Hola Top 3D Shop está con usted y hoy tenemos una revisión inusual, no está dedicada a la tecnología, sino al procesamiento posterior de modelos impresos en 3D.
Consideraremos el procesamiento de impresiones impresas utilizando la tecnología
FDM , ya que esta es la tecnología más común y asequible, y dichos modelos requieren más procesamiento.

Algunos puntos a tener en cuenta antes de imprimir un producto.
Capas
El primer punto es el grosor de la capa. Cuanto más delgada es la capa, mayor es la calidad de la superficie y se requiere menos procesamiento posterior. Naturalmente, tendrá que pagar por la alta calidad con el tiempo de impresión.
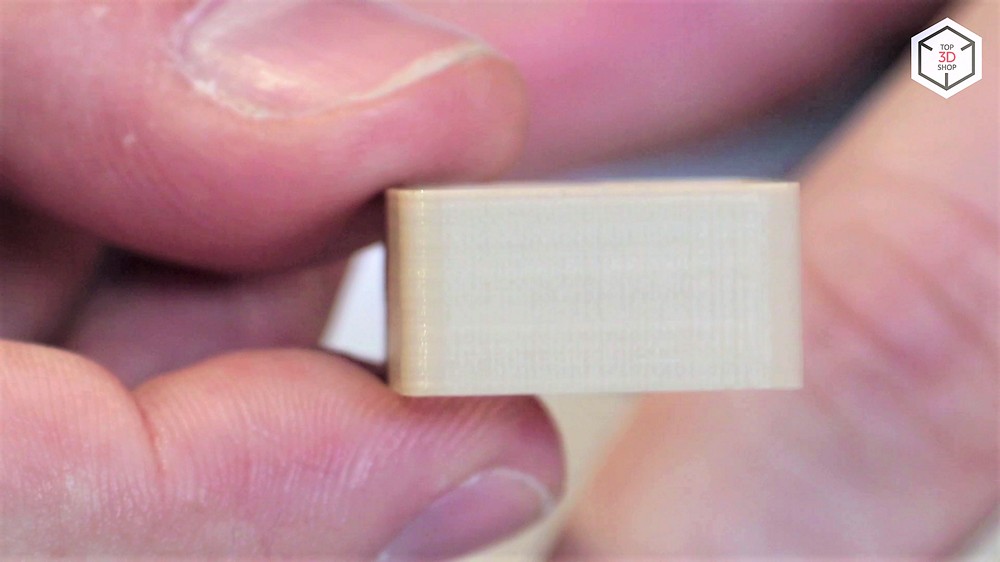
Si necesita una superficie brillante, no tiene sentido perder tiempo imprimiendo con un grosor mínimo de capa: el modelo aún tendrá que pulirse y pulirse, o se debe aplicar la imprimación y la pintura.
Paredes
Tenga en cuenta el posprocesamiento futuro al configurar el grosor de la pared.

Por lo general, es de aproximadamente 2 mm, y en las piezas para el posterior pulido o pulido químico, tiene sentido aumentar el espesor de la pared a 3-4 mm, ya que estos procesos eliminan el material. Si el grosor de la pared es insuficiente, es fácil limpiar o disolver la superficie en agujeros durante el procesamiento posterior.

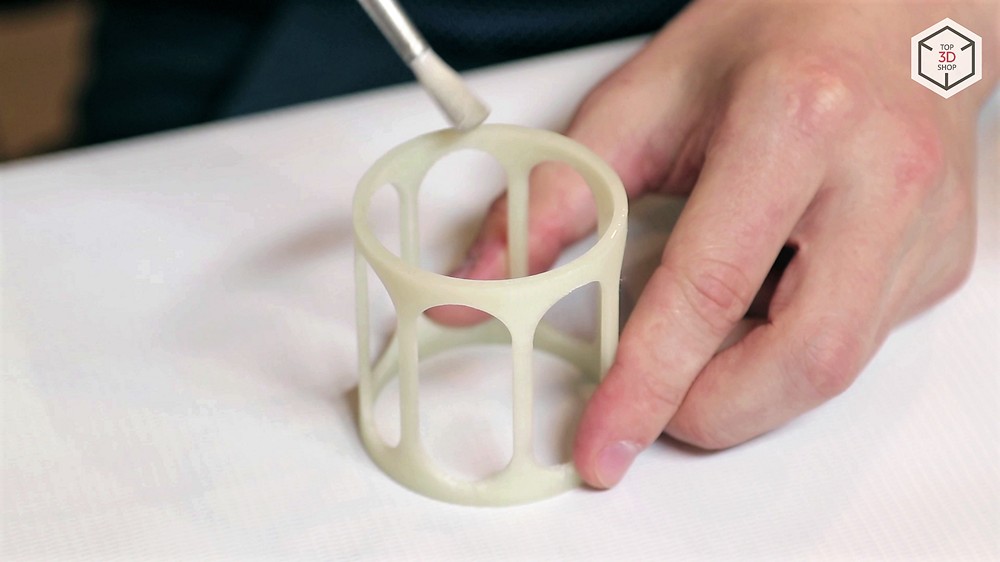
Apoyo
En las impresoras FDM, casi siempre imprimimos con soportes. Idealmente, si la impresora puede imprimir con dos materiales, haga que los soportes sean solubles.
Grandes partes de dichos soportes se eliminan mecánicamente, el resto se disuelve, luego el modelo simplemente se lava y puede continuar con las siguientes operaciones.

Si la impresora imprime con el mismo material y los soportes se imprimen desde el material del modelo, preste especial atención al crear un archivo para imprimir.

Con la configuración correcta y la forma simple del soporte del producto se elimina fácilmente.

Si la unión de los soportes de los soportes ocupa un área importante en el modelo, después de su eliminación, quedarán rastros característicos que requieren un procesamiento adicional.
 Consejo:
Consejo:No pierda el tiempo para configurar los soportes, lo guardará durante el procesamiento posterior y la impresión se verá más ordenada. Si el modelo es grande, a menudo vale la pena cortarlo en partes para reducir la cantidad de soportes. Las costuras después del pegado son más fáciles de procesar que las trazas de muchos soportes en toda el área de impresión.

Configuraciones
Las cortadoras modernas admiten configuraciones de soporte avanzadas. Al realizar la configuración, preste atención a su número y al punto de contacto entre el soporte y el modelo, ambos valores deben ser lo más bajos posible.
La ubicación de los soportes también es importante: no deje el lugar de contacto con el modelo en lugares de difícil acceso, si esto puede evitarse. Recuerde que un modelo imprimible puede rotarse o dividirse en partes.
Quimica
Hablemos un poco sobre las maravillas de la química moderna. Para el procesamiento posterior, se utilizan diversos disolventes, según el material del modelo y los soportes.

El uso de
diclorometano y acetona ayuda tanto al pegar partes como al
pulido químico .
Vinculación

Para pegar partes de modelos grandes o complejos, puede usar adhesivos domésticos que crean su propia película adhesiva en la superficie, así como solventes.
El segundo es preferible si se requiere la conexión más fuerte.
Los solventes más comunes utilizados para procesar y pegar plásticos son el diclorometano y la acetona.
 Importante:
Importante:Trabaje con cualquier pegamento, solventes y recubrimientos en áreas bien ventiladas, en guantes protectores y anteojos. Inhalar estas sustancias y ponerlas en la piel o las membranas mucosas no le traerá beneficios para la salud.

La acetona se usa a menudo para procesar el plástico ABS, ya que lo suaviza y disuelve más lentamente que el diclorometano, lo que hace que el procesamiento con él sea más preciso. Se utiliza tanto para pegar como para el tratamiento de superficies, se aplica con brocha o al colocar la pieza en un "
baño de acetona ".

El diclorometano es preferible para la unión, actúa más rápido. Al pegar con un solvente, es suficiente cubrirlos con superficies pegadas y presionarlos entre sí con fuerza.


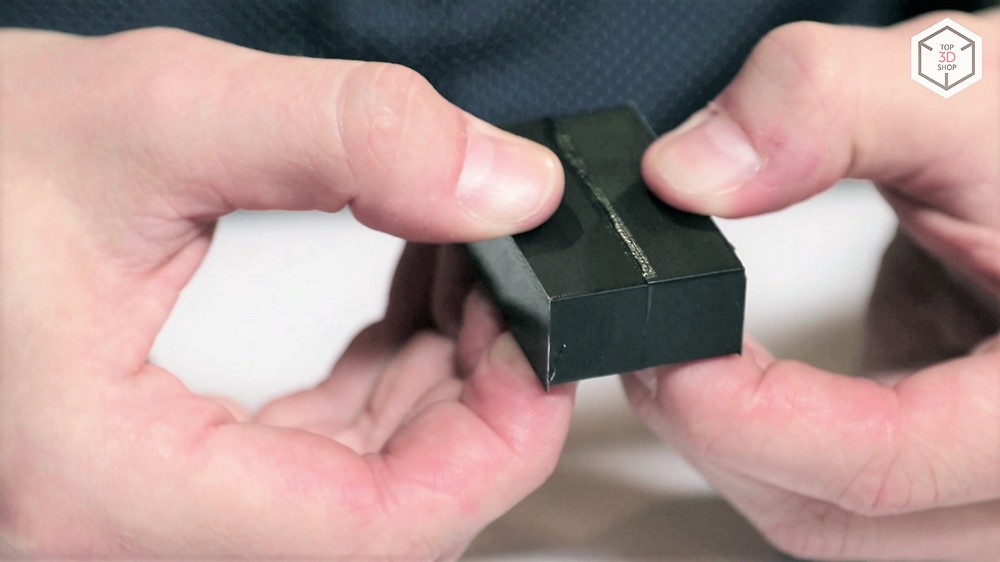
La costura resultante se elimina durante el procesamiento posterior, después de lijar y cebar no será visible.
Soportes de disolución
HIPS se usa a menudo para crear soportes solubles al imprimir modelos desde
ABS . Este plástico se disuelve con
limoneno , que no reacciona con el ABS de ninguna manera, lo que hace que esta combinación sea ideal.
Casi perfecto Hay dos desventajas: el costo del limoneno y su olor penetrante a cítricos, que a algunos no les gustará.
Rectificado y pulido

Molienda
La forma más fácil de procesar: tomar papel de lija y borrar la capa superior del modelo. Con cierta habilidad, puedes lograr una superficie muy plana.

Si se excede, puede limpiar un agujero en el producto si el grosor de la pared es demasiado pequeño. Este método de procesamiento es más adecuado para ABS que, por ejemplo, para PLA, ya que el PLA comienza a ablandarse ya a 60 ° C. En consecuencia, si está lijando PLA, debe hacerlo lentamente y con cuidado para que el plástico no ruede debajo del papel de lija.

El proceso es bastante sucio, es mejor hacerlo con gafas y una máscara, ya que una suspensión de plástico permanece en el aire, lo que es desagradable y dañino para la respiración.
Para manejar lugares difíciles, puede usar un taladro con varias boquillas.


Pulido
El pulido mecánico, en general, no es muy diferente del esmerilado: se produce con el papel de lija más pequeño y un paño con pasta de pulido.

Si el mecanizado se realiza después del tratamiento químico, es necesario esperar antes de que el solvente se haya evaporado por completo y la superficie se haya endurecido.

El pulido químico se realiza nivelando la superficie disolviendo la capa superior. El solvente se aplica con brocha, aerosol o colocando la pieza en una
caja cerrada llena de vapor de solvente.
Cartilla
Se aplica una imprimación previa a la pintura cuando la superficie del modelo ya está lisa, y la imprimación sirve para rellenar huecos microscópicos y mejorar la adhesión de la pintura a la superficie del objeto. Para este suelo utilizamos
aerosol , es económico y fácil de manejar. Para grandes volúmenes es mejor usar un aerógrafo.

 La imprimación correctora
La imprimación correctora es más rugosa, está diseñada para corregir defectos del modelo, errores de impresión, suavizar irregularidades o costuras mal lijadas.

Para ello, puede usar la masilla de látex habitual y, nuevamente, la tierra. El proceso es bastante simple: cubrimos todo lo que no nos gusta, esperamos a que se seque, realizamos molienda y pulido.

Si el resultado no es adecuado, repita.
Teñido
Procedemos a esta etapa solo cuando la textura de la superficie deseada se logra por completo, no hay costuras no planificadas y defectos que se harán aún más notables después de pintar.
Antes de pintar, así como antes de la imprimación previa a la pintura, asegúrese de que no haya polvo y otras impurezas en la superficie. No te olvides del equipo de protección.

La realización de estos simples procedimientos le dará a las impresiones una superficie de alta calidad que lo deleitará a usted y a sus clientes.

Compre
materiales y reactivos para el procesamiento posterior en la tienda Top 3D Shop: seleccionaremos el kit necesario para cualquier proceso técnico, organizaremos y entregaremos rápidamente.
Puede obtener más información sobre la impresión 3D en nuestros
talleres : cada comprador de impresora tiene derecho a asistir a la clase magistral de forma gratuita, por lo demás, costará 2000 rublos.
El 21 de septiembre, la clase magistral es gratuita para todos en la exposición-conferencia “
Top 3D Expo. Digital Education 2018 ”, la visita en sí también es gratuita, pero requiere
preinscripción en el sitio. El número de plazas es limitado, tiene tiempo para inscribirse.
Hasta pronto!
¿Quieres más noticias interesantes del mundo de la tecnología 3D?
Suscríbase a nosotros en las redes sociales. redes:


