares donde las paredes pueden caerse) integrado en la nueva versión slic3r (Slic3r Prusa Edition), altura de capa 0.2mm-0.1mm, velocidad 50mm / s. Tiempo de impresión 58 minutos, volumen plástico 9,4 cm3.
Una tabla para comprender la relación entre el tiempo de impresión y el volumen de plástico.
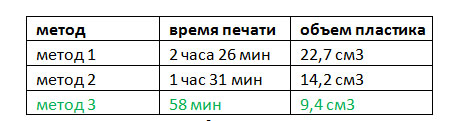
En términos de tiempo de impresión y volumen de plástico, la tercera opción nos conviene. Lo intentamos
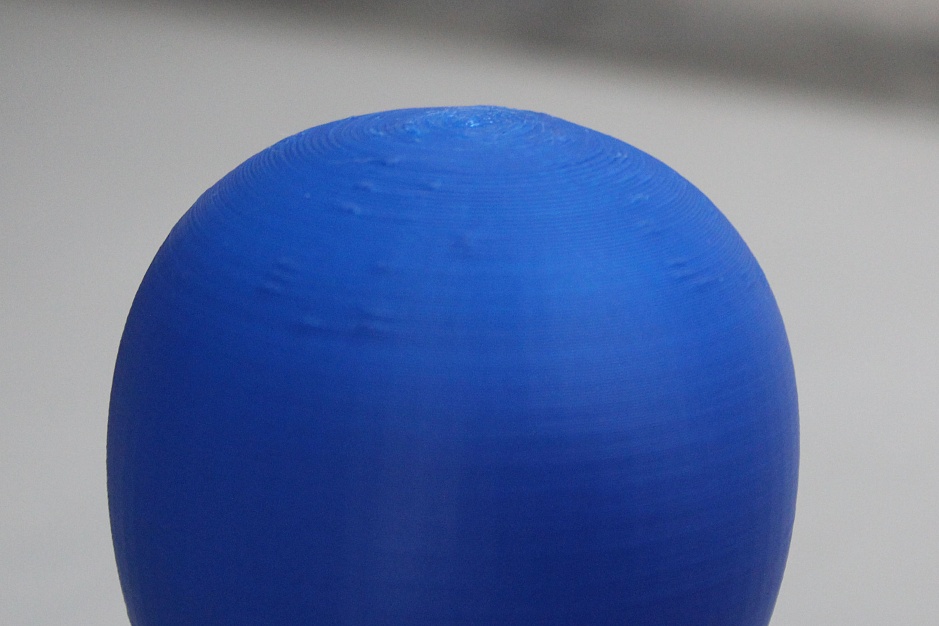
La opción
Asegurar el grosor de la carcasa vertical en este caso manejado con perímetros, pero en las paredes resultaron tubérculos.
Además, más cerca de la parte superior, la velocidad en modo manual se redujo en un 20% debido al hecho de que el ángulo de inclinación de los perímetros de impresión comenzó a disminuir y las paredes no tuvieron tiempo de congelarse y doblarse a una velocidad de 50 mm / s.
Resulta que para obtener paredes uniformes en lugares donde los perímetros están impresos en ángulo y tienen una parte superior plana, necesitamos reducir la velocidad para que el plástico tenga tiempo de enfriarse y agregar relleno para que no haya espacios en las superficies inclinadas. No reduciremos la velocidad ni agregaremos relleno para todo el modelo, esto ya es demasiado. Para reducir la velocidad en ciertas capas y agregar relleno cuando sea necesario, utilizaremos la función incorporada Slic3r-modifier.
Un modificador es una superficie que se utiliza para especificar configuraciones para partes específicas del modelo. Escribiré más sobre cómo usar modificadores en el próximo artículo.
Mientras tanto ... haga doble clic en nuestro modelo, aparece la ventana Configuración. Haga clic en Cargar modificador ... y cargue la superficie simulada previamente (tenemos un cilindro).

En el lugar donde el modelo se cruza con el modificador, la configuración principal del modelo se superpondrá con la configuración del modificador. Para establecer esta configuración, debe seleccionar el modificador (cilindro) en la ventana o en la lista y hacer clic en "+".
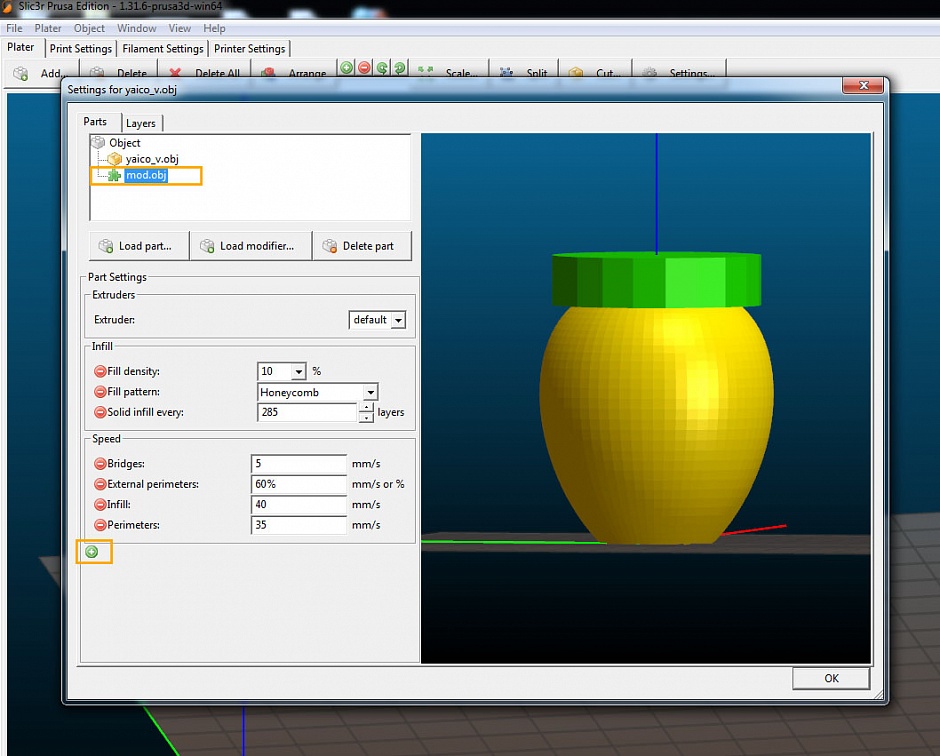
En nuestro caso, reducimos la velocidad de impresión de los perímetros, agregamos el relleno y, antes de llenar, imprimimos una capa de relleno (Relleno sólido cada ...) para que el relleno tenga algo a lo que aferrarse. Para determinar en qué capa imprimir un relleno sólido, primero generamos un código, observamos el número de la capa desde la que comienza el relleno en RepetierHost y colocamos la capa anterior, tenemos 285. Reducimos la velocidad de impresión de los puentes para que la capa de relleno sólido imprima "en aire "sin interrupciones.
Ponemos en imprenta.
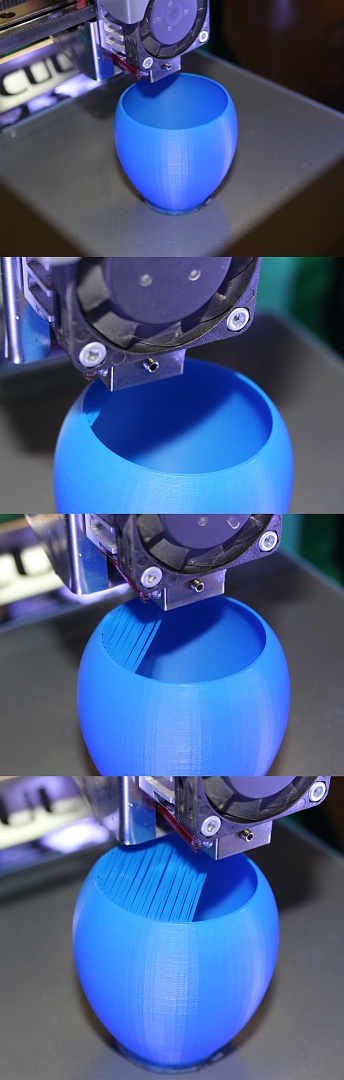
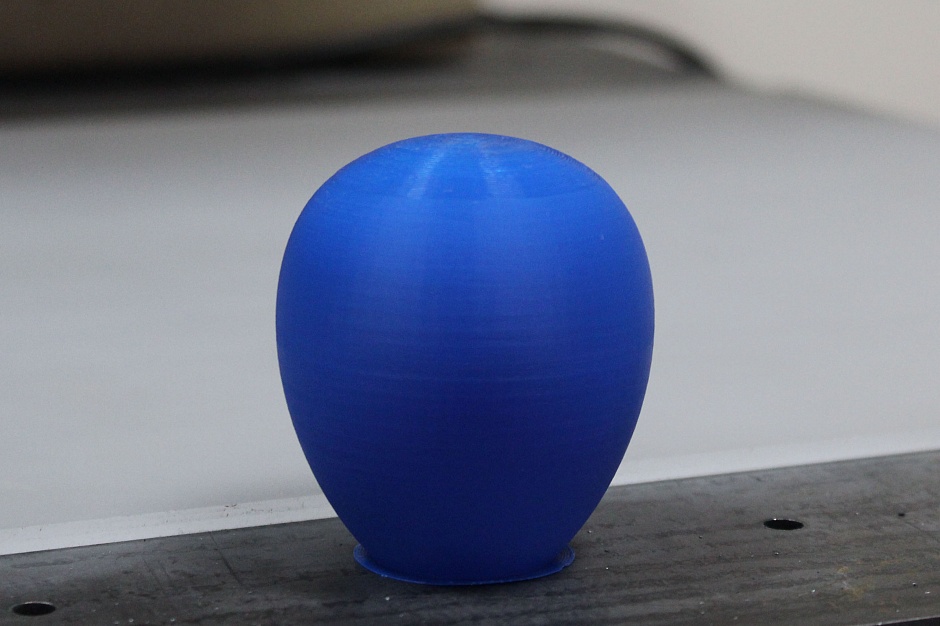

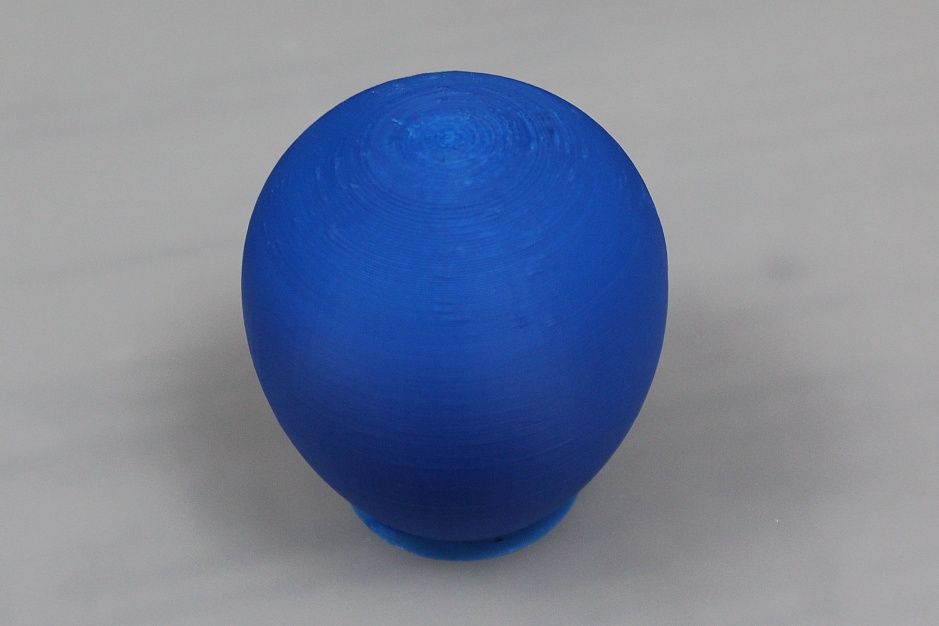
Tiempo de impresión 1 hora 10 minutos, volumen plástico 9.8 cm3. Debido a la disminución de la velocidad de impresión, el plástico cambió un poco de color, pero las capas resultaron más suaves que en la versión anterior, las paredes sin jorobas, la parte superior sin espacios.

De todas las opciones en tiempo, volumen de plástico gastado y calidad de impresión, el último método se nos ocurrió, utilizando un modificador.
Todo lo anterior son solo métodos que son útiles en nuestra opinión que pueden serle útiles. La forma de imprimir depende de la complejidad de la pieza y del resultado deseado.
Catálogo de impresoras 3D:
https://3dtool.ru/category/3d-printery/No olvides suscribirte a nuestro
canal de YouTube(Nuevos videos salen cada semana).
