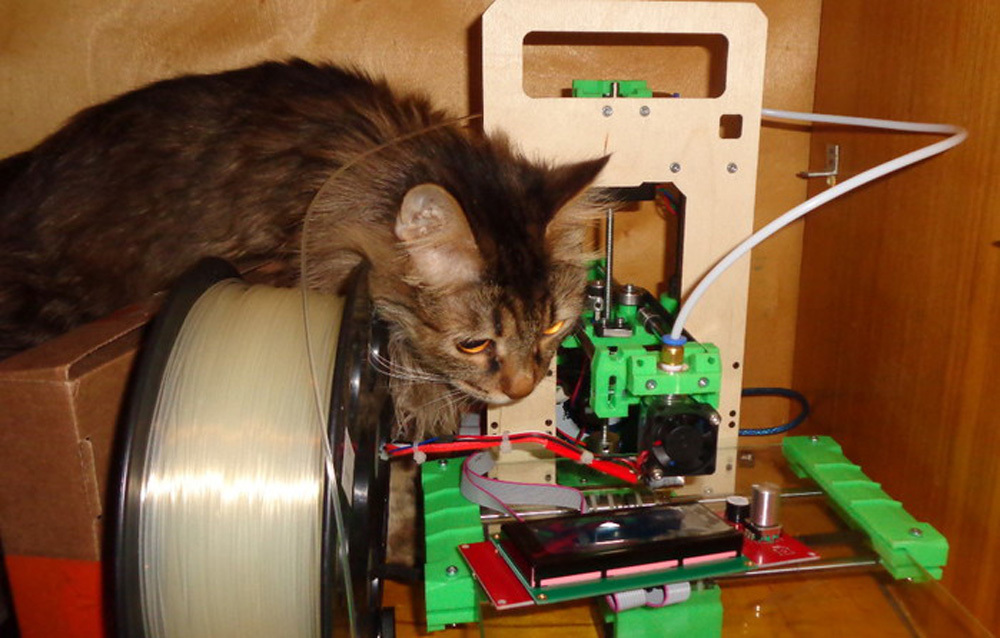
Dans la première partie de la revue, nous avons présenté aux lecteurs les caractéristiques générales de l'imprimante 3D START 3D. Il a été constaté que la qualité d'impression mérite une attention et des explications particulières. Dans la deuxième partie, nous vous expliquerons comment configurer l'imprimante pour que l'impression soit uniforme. Nous avons connecté le moniteur et installé l'imprimante avec.
La première partie de l'examen . Si vous ne configurez pas l'imprimante, l'impression n'est pas toujours normale. Nous allons montrer comment configurer des trancheuses et un moniteur.
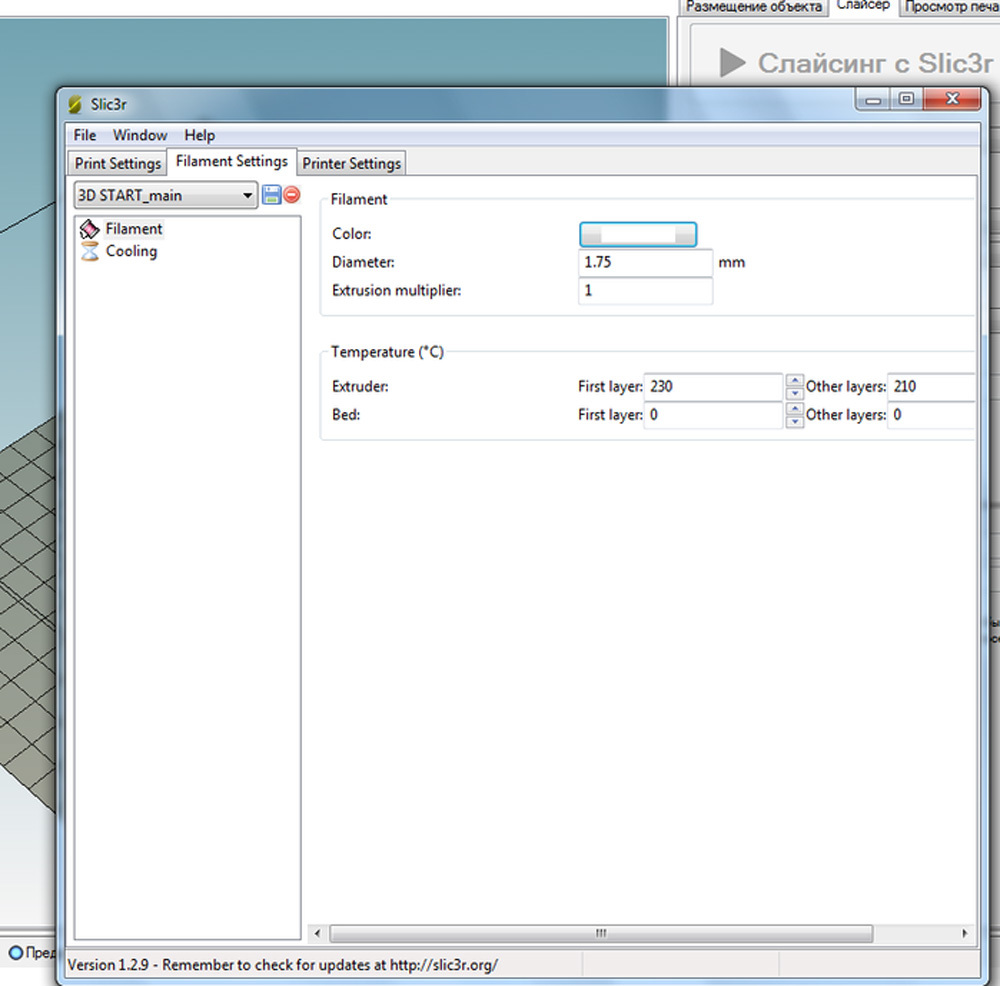
Réglage de la température
Nous définissons la température et le diamètre initiaux et ultérieurs du filetage.
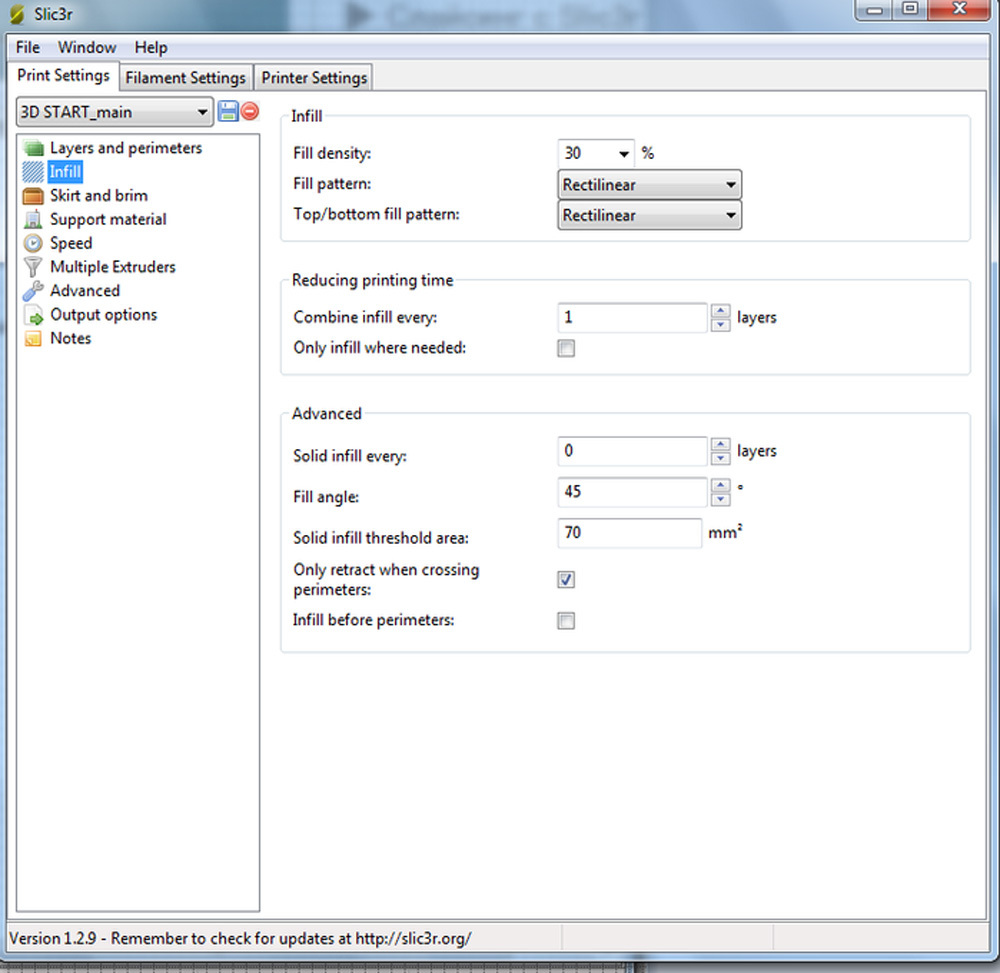
Réglez le paramètre «Même motif de remplissage»
Sélectionnez la hachure rectiligne, son% peut être augmenté, l'impression sera plus longue, mais le remplissage est plus dense.
Types de support
Il existe trois types de supports: Rectiligne, Grille rectiligne, Nid d'abeille.
Types de remplissage
Il existe plus de types de remplissage que de types de support. De plus, leur densité peut différer selon le pourcentage de remplissage spécifié dans les paramètres de la trancheuse.
Problèmes d'impression de la première couche
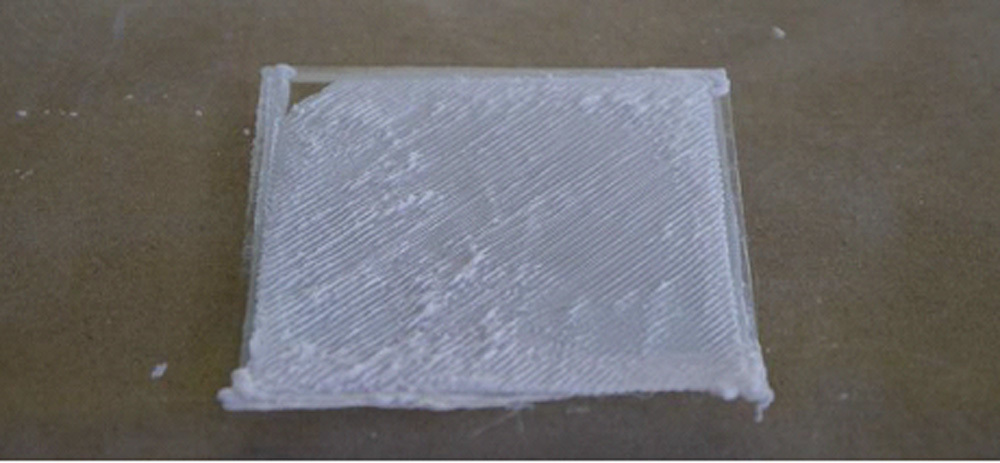
1.1. La buse est basse.
Le plastique extrudé au passage suivant se superpose au plastique extrudé dans le passage précédent, formant une surface ondulée.
Contrôleur intelligent 3D avec moniteur
Cette imprimante a la capacité de connecter
le contrôleur 3D Smart pour la configuration hors ligne des modes de fonctionnement et l'impression à partir d'une carte SD.
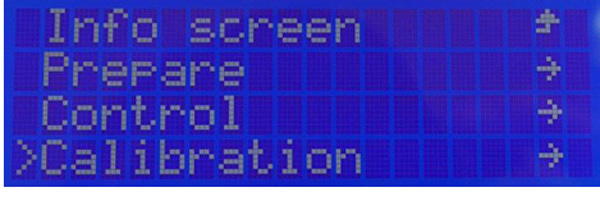
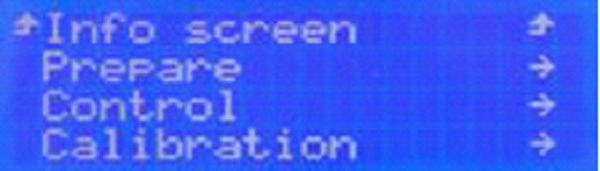
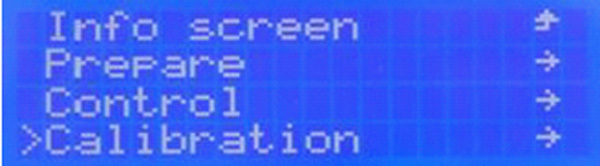
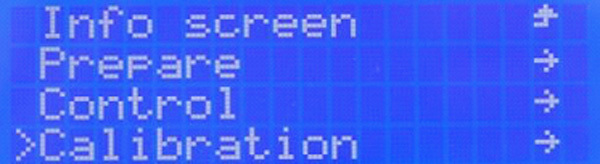
1.2. Nous allons dans le menu de contrôle de l'imprimante, appuyez une fois sur le bouton de l'encodeur.
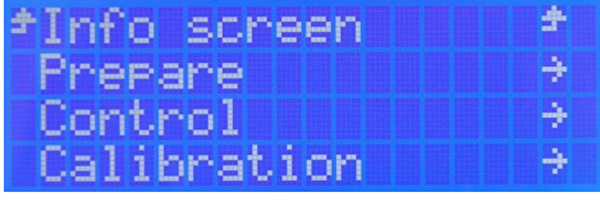
1.3. Tournez le bouton de l'encodeur, sélectionnez l'onglet «Calibration».
Après avoir sélectionné cet élément, cliquez une fois sur l'encodeur.
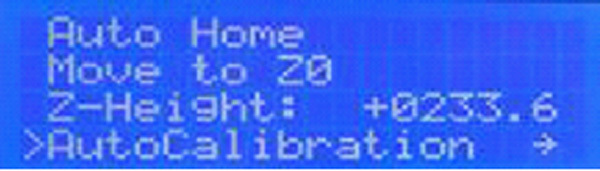
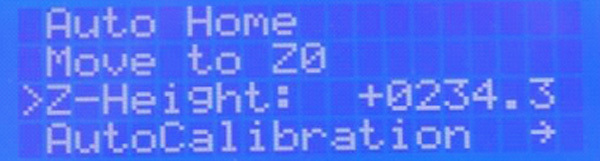
1.4. Tourner le bouton de l'encodeur sélectionne l'onglet «Hauteur Z».
Nous sélectionnons cet article en cliquant une fois sur l'encodeur.
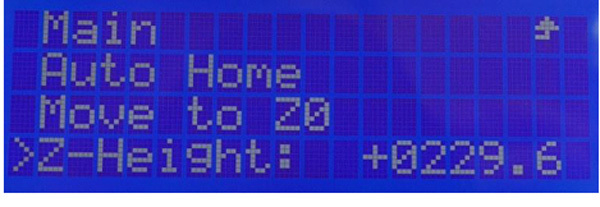
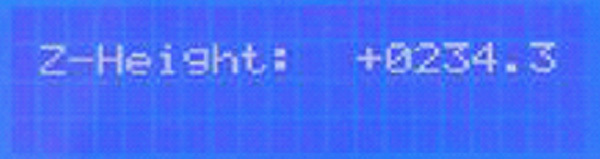
1.5. En tournant lentement l'encodeur dans le sens horaire, nous modifions la valeur après la virgule décimale d'une unité, réduisant ainsi cette valeur.
1.6. La buse est haute, le plastique extrudé à la passe suivante se pose, formant un espace avec le plastique extrudé dans la passe précédente.

1.7. Nous réalisons les points 1.1 ... 1.4 décrits ci-dessus. En tournant lentement l'encodeur dans le sens antihoraire, nous modifions la valeur après la virgule décimale d'une unité, augmentant ainsi cette valeur.
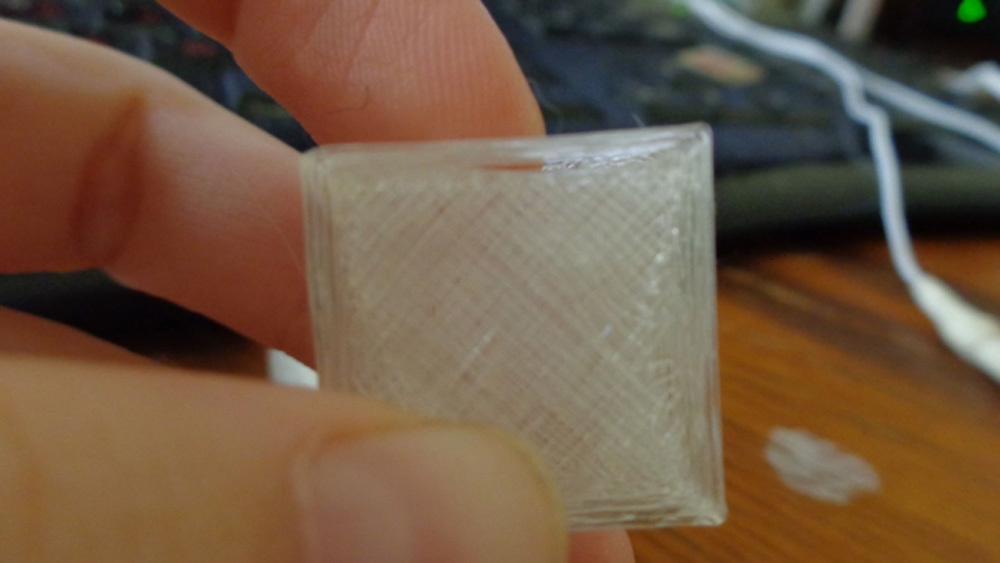
1.8. Sceller avec la hauteur de buse réglée correctement.
Le côté est dense, uniforme. Elle n'est pas encore écorchée.
Calibrage automatique
L'étalonnage automatique n'est nécessaire que si la hauteur de la première couche est différente sur toute la surface, c'est-à-dire la buse est haute sur un axe et la buse est basse sur l'autre axe.
2.1. Nous nous assurons qu'il n'y a pas de résidus de plastique sur la buse.
2.2. Vérifiez que la plate-forme et la tête d'impression de l'imprimante ne sont pas chauffées.
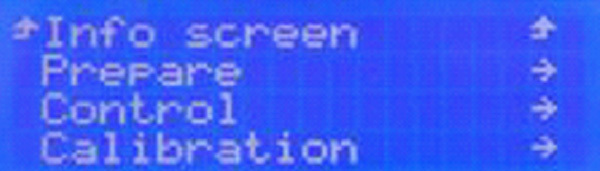
2.3. Nous allons dans le menu de contrôle de l'imprimante en appuyant une fois sur le bouton de l'encodeur.
2.4. Tourner le bouton de l'encodeur sélectionne l'onglet «Calibration». Ensuite, cliquez une fois sur l'encodeur.
2.5. Dans l'élément ouvert «Calibration», en tournant le bouton de l'encodeur, sélectionnez l'élément «AutoCalibratoin». Cliquez une fois sur l'encodeur.
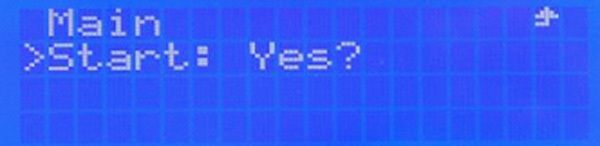
2.6. Pour démarrer l'étalonnage automatique, sélectionnez "Démarrer: Oui?" et cliquez une fois sur l'encodeur.
2.7. Une fois l'étalonnage terminé, l'imprimante émet un bip et déplace la tête d'impression entre les axes Y et Z.
2.8. Une fois l'étalonnage terminé, l'imprimante doit définir la hauteur de travail. Accédez au menu de commande de l'imprimante en appuyant une fois sur le bouton de l'encodeur.
2.9. Tourner le bouton de l'encodeur sélectionne l'onglet «Calibration». Cliquez une fois sur l'encodeur.
2.10. Tourner le bouton de l'encodeur sélectionne l'onglet «Hauteur Z». Cliquez une fois sur l'encodeur.
2.11. Tourner lentement l'encodeur vers la gauche / droite diminue / augmente la hauteur d'une unité après la virgule décimale (234,3-234,2).
2.13. Nous mettons une partie de la feuille d'album pour vérifier la distance requise entre la buse et le bureau. Il doit se déplacer entre la buse et la table avec un peu de friction. L'étalonnage est terminé.
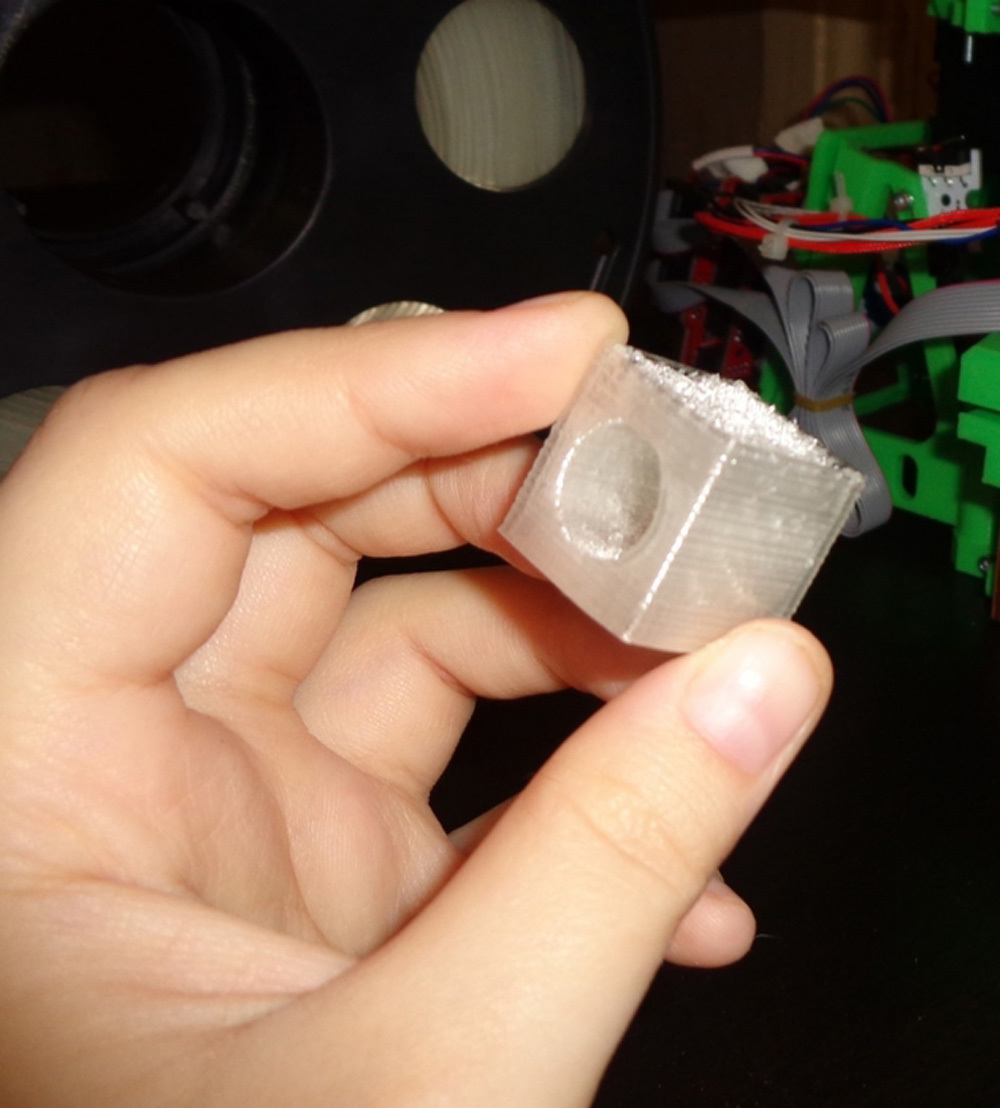
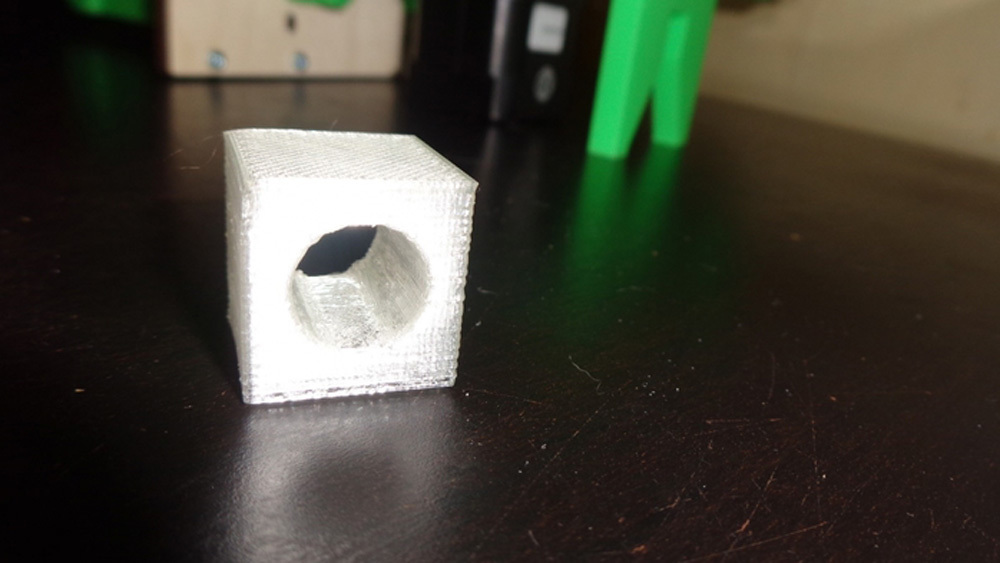
À la suite de l'impression sur une imprimante
3D START , nous obtenons un cube de test solide décent.
La connexion de l'imprimante
au contrôleur 3D Smart avec un moniteur n'est pas particulièrement difficile.
La troisième partie de l'examen est consacrée aux paramètres du moniteur.
Auteur Elena Zaitseva, Saratov