Imprimante 3D VS Axe (Dota2) Partie 1
Depuis quelque temps, je suis attentivement le créneau de l'impression 3D. Mais pour être tout à fait honnête, il est impossible de ne pas le suivre, car tous les portails d'informations et d'actualités regorgent d'articles de ce domaine. Rien d'étonnant, car c'est une technologie évolutive, beaucoup de nouveaux et trop de passagers qui tentent de prendre pied à la "source".En général, l'histoire ne concerne plus ma perception personnelle ou ma vision subjective de tout ce qui se passe, mais plutôt sa partie pratique et le processus d'impression lui-même. Plus tôt, j'ai eu la chance de travailler directement dans ce domaine. Il y a un an et demi, mes amis m'ont parlé de la technologie d'impression 3D, qui était encore assez nouvelle à l'époque, et de ses capacités. Je ne cacherai pas que cette technologie était oh, à quelle distance de moi. À quelques exceptions près, il n'était pas difficile de comprendre ce qui se passait: le processus d'impression lui-même. À mon avis, un petit logiciel en bois, qui est attaché et fait partie intégrante de l'imprimante, s'est avéré être un véritable test. Le problème n'était pas du tout de comprendre la terminologie ou les paramètres eux-mêmes, à savoir comment tout reconstruire correctement pour ... que l'informatique imprime sans faille. J'ai dû transpirer et jeter quelques "crêpes grumeleuses" ratées. Je pense que non seulement n'importe quel article sur ce sujet m'aiderait à éviter les erreurs élémentaires. En fait, c'est la raison de cette publication.Pour une raison quelconque, mes amis n'ont publié les résultats de leur expérience nulle part, sauf pour leur blog, mais en vain. Par conséquent, il est nécessaire de corriger cet oubli - ils ont été déterrés, traduits, réduits en poudre et suggérés pour la lecture ci-dessous. ( cet article est une traduction adaptée d'un article déjà existant).L'histoire est dédiée à tous les propriétaires d'imprimantes 3D qui utilisent ABS et PLAmatériaux. Et quiconque possède l'équipement d'un refroidisseur d'un ordre de grandeur, il réussira sans aucun conseil.Donc, la première expérience d'impression d'un modèle 3D d' Aksa (environ Ax est un héros Dota 2). Ce modèle a été développé par Gambody . Selon eux, beaucoup de cônes ont été remplis - pour cette raison, ils ont gentiment offert leur aide. Les tests ont utilisé le logiciel déjà existant Repetier , mais modifié par la même société.La première question est par où commencer? Et nous commençons à imprimer le modèle de bas en haut - jusqu'à la taille.Tout d'abord, chargez le fichier stl dans le programme. L'article d'origine indique que la société développe initialement des modèles pour une taille de lit d'impression de 150x150, c'est-à-dire le modèle à l'échelle maximale 150x150. Le modèle peut être réduit en utilisant la fonction d'échelle dans la section de placement d'objet et en modifiant la valeur le long de l'axe X (après avoir retiré le verrou).Pour les tests d'impression, le modèle a été réduit de 2 fois (50%), c'est-à-dire que son échelle sera de 75x75. Pour modifier les paramètres du modèle, nous modifions la valeur le long de l'axe X de 1 à 0,5. Pour l'impression de test, cette échelle est la plus pratique, car le modèle sera de la taille d'une paume et conservera en même temps ses détails, conçus par des concepteurs 3D.
Le problème n'était pas du tout de comprendre la terminologie ou les paramètres eux-mêmes, à savoir comment tout reconstruire correctement pour ... que l'informatique imprime sans faille. J'ai dû transpirer et jeter quelques "crêpes grumeleuses" ratées. Je pense que non seulement n'importe quel article sur ce sujet m'aiderait à éviter les erreurs élémentaires. En fait, c'est la raison de cette publication.Pour une raison quelconque, mes amis n'ont publié les résultats de leur expérience nulle part, sauf pour leur blog, mais en vain. Par conséquent, il est nécessaire de corriger cet oubli - ils ont été déterrés, traduits, réduits en poudre et suggérés pour la lecture ci-dessous. ( cet article est une traduction adaptée d'un article déjà existant).L'histoire est dédiée à tous les propriétaires d'imprimantes 3D qui utilisent ABS et PLAmatériaux. Et quiconque possède l'équipement d'un refroidisseur d'un ordre de grandeur, il réussira sans aucun conseil.Donc, la première expérience d'impression d'un modèle 3D d' Aksa (environ Ax est un héros Dota 2). Ce modèle a été développé par Gambody . Selon eux, beaucoup de cônes ont été remplis - pour cette raison, ils ont gentiment offert leur aide. Les tests ont utilisé le logiciel déjà existant Repetier , mais modifié par la même société.La première question est par où commencer? Et nous commençons à imprimer le modèle de bas en haut - jusqu'à la taille.Tout d'abord, chargez le fichier stl dans le programme. L'article d'origine indique que la société développe initialement des modèles pour une taille de lit d'impression de 150x150, c'est-à-dire le modèle à l'échelle maximale 150x150. Le modèle peut être réduit en utilisant la fonction d'échelle dans la section de placement d'objet et en modifiant la valeur le long de l'axe X (après avoir retiré le verrou).Pour les tests d'impression, le modèle a été réduit de 2 fois (50%), c'est-à-dire que son échelle sera de 75x75. Pour modifier les paramètres du modèle, nous modifions la valeur le long de l'axe X de 1 à 0,5. Pour l'impression de test, cette échelle est la plus pratique, car le modèle sera de la taille d'une paume et conservera en même temps ses détails, conçus par des concepteurs 3D.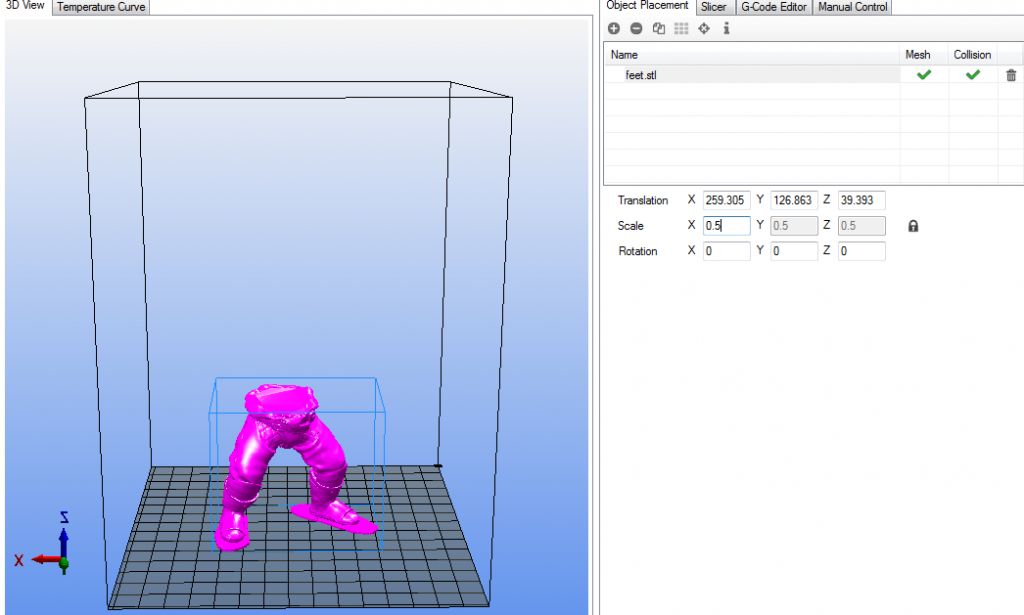
Position du modèle
La position du modèle est un facteur important, car il dépend de sa position lors de l'impression:- le besoin de supports et leur quantité;- la qualité du modèle de tous les côtés où ce support sera utilisé, et- la quantité de matière consommée.Pour imprimer les jambes, il est possible d'utiliser deux positions:1. Allongé sur le dos (si le fichier stl du modèle est sans radeau sous les pieds), utilisez la rotation dans la section de placement d'objet, en spécifiant 78 sur l'axe X et -10 sur l'axe Y.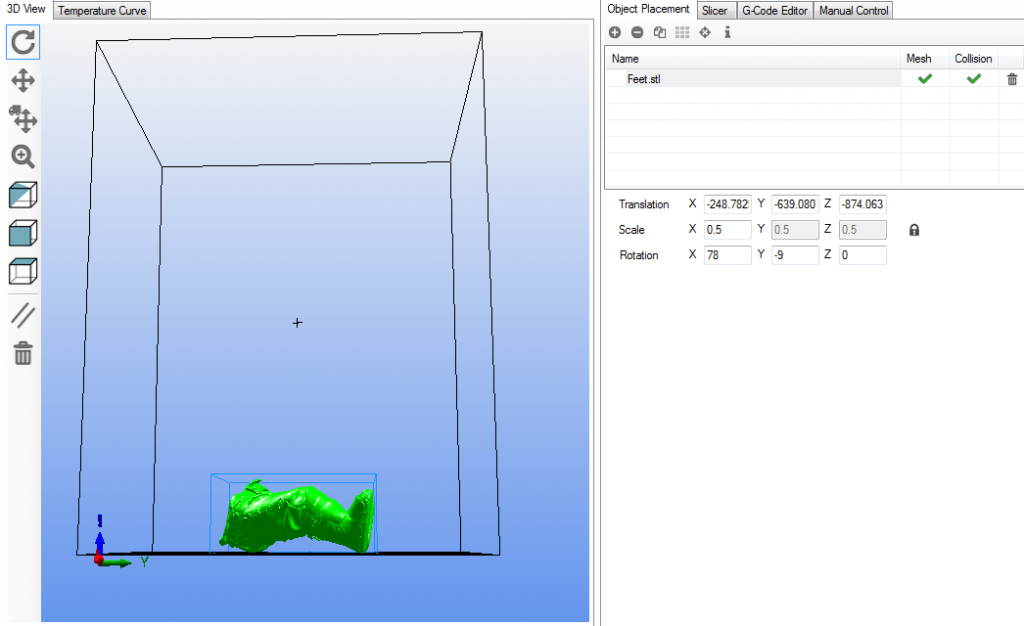 2. Debout (vous pouvez utiliser n'importe quel fichier stl du modèle à la fois sans radeau et avec un radeau sous les pieds). Dans ce cas, le modèle sera immédiatement dans la bonne position et nous n'utiliserons pas la rotation.Pour les tests, j'utiliserai la deuxième option. Ci-dessous, je vais expliquer la différence plus en détail en ce qui concerne les supports.Ainsi, après avoir défini l'échelle et la position souhaitées du modèle, évoquez les paramètres pour garantir la meilleure qualité du modèle imprimé. Pour ce faire, vous avez besoin de la section Slicer > Ouvrir les paramètres avancés de tranche et accédez aux paramètres de slicer en cliquant sur le bouton configurer. Il a 3 sections, chacune ayant déjà des profils pré-enregistrés appelés «Solidudle» .Pour ajuster la qualité du modèle imprimé, vous avez besoin de la section Paramètres d'impression .J'utilise les paramètres du profil «Solidudle .3mm», dans lesquels j'effectue moi-même les modifications nécessaires. N'oubliez pas qu'après chaque "éternuement", c'est-à-dire que les modifications des réglages du champ / valeur / paramètre doivent être enregistrées, il faut toujours cliquer sur "enregistrer".Section avec les paramètres "Calques et périmètres".Le premier paramètre que je recommande de modifier est Hauteur de calque - hauteur de calque. L'un des paramètres les plus importants qui affectent la qualité d'impression. Lors de son installation, vous devez vous concentrer sur la géométrie du modèle imprimé et le temps d'impression. Plus la valeur du paramètre de hauteur de couche est faible, plus le processus d'impression lui-même est long, MAIS! plus la valeur est petite, plus la paroi du modèle est lisse et plus elle est obtenue de manière qualitative.Je donne 2 exemples - avec une valeur de hauteur de couche de 0,3 mm et 0,2 mm.1. PIEDS - HAUTEUR DE COUCHE 0,2 MM2. PIEDS - HAUTEUR DE COUCHE 0,3 MM
2. Debout (vous pouvez utiliser n'importe quel fichier stl du modèle à la fois sans radeau et avec un radeau sous les pieds). Dans ce cas, le modèle sera immédiatement dans la bonne position et nous n'utiliserons pas la rotation.Pour les tests, j'utiliserai la deuxième option. Ci-dessous, je vais expliquer la différence plus en détail en ce qui concerne les supports.Ainsi, après avoir défini l'échelle et la position souhaitées du modèle, évoquez les paramètres pour garantir la meilleure qualité du modèle imprimé. Pour ce faire, vous avez besoin de la section Slicer > Ouvrir les paramètres avancés de tranche et accédez aux paramètres de slicer en cliquant sur le bouton configurer. Il a 3 sections, chacune ayant déjà des profils pré-enregistrés appelés «Solidudle» .Pour ajuster la qualité du modèle imprimé, vous avez besoin de la section Paramètres d'impression .J'utilise les paramètres du profil «Solidudle .3mm», dans lesquels j'effectue moi-même les modifications nécessaires. N'oubliez pas qu'après chaque "éternuement", c'est-à-dire que les modifications des réglages du champ / valeur / paramètre doivent être enregistrées, il faut toujours cliquer sur "enregistrer".Section avec les paramètres "Calques et périmètres".Le premier paramètre que je recommande de modifier est Hauteur de calque - hauteur de calque. L'un des paramètres les plus importants qui affectent la qualité d'impression. Lors de son installation, vous devez vous concentrer sur la géométrie du modèle imprimé et le temps d'impression. Plus la valeur du paramètre de hauteur de couche est faible, plus le processus d'impression lui-même est long, MAIS! plus la valeur est petite, plus la paroi du modèle est lisse et plus elle est obtenue de manière qualitative.Je donne 2 exemples - avec une valeur de hauteur de couche de 0,3 mm et 0,2 mm.1. PIEDS - HAUTEUR DE COUCHE 0,2 MM2. PIEDS - HAUTEUR DE COUCHE 0,3 MM Si vous êtes un geek, il serait approprié de supposer que vous voulez avoir un personnage plus réaliste et de haute qualité de votre jeu préféré, je vous conseille donc d'utiliser une hauteur de couche de 0,2 mm. Si cela ne vous dérange pas, vous pouvez réduire la valeur à 0,15, voire moins de 0,1 mm.Je préfère 0,2 mm, mais vous décidez.Paramètre suivant Hauteur de la première couche- la hauteur de la première couche. La première couche est utilisée pour le radeau sous le modèle. Mais notez que si vous avez une imprimante 3D avec chauffage du lit d'impression, cette valeur peut être définie légèrement plus grande que le paramètre de hauteur de calque, mais si le lit d'impression n'est pas chauffé, pour mieux fixer le modèle sur la table, spécifiez une valeur identique au jeu de paramètres de hauteur de calque, ou un peu moins de plastique à saisir sur le ruban molletonné spécial du lit imprimé.En général, j'ai personnellement un lit d'impression avec chauffage, donc j'utilise une valeur de 0,3 mm pour la première couche.Et le troisième paramètre que je recommande de modifier est Périmètres(minimum) - le nombre de couches du contour du modèle (ou le nombre de couches du mur du modèle). Plus la quantité est petite, plus l'épaisseur de la paroi est petite, ce qui signifie que le modèle sera plus fragile. La valeur minimale est 1, l'optimum est de 3-4 pièces;J'utilise 4 pièces pour rendre le modèle plus durable et beaucoup plus lourd entre mes mains et ici, il ne faut pas oublier que ce paramètre affecte la quantité de matériau utilisé. Par conséquent, tout dépend de ce qui est plus prioritaire pour vous.
Si vous êtes un geek, il serait approprié de supposer que vous voulez avoir un personnage plus réaliste et de haute qualité de votre jeu préféré, je vous conseille donc d'utiliser une hauteur de couche de 0,2 mm. Si cela ne vous dérange pas, vous pouvez réduire la valeur à 0,15, voire moins de 0,1 mm.Je préfère 0,2 mm, mais vous décidez.Paramètre suivant Hauteur de la première couche- la hauteur de la première couche. La première couche est utilisée pour le radeau sous le modèle. Mais notez que si vous avez une imprimante 3D avec chauffage du lit d'impression, cette valeur peut être définie légèrement plus grande que le paramètre de hauteur de calque, mais si le lit d'impression n'est pas chauffé, pour mieux fixer le modèle sur la table, spécifiez une valeur identique au jeu de paramètres de hauteur de calque, ou un peu moins de plastique à saisir sur le ruban molletonné spécial du lit imprimé.En général, j'ai personnellement un lit d'impression avec chauffage, donc j'utilise une valeur de 0,3 mm pour la première couche.Et le troisième paramètre que je recommande de modifier est Périmètres(minimum) - le nombre de couches du contour du modèle (ou le nombre de couches du mur du modèle). Plus la quantité est petite, plus l'épaisseur de la paroi est petite, ce qui signifie que le modèle sera plus fragile. La valeur minimale est 1, l'optimum est de 3-4 pièces;J'utilise 4 pièces pour rendre le modèle plus durable et beaucoup plus lourd entre mes mains et ici, il ne faut pas oublier que ce paramètre affecte la quantité de matériau utilisé. Par conséquent, tout dépend de ce qui est plus prioritaire pour vous.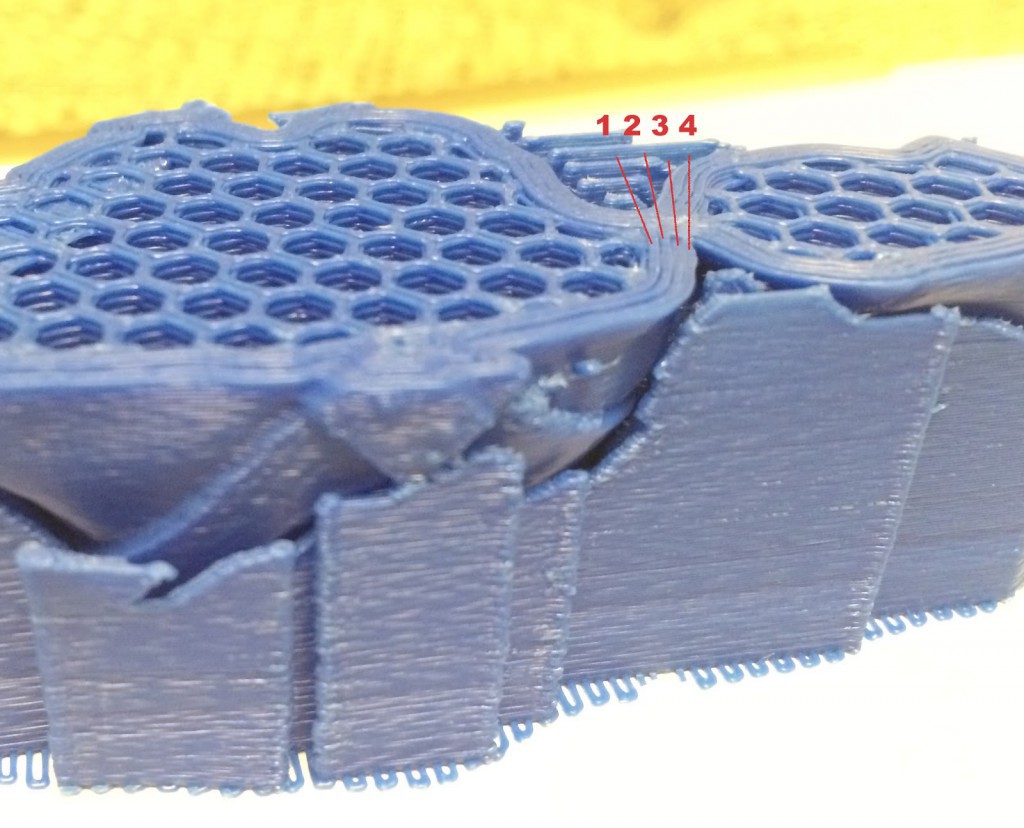 Je vous conseille de laisser tous les autres paramètres pour "Calques et périmètres" tels qu'ils étaient à l'origine, sans modifications.Passez à l'élément suivant, l'onglet "Paramètres d'impression" - "Remplissage" .
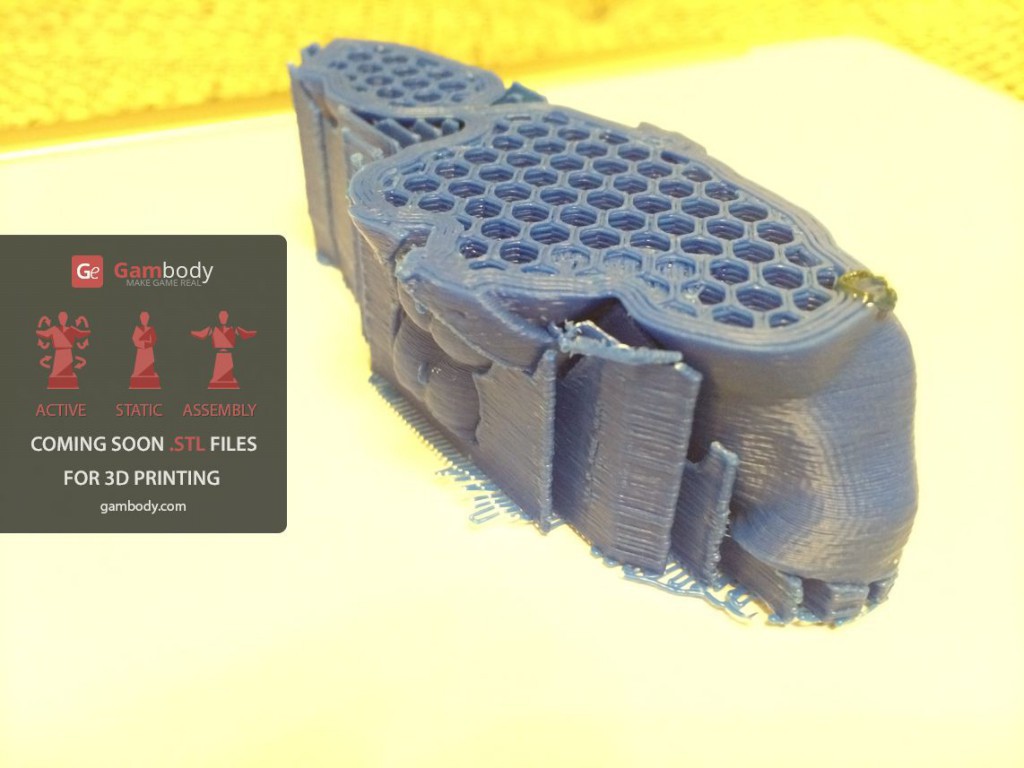
Je vous conseille de laisser tous les autres paramètres pour "Calques et périmètres" tels qu'ils étaient à l'origine, sans modifications.Passez à l'élément suivant, l'onglet "Paramètres d'impression" - "Remplissage" . Là encore, je ne change rien et j'utilise les paramètres de profilSolidudle .3mm.Je veux juste partager les points principaux.Le remplissage est le remplissage de l'espace vide à l'intérieur du modèle. Plus le pourcentage de remplissage est élevé, plus le modèle est solide, mais il imprime beaucoup plus longtemps. Pour la plupart des objets, un niveau de remplissage de 20-30% (0,2-0,3) est tout à fait approprié.Je vous conseille de faire attention au paramètre de densité de remplissage - c'est le pourcentage de remplissage du modèle avec la grille et le motif de remplissage - le type de remplissage (grille) du modèle. Pour augmenter la résistance du modèle tout en réduisant son poids, il est très bon d'utiliser du nid d'abeille (nid d'abeilles), et un niveau de remplissage optimal de 30%! Par conséquent, ici, je laisse également tout inchangé.
Là encore, je ne change rien et j'utilise les paramètres de profilSolidudle .3mm.Je veux juste partager les points principaux.Le remplissage est le remplissage de l'espace vide à l'intérieur du modèle. Plus le pourcentage de remplissage est élevé, plus le modèle est solide, mais il imprime beaucoup plus longtemps. Pour la plupart des objets, un niveau de remplissage de 20-30% (0,2-0,3) est tout à fait approprié.Je vous conseille de faire attention au paramètre de densité de remplissage - c'est le pourcentage de remplissage du modèle avec la grille et le motif de remplissage - le type de remplissage (grille) du modèle. Pour augmenter la résistance du modèle tout en réduisant son poids, il est très bon d'utiliser du nid d'abeille (nid d'abeilles), et un niveau de remplissage optimal de 30%! Par conséquent, ici, je laisse également tout inchangé. L'article suivant est «Speed»Une vitesse trop élevée peut réduire considérablement la qualité d'impression. Par conséquent, pour créer des couches (y compris le support) qui affectent l'apparence du modèle, j'essaie d'utiliser une faible vitesse, et pour les détails internes du modèle, ce qui n'est pas visible de l'extérieur peut être un peu plus.J'ai vraiment légèrement modifié la vitesse d'impression d'Aks.
L'article suivant est «Speed»Une vitesse trop élevée peut réduire considérablement la qualité d'impression. Par conséquent, pour créer des couches (y compris le support) qui affectent l'apparence du modèle, j'essaie d'utiliser une faible vitesse, et pour les détails internes du modèle, ce qui n'est pas visible de l'extérieur peut être un peu plus.J'ai vraiment légèrement modifié la vitesse d'impression d'Aks. Le paragraphe suivant est Jupe et bord.Une jupe est le nom de l'impression du contour ou de la bordure du modèle, et ce paramètre vous permet de voir les bordures du modèle imprimé au tout début.Boucles- le nombre de lignes de contour (boucles) autour des modèles. L'impression de plusieurs boucles de boucle vous permet de voir à quel point votre table est calibrée à l'emplacement de l'objet, sans attendre que la première couche du modèle se remplisse. Si les couches de la jupe sont réparties uniformément sur la plate-forme, alors la plate-forme est correctement calibrée.Si les couches de la jupe ne se remplissent pas uniformément, vous pouvez arrêter l'impression et vérifier l'étalonnage du tableau.Je fais habituellement ce «rite» plusieurs fois afin de m'assurer que l'extrudeuse rend la couche clairement une à une à chaque passage suivant.Je mets le nombre - 3.Distance de l'objet- la distance entre la bordure et l'objet. Si vous souhaitez imprimer le modèle à l'échelle maximale autorisée uniquement par votre lit d'impression, la distance doit être minimisée. En général, dans l'idéal, vous devez vous assurer qu'à la taille maximale, il y aura toujours de l'espace sur le lit d'impression pour le bordage. Sinon, le paramètre Loops devra être défini sur 0 afin que la bordure ne soit pas imprimée en l'air en raison du manque d'espace sur le lit d'impression.Hauteur de la jupe - le nombre de couches de bordure imprimées. J'ai défini 1-2 couches pour un lit d'impression avec chauffage et pas plus de 2-3 couches avec un lit d'impression sans chauffage sont nécessaires, où la première couche sera utilisée pour le couplage avec le lit d'impression, et la suivante formera un radeau pour mieux fixer le modèle au lit d'impression est en cours d'impression.Si vous utilisez le fichier stl du modèle déjà avec le radeau (comme dans mon cas), le nombre de couches de bordure à imprimer n'est pas trop important, vous pouvez le définir sur 1. S'il n'y a pas de radeau dans le modèle, alors de 2 à 3.Un autre paramètre que vous devez utiliser faites attention, c'est donc la largeur du bord - la largeur des couches inférieures du modèle. Ce paramètre doit être inférieur à la valeur Distance par rapport à l'objet. Le paramètre Brim width est utilisé pour augmenter le point de contact. L'augmentation de ce paramètre est très importante pour les modèles avec une petite zone de contact avec la plate-forme et est particulièrement importante lors de l'impression avec du plastique ABS. Par conséquent, spécifiquement dans mon cas, lors de l'impression des jambes d'Aks - c'est important.
Le paragraphe suivant est Jupe et bord.Une jupe est le nom de l'impression du contour ou de la bordure du modèle, et ce paramètre vous permet de voir les bordures du modèle imprimé au tout début.Boucles- le nombre de lignes de contour (boucles) autour des modèles. L'impression de plusieurs boucles de boucle vous permet de voir à quel point votre table est calibrée à l'emplacement de l'objet, sans attendre que la première couche du modèle se remplisse. Si les couches de la jupe sont réparties uniformément sur la plate-forme, alors la plate-forme est correctement calibrée.Si les couches de la jupe ne se remplissent pas uniformément, vous pouvez arrêter l'impression et vérifier l'étalonnage du tableau.Je fais habituellement ce «rite» plusieurs fois afin de m'assurer que l'extrudeuse rend la couche clairement une à une à chaque passage suivant.Je mets le nombre - 3.Distance de l'objet- la distance entre la bordure et l'objet. Si vous souhaitez imprimer le modèle à l'échelle maximale autorisée uniquement par votre lit d'impression, la distance doit être minimisée. En général, dans l'idéal, vous devez vous assurer qu'à la taille maximale, il y aura toujours de l'espace sur le lit d'impression pour le bordage. Sinon, le paramètre Loops devra être défini sur 0 afin que la bordure ne soit pas imprimée en l'air en raison du manque d'espace sur le lit d'impression.Hauteur de la jupe - le nombre de couches de bordure imprimées. J'ai défini 1-2 couches pour un lit d'impression avec chauffage et pas plus de 2-3 couches avec un lit d'impression sans chauffage sont nécessaires, où la première couche sera utilisée pour le couplage avec le lit d'impression, et la suivante formera un radeau pour mieux fixer le modèle au lit d'impression est en cours d'impression.Si vous utilisez le fichier stl du modèle déjà avec le radeau (comme dans mon cas), le nombre de couches de bordure à imprimer n'est pas trop important, vous pouvez le définir sur 1. S'il n'y a pas de radeau dans le modèle, alors de 2 à 3.Un autre paramètre que vous devez utiliser faites attention, c'est donc la largeur du bord - la largeur des couches inférieures du modèle. Ce paramètre doit être inférieur à la valeur Distance par rapport à l'objet. Le paramètre Brim width est utilisé pour augmenter le point de contact. L'augmentation de ce paramètre est très importante pour les modèles avec une petite zone de contact avec la plate-forme et est particulièrement importante lors de l'impression avec du plastique ABS. Par conséquent, spécifiquement dans mon cas, lors de l'impression des jambes d'Aks - c'est important.

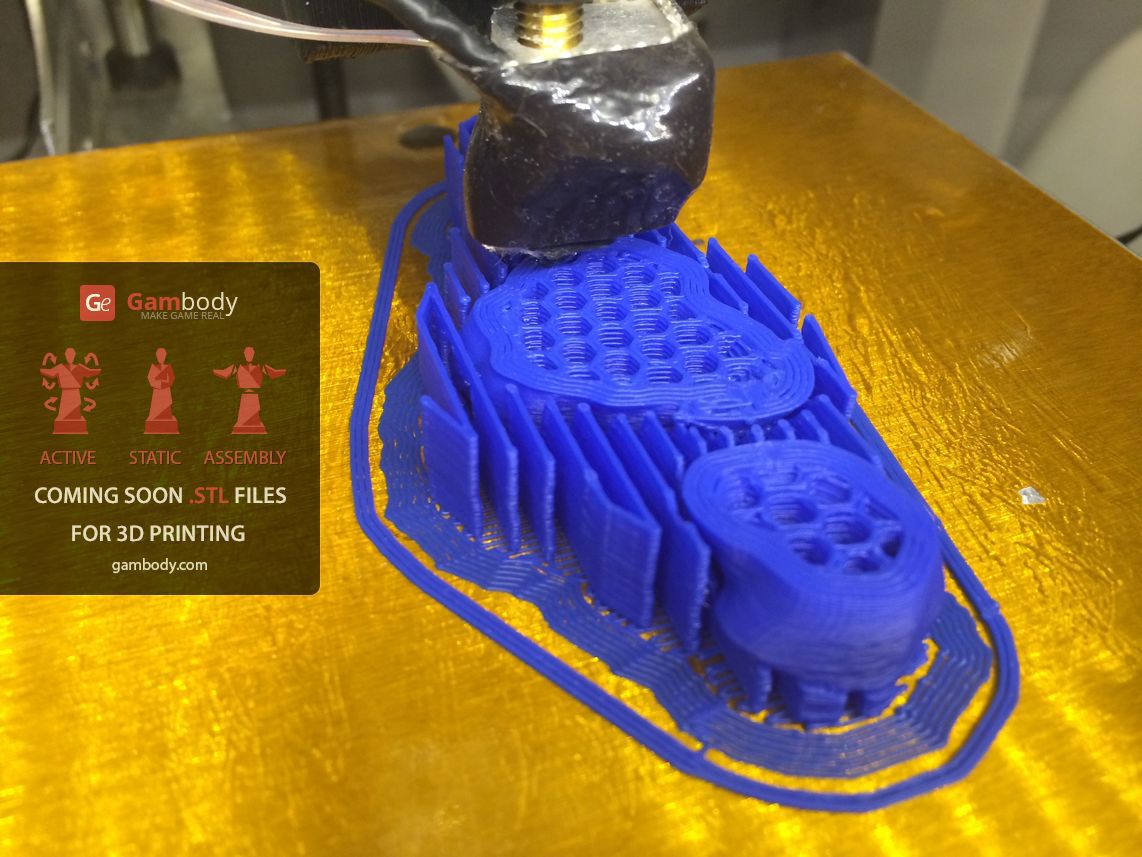






 Dans la deuxième partie, je fournirai un rapport photo complet du processus d'impression, ainsi que des informations sur les paramètres de support.
Dans la deuxième partie, je fournirai un rapport photo complet du processus d'impression, ainsi que des informations sur les paramètres de support. Source: https://habr.com/ru/post/fr382567/
All Articles