¡Buen día para ti,
3Dtool ! Esta vez decidimos descubrir cómo ahorrar plástico al imprimir modelos no funcionales, es decir, modelos cuyas características de resistencia no importan.
Al imprimir, por ejemplo, recuerdos, maquetas o decoración del hogar, podemos ahorrar tiempo y plástico al reducir el porcentaje de relleno interno o el grosor de la pared. Pero hay momentos en que hay una tarea específica: imprimir una pieza con la mínima cantidad posible de plástico. Por ejemplo, imprimir modelos maestros para fundición. Estas son las partes para las que solo se necesita la cubierta exterior, y cuanto menos plástico haya dentro, más fácil será quemarlo del matraz. Quien esté en el tema lo entenderá y quién no; pronto publicaremos un artículo sobre el proceso de fundición para modelos maestros de PLA.
Por ejemplo, tomamos el modelo desde
aquí .
Y tenemos que imprimirlo con un grosor de pared mínimo y un relleno mínimo.
Impresora 3D para experimentos -
Hercules Strong .
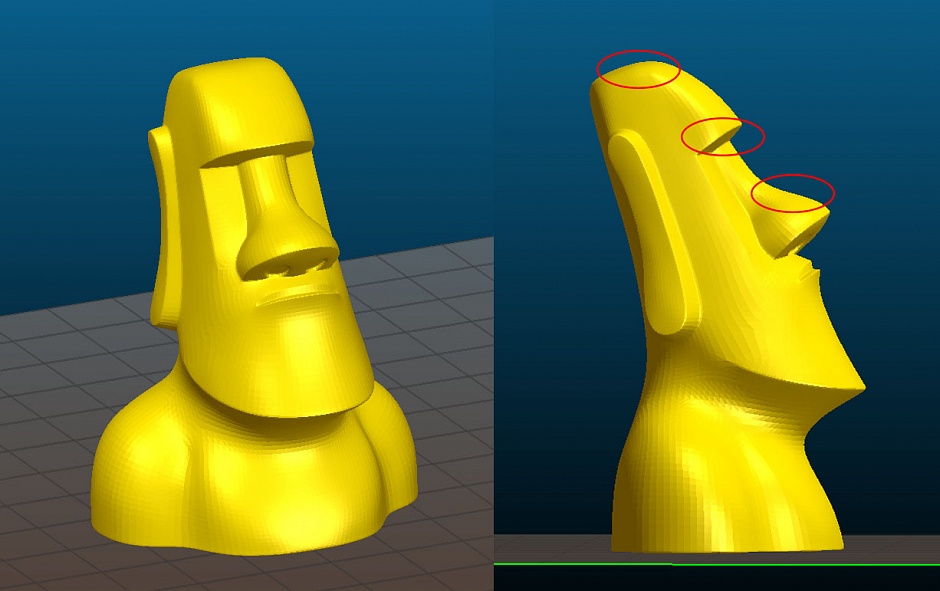
Lo primero que viene a la mente es poner 1 perímetro y 0% de cobertura. Y hay casos raros cuando esto funciona. Como siempre, las cosas son más complicadas aquí. Hay lugares en el modelo (indicados en rojo en la figura) donde el ángulo de inclinación de la pared no permite que se imprima en un perímetro: el hilo simplemente se caerá.
Por lo tanto, iremos de lo simple a lo complejo. Para empezar, haremos 3 perímetros e intentaremos imprimir solo el "caparazón" del modelo, pero qué pasa si funciona.
Boquilla 0.5 mm, altura de capa 0.2 mm.

40 minutos y 6.9 metros cúbicos ver
Enviar a imprimir.

Como era de esperar, los hilos se hundieron en lugares difíciles y aparecieron agujeros en las paredes de la modelo.
Parece que no puede prescindir del relleno interno que permitirá que los hilos perimetrales se hundan. Pero necesitamos, como recordamos, minimizar la cantidad de plástico. Por lo tanto, utilizaremos la opción Relleno solo cuando sea necesario. Esta opción le permite construir el relleno solo donde sea necesario para sostener las paredes que cuelgan en cierto ángulo. Slic3r analiza la geometría y determina dónde necesita construir el relleno, por lo que esta opción no siempre resuelve el problema.
Pero lo intentaremos de todos modos. Configure Slic3r y cuente.


44 minutos y 7,4 cm cúbicos de plástico. Estamos intentando imprimir.

Defectos esta vez menos, pero son de nuevo. Por lo tanto, en este caso, este método no funcionó.
Se nos ocurre más.
Queda una opción: usar relleno. En este caso, guardar el ancho de extrusión nos ayudará. Dado que solo necesitamos relleno para que las paredes empinadas tengan algo a lo que aferrarse y no caerse, la calidad y la resistencia del relleno no importan. Por lo tanto, tómalo y desatornícalo a un mínimo razonable. Por ejemplo, 0,15 mm
Como recordamos de publicaciones anteriores, al cambiar el ancho de extrusión, Slic3r cambia la densidad de la malla de relleno, ¡así que no olvide verificar este parámetro!
Aquí están las configuraciones que tenemos:
Boquilla 0.5 mm, altura de capa 0.2 mm, relleno 5%, ancho de extrusión en el relleno 0.15 mm. Dado que la rejilla de llenado es muy densa, la cantidad de perímetros se reducirá a 2. Esto ahorrará tiempo de impresión y plástico.


El tiempo de impresión es de poco más de una hora, ¡el volumen de plástico es de 6,3 cm cúbicos! Imprimimos

El modelo se imprimió al final de la jornada laboral, así que, por curiosidad, lo desglosamos para ver a qué se aferraba todo.

La foto muestra que el relleno está impreso con una banda delgada, la extrusión se rompe en algunos lugares. Sin embargo, esta delgada malla es suficiente para mantener las paredes sobresalientes.
El modelo fue impreso sin defectos en 2 perímetros. No ahorramos tiempo, pero la tarea principal, imprimir un modelo maestro para moldear con un mínimo de plástico, se completó con éxito.
Resultados para la comparación:

Si la geometría de la pieza le permite utilizar el primer método, también es posible reducir el ancho de la extrusión en el relleno. Esto ahorrará aún más tiempo y plástico.
Con estos métodos, debe tener en cuenta la geometría de su pieza y las propiedades del plástico que imprime. Al reducir el ancho de la extrusión, es importante no olvidar que durante la impresión, el relleno de un hilo delgado puede romperse, por lo que la velocidad y el patrón del relleno deberán seleccionarse cada vez. Por lo tanto, los ahorros en cada caso serán diferentes.
→
Impresora 3D robusta Hercules Strong→
Catálogo general de impresoras 3DNo olvides suscribirte a nuestro
canal de YouTube (se lanzan nuevos videos cada semana).
