
Bonjour
Voici l'histoire de la façon dont nous avons testé le graveur laser à
laser solide . Ici, vous verrez: les caractéristiques de la machine, un aperçu du test de travail avec des photos et des vidéos, des échantillons de produits, les avantages et les inconvénients de l'appareil et l'impression générale de travailler avec lui.
Qu'est ce que c'est
LaserSolid 690
CARACTÉRISTIQUES
- Type de laser: CO2
- Puissance: 60 ou 80-100 watts (dans le test présenté à 100 watts)
- Taille du champ de travail: 900 x 600 mm
- Dimensions: 1500x1140x1050 mm
- Poids: 300 kg
- Port de données: USB 2.0
- Résolution: 2500 DPI
- Système de contrôle: Texas 32 DSP DSP
- Vitesse de gravure: logiciel limité à 250 mm / s; après modification des paramètres, il fonctionne bien jusqu'à 800 mm / s
- Types de fichiers: Plt, Dxf, Bmp, Ai, Dst
- Précision: 0,01 mm
- Alimentation: 110-220-240V / 50 ~ 60Hz
- Refroidissement: eau + air
- Type de moteur: pas à pas
- Prix: 384800 roubles (avec Reci W2 80-100W)
LaserSolid 690 est un découpeur et graveur laser avec une zone de travail de 900 par 600 millimètres. Il est équipé d'une puissance laser de 60, 80 ou 100 watts.
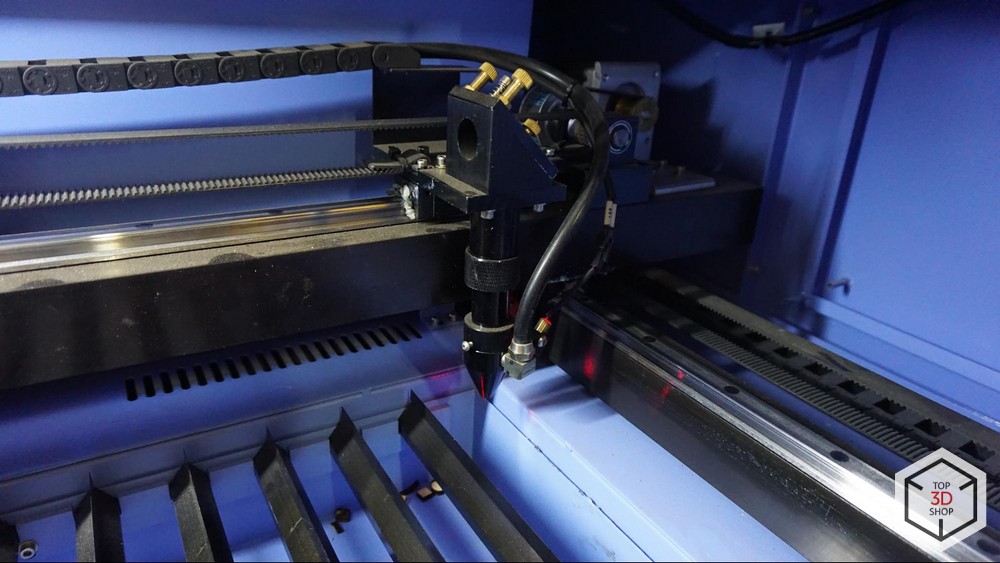
Les guides de rail en acier et les moteurs pas à pas sont conçus pour garantir la précision. Également sur la photo, nous voyons le système de refroidissement connecté au radiateur.
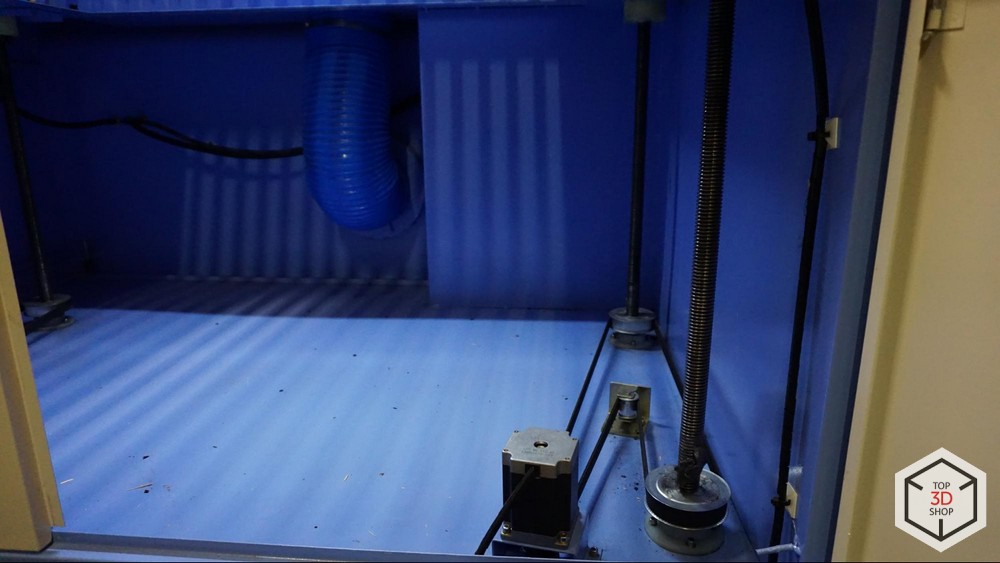
Conduit de ventilation pour éliminer les produits de combustion.
Vis à billes - pour des mouvements de précision.
La machine est utilisée pour couper et graver un grand nombre de matériaux différents - du tissu et du papier au bois, aux plastiques, au cuir et au linoléum. À leur sujet ci-dessous, dans une section distincte.

Paquet de paquet
Sur la photo, nous voyons, de gauche à droite, la rangée du haut: Chiller - un refroidisseur d'eau pour refroidir le tube laser, un compresseur pour le refroidissement par air de la tête de torche, un conduit d'air provenant d'un tuyau ondulé - pour connecter un ventilateur d'extraction, un câble Ethernet - pour connecter l'appareil à un réseau local, un câble USB pour se connecter à un ordinateur; dans la rangée du bas: des pinces pour connecter le conduit d'air, un tuyau pour l'alimentation en air du système de refroidissement, le câble d'alimentation principal de la machine, un ensemble d'outils pour l'assemblage, un disque logiciel.
Le ventilateur d'échappement n'est pas entré dans l'image - le voici, rond, en arrière-plan:

Il aspire les produits de combustion contaminés de la machine et les évacue par l'ondulation du conduit dans la ventilation. Seule l'ondulation est incluse dans le kit pour le raccordement à la machine, le deuxième conduit est utilisé pour la sortie vers la ventilation, il est acheté séparément.
L'installation

Pour le fonctionnement, il est nécessaire de connecter la machine au refroidisseur et au compresseur. Le refroidisseur refroidit l'eau et, à travers les tubes de la machine, la distribue au tube laser.

L'eau passe à travers la bobine à l'intérieur du laser, refroidissant l'élément rayonnant, puis rejetée dans le refroidisseur.

Sur la photo ci-dessous: tubes transparents dans la paroi arrière de l'appareil - entrée et sortie d'eau du refroidisseur, un tube noir entre eux - alimentation en air du compresseur, pour refroidir la tête de la torche.
Sur le panneau arrière du refroidisseur, nous voyons des tubes d'entrée et de sortie d'eau, un fil d'alimentation - il se connecte également à la machine et un tube noir de plus petit diamètre - c'est une connexion à un capteur de pression qui surveille l'absence de fuites. Le réservoir du refroidisseur est pré-rempli d'eau distillée à travers le col sur le panneau supérieur - un couvercle rond en métal.


Sur la photo ci-dessous: (1) connexion de la machine au secteur, (2,3,4) prises pour connecter le refroidisseur, le compresseur et le ventilateur, (5) tube du capteur de pression, (6) fil jaune - masse, dessous - fusibles.
Ainsi, pour connecter la machine à tout le reste, vous n'avez besoin que d'une seule prise - un câble est inclus qui alimente la machine via le connecteur (1), et les appareils associés sont alimentés par la machine (2,3,4).
Le ventilateur d'extraction est relié par un conduit en tube ondulé à la machine.

Ce conduit passe à l'intérieur de la machine vers la zone de travail, d'où il évacue l'air fumé, qui est ensuite évacué vers la ventilation.

Logiciels
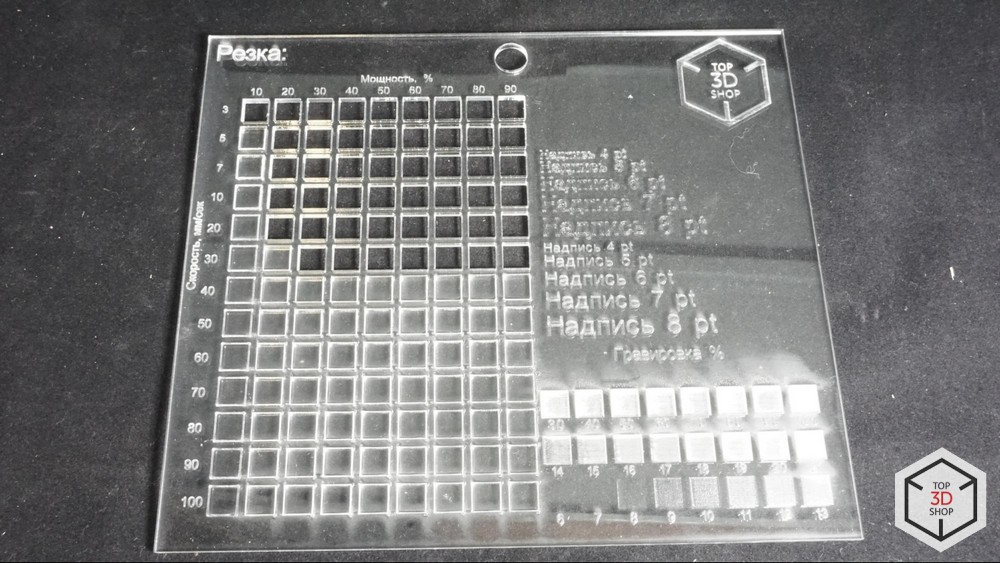
AutoLaser est un programme simple pour créer des lignes de coupe. Format DXF utilisé. Il est toujours nécessaire d'enregistrer la puissance et la vitesse de chaque matériau, en fonction de l'épaisseur, en compilant un tableau qui sera très utile au travail.
Pour créer ou convertir des images au format DXF, vous avez besoin d'une application graphique vectorielle tierce, par exemple, Corel Draw. Si l'image est un raster, elle doit être convertie en vue monochrome n / b.
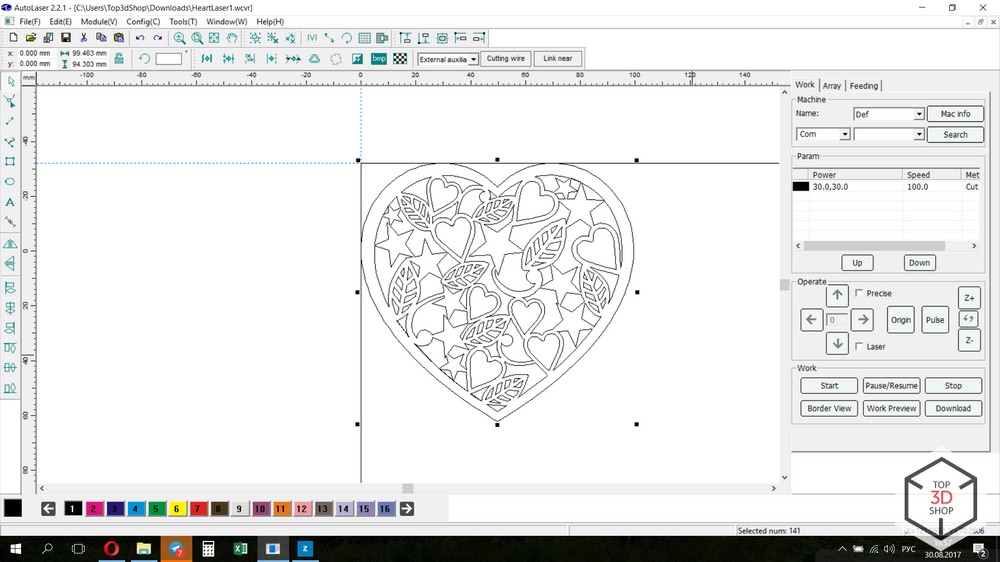
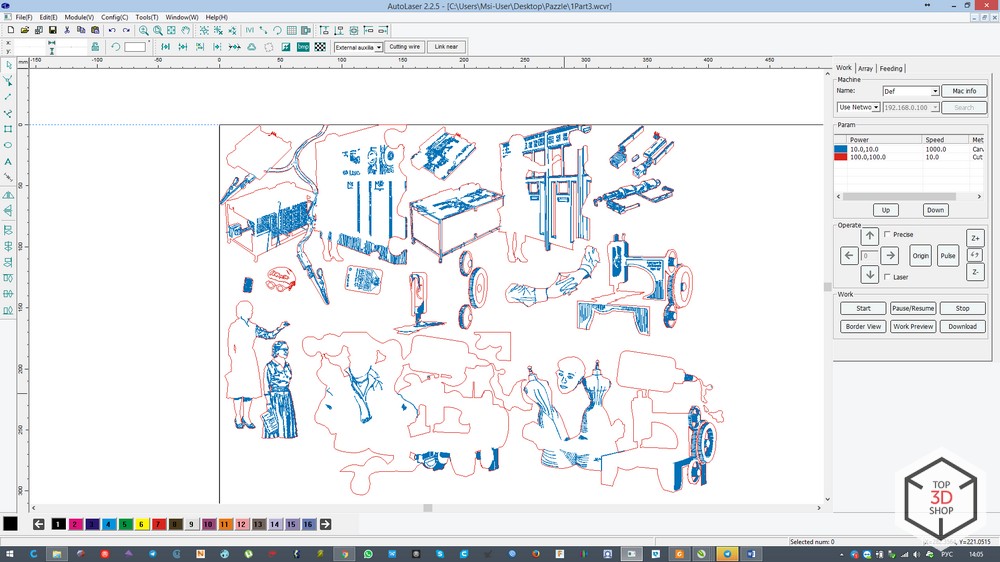
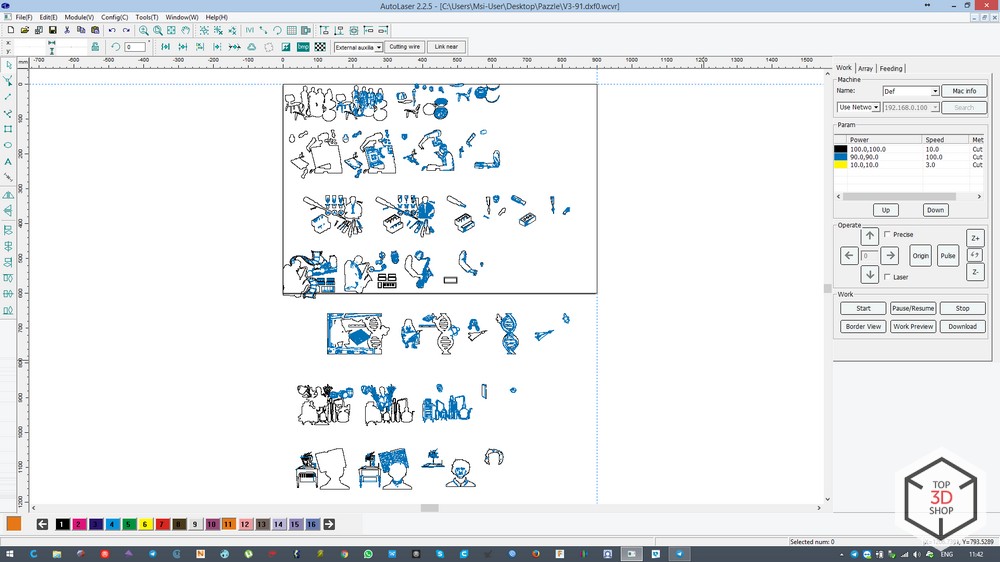
Le programme ressemble donc à un graphique de test:
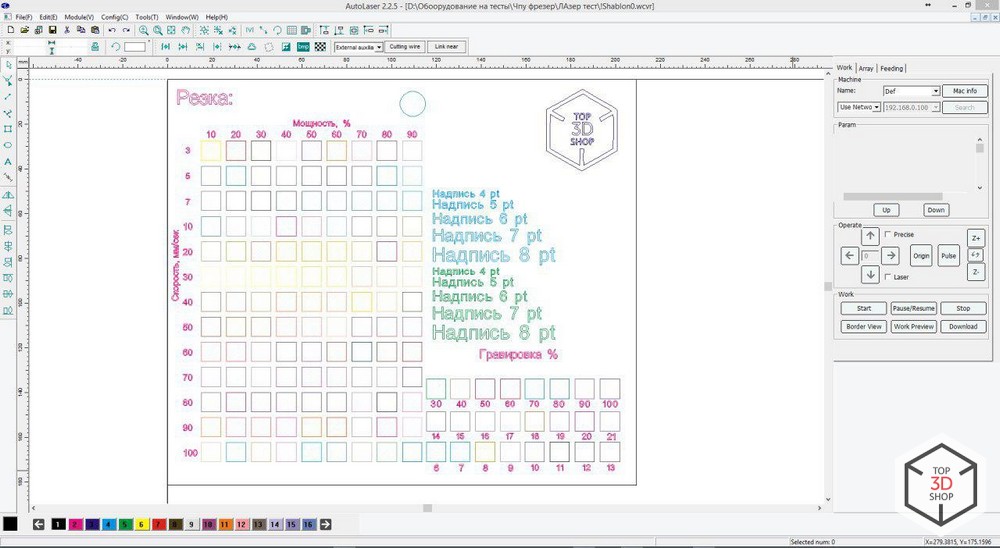
Important: le programme AutoLaser vous permet de configurer jusqu'à 256 processus différents dans un même fichier de tâches - par exemple, chaque détail du projet peut être défini selon son propre mode de fonctionnement, sa vitesse et sa puissance, obtenant une intensité d'exposition différente. Dans la capture d'écran ci-dessus, vous pouvez voir les éléments mis en évidence dans différentes couleurs - ce sont des processus différents.
Après avoir défini les dimensions globales de la table de la machine laser, 900x600 mm, vous pouvez pré-organiser tous les éléments du projet aussi efficacement que possible, ce qui vous permettra de ne pas laisser de feuilles à moitié vides.
Aperçu du poste
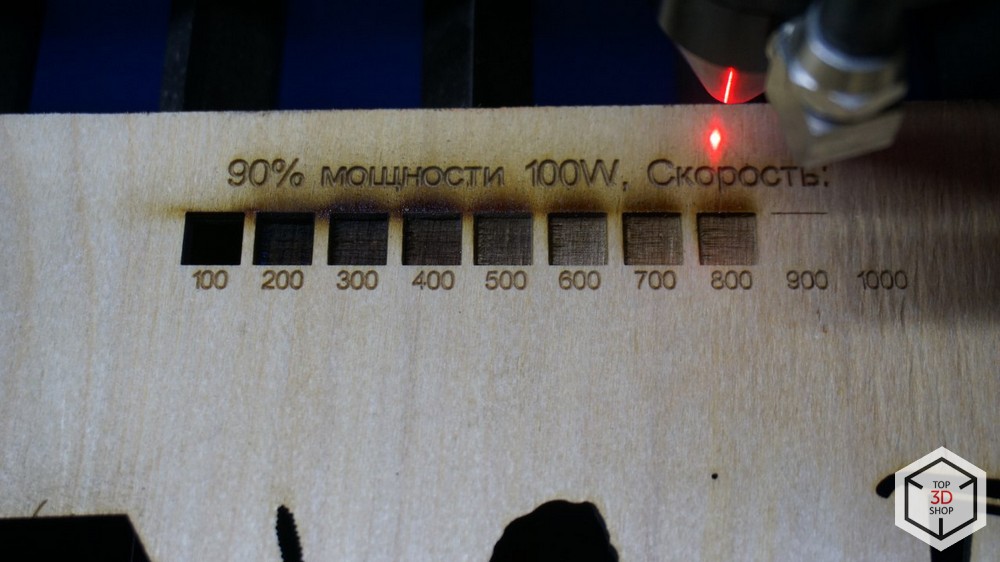
Les premiers tests ont été effectués sur du contreplaqué d'une épaisseur de 9,3 mm. Le pouvoir de gravure du mot «inscription» est de 8%, les nombres grillés autour des carrés sont de 15%.
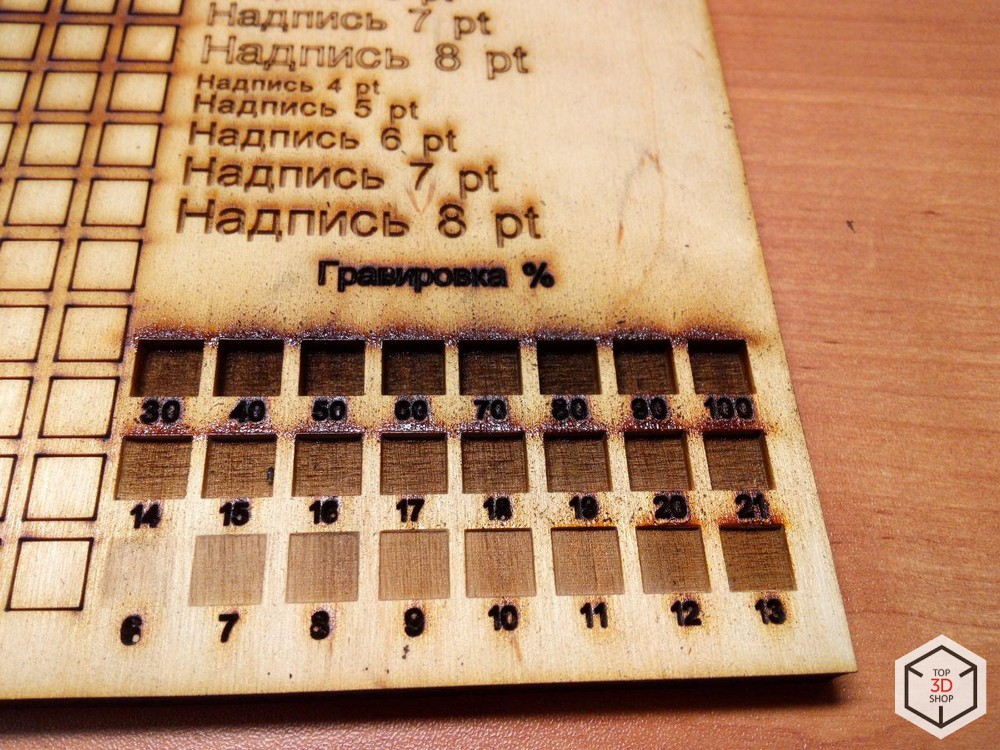
Le test a montré plusieurs points généraux:
a) En cas de brûlure excessive, coupe rapide à pleine puissance, il reste de la suie, ce qui nécessite un nettoyage et / ou une peinture ultérieurs.
b) Pour les petites polices, la gravure est plus importante que la découpe des contours. Pour les grands, les deux processus sont bien adaptés.
c) Le faisceau laser laisse une marque notable sur le contreplaqué à partir d'une puissance de 7%.

Test sur contreplaqué de 4,3 mm: puissance - 80%, vitesse - 30 mm / sec.
Dans certains endroits, il y a une sous-coupe, il s'avère que le contreplaqué est inégalement couché.
Solution: réduisez la vitesse de coupe pour assurer une disposition uniforme du matériau.

La découpe s'effectue selon l'algorithme suivant:
- Préparation d'une image dans Corel Draw
- Téléchargez une esquisse dans AutoLaser
- Configuration de processus dans AutoLaser
- Enregistrement sur un lecteur flash au format .out
- Téléchargement d'un fichier à partir d'un lecteur flash vers la mémoire laser
- Sélection du fichier mémoire
- Zéro relatif
- Vérification de la mise au point
- Couper. Dans le processus, vous pouvez ajuster la puissance et la vitesse


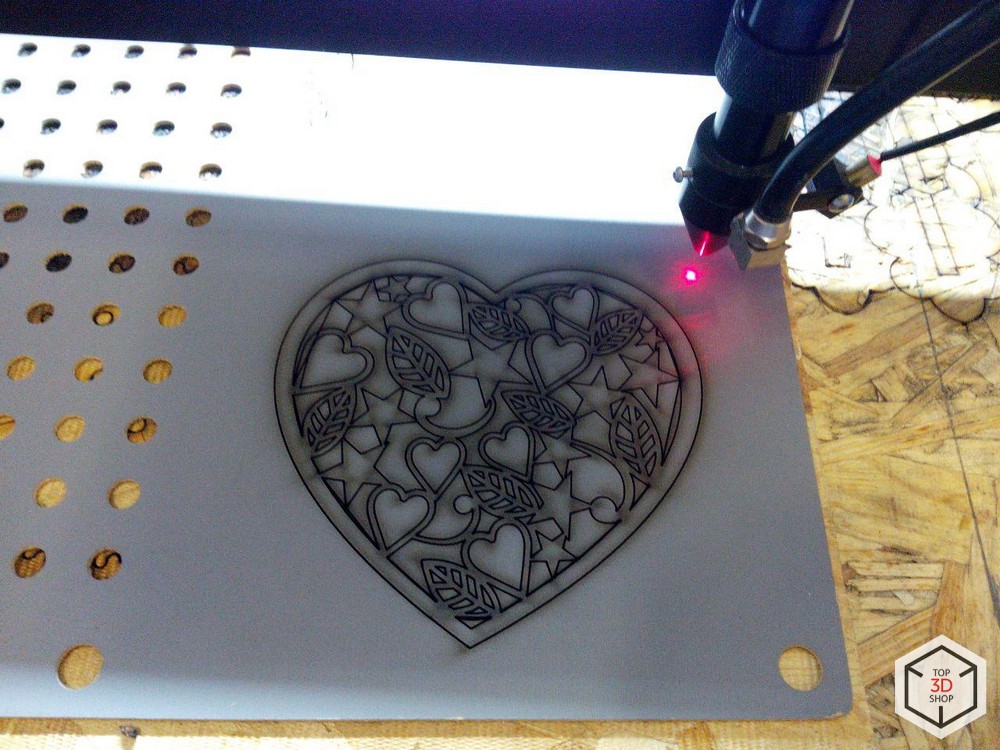
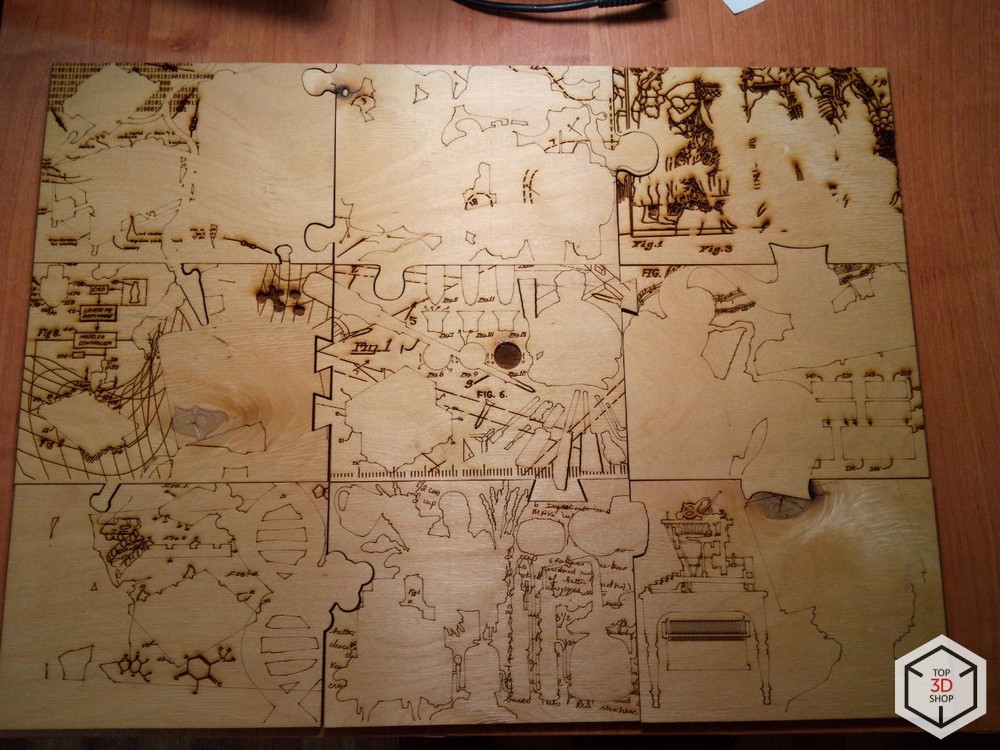
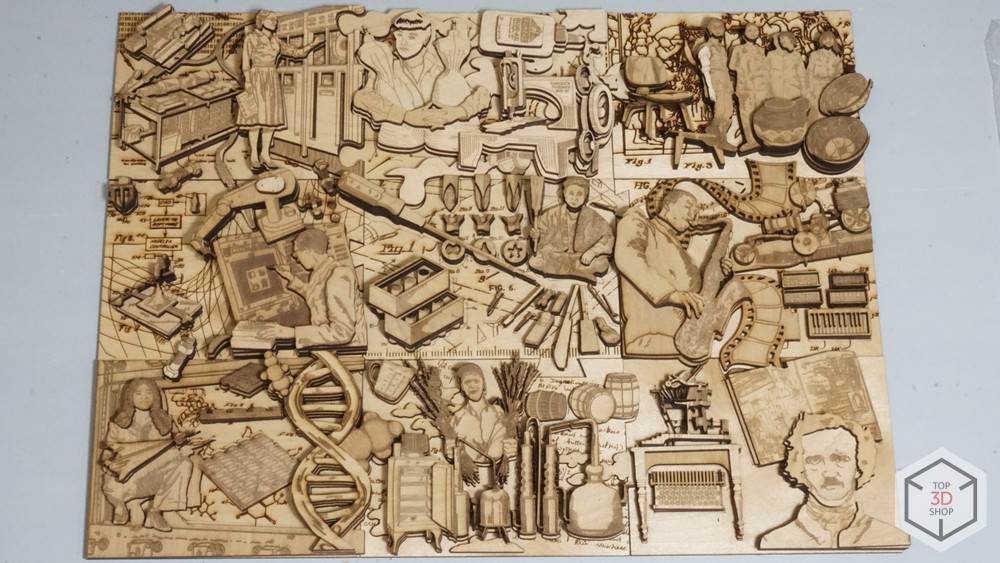
Nous avons trouvé un puzzle intéressant sur le net - une mosaïque avec divers personnages du monde de la science et de la culture, préparé le modèle pour le travail et le découper dans du contreplaqué.
Voici la gravure de la première couche:
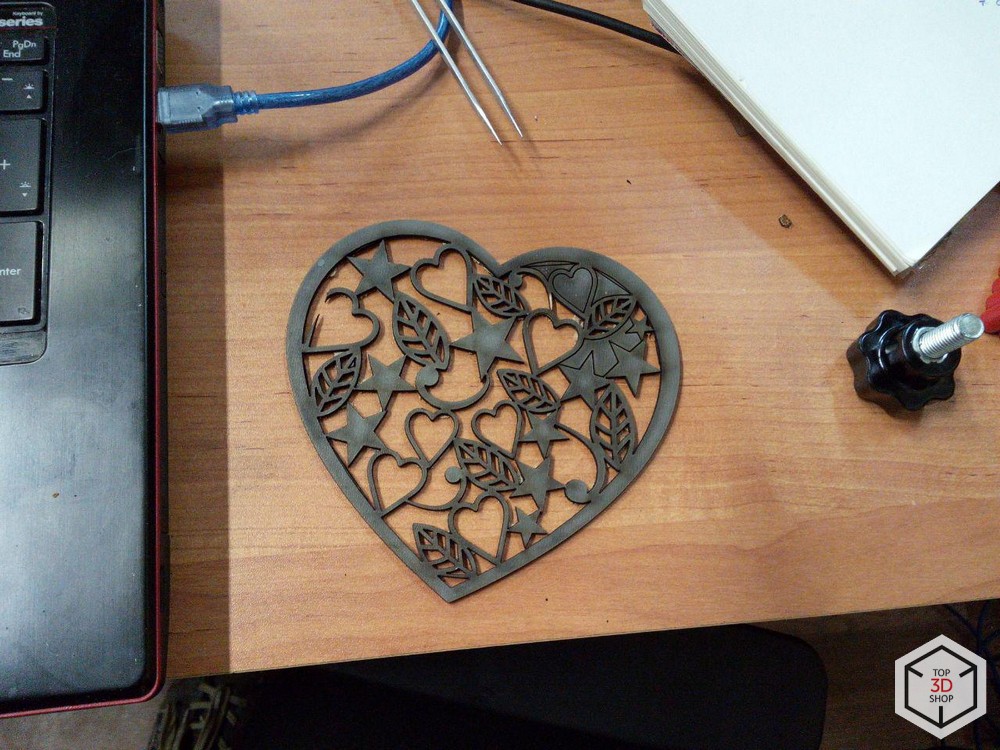
Assemblage
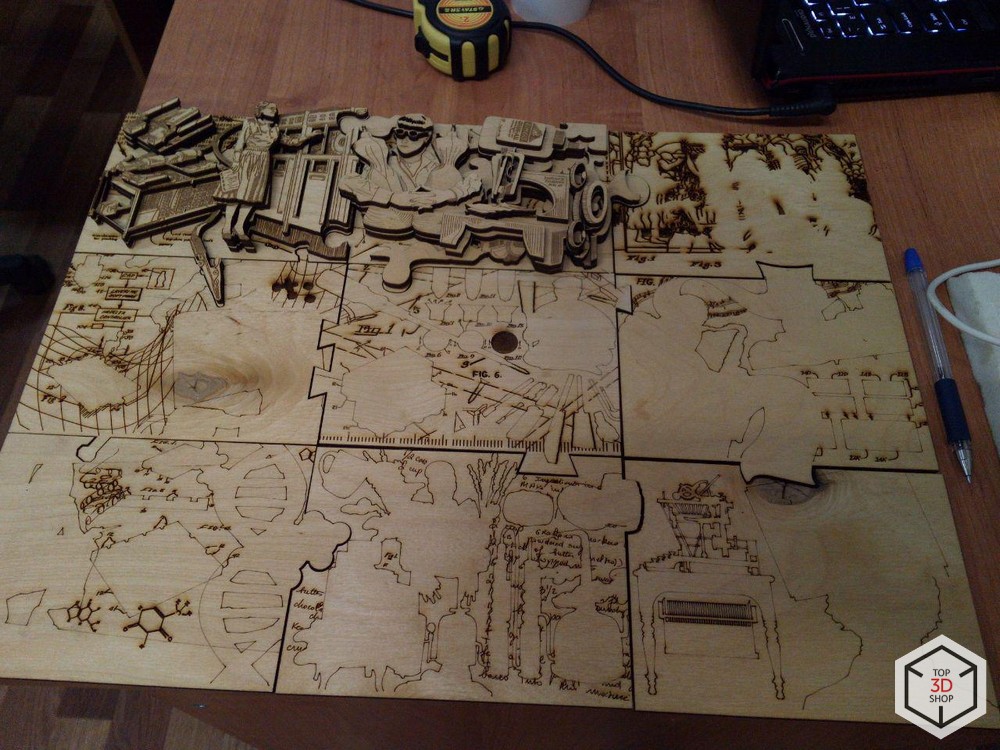
Produit fini.
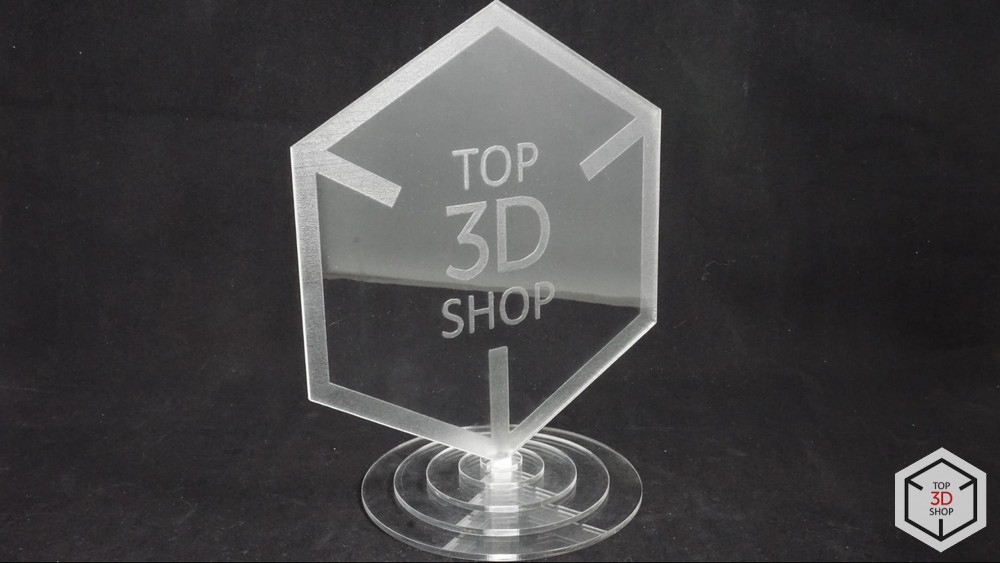
Gravure et découpe acrylique. L'acrylique est l'un des matériaux les plus populaires dans la production publicitaire, il était impossible de l'ignorer et nous avons réalisé plusieurs échantillons.

Matériaux
Les principaux matériaux pour la découpe laser sont: le balsa, le papier, le Whatman, les panneaux de fibres, le bois, l'isolon, la pierre artificielle, le carton, le cuir - naturel et artificiel, le stratifié, le linoléum, le plexiglas, le PVC, le panneau de mousse, la mousse de polystyrène, la mousse de polyuréthane, divers plastiques, films - en y compris auto-adhésif, polypropylène, polystyrène, caoutchouc mousse, PET, caoutchouc, textolite, thermoplastique, tissu, contreplaqué, placage.
Balsa
Le balsa est coupé à grande vitesse et avec une grande précision. Ce matériau est souvent utilisé dans la fabrication de divers types de modèles et de dispositions, lorsque la précision du suivi du dessin est importante, en particulier pour les pièces de très petites tailles.
Le papier
Le papier est bien coupé et à grande vitesse, 100-800 mm / s. La plupart des types de papier ont une carbonisation du bord lors de la découpe, le matériau doit donc être testé à l'avance afin de choisir le bon mode.
Bois
Le bois est découpé au laser à une vitesse de 5-15 mm / s, selon la race et l'épaisseur de la feuille, et les feuilles de conifères sont mieux coupées. Dans le bois de certains bois durs, la carbonisation du bord est possible pendant la coupe, donc le matériau doit être testé avant le traitement et sélectionné pour la vitesse et la puissance. La couleur du bord de la coupe peut dépendre de l'épaisseur de la feuille. De plus, pour obtenir un produit de qualité, vous devez souvent tenir compte de la taille et de la direction des fibres de bois.
Carton et carton mousse
Le carton est découpé au laser à une vitesse d'environ 70 mm / s. Une découpe précise des moindres détails est possible, ce qui est idéal pour l'impression à petite échelle, divers décors, des motifs de découpe à usage artistique.
Cuir
Le cuir artificiel et véritable est parfaitement coupé. Des feuilles minces de cuir peuvent devoir être fixées pour une coupe uniforme, mais en général, la peau de toute qualité et de toute épaisseur est parfaitement coupée.
Linoléum
Le linoléum est bien découpé au laser à une vitesse de 15 mm / s. Res est lisse.
Plexiglas
Le polyméthacrylate de méthyle, également connu sous le nom d'acrylique, est l'un des matériaux les plus couramment utilisés dans la publicité et la conception, car le plexiglas est très populaire comme matériau pour le traitement au laser. Il est très bien découpé avec une machine laser, la vitesse est d'environ 20 mm / s pour une feuille de 3 mm d'épaisseur. De plus, le plexiglas se plie bien, donc la découpe, combinée à la flexibilité, permet de créer des produits aux formes les plus complexes.
PVC
Le PVC est découpé au laser à une vitesse de 20-25 mm / s, avec une épaisseur de matériau de 3 mm. Il y a aussi des inconvénients. Premièrement, pour le traitement au laser, les feuilles de PVC ne doivent pas être plus épaisses que 20 mm, avec une augmentation d'épaisseur, les bords du matériau commencent à se carboniser. Sur les spécimens minces, les bords de la coupe deviennent souvent brun clair. Deuxièmement, lorsqu'il est chauffé, le PVC émet des fumées toxiques qui doivent s'altérer pendant un certain temps avant que le produit puisse être utilisé. Ils peuvent être enlevés rapidement en lavant le produit avec une composition spéciale.
Mousse de polyuréthane
La mousse de polyuréthane est coupée au laser bien et rapidement. La résolution est uniforme, la couleur ne change pas après le traitement.
Les plastiques

En ce qui concerne le traitement au laser des matériaux, les plastiques sont généralement compris comme des plastiques spéciaux pour la découpe et la gravure au laser, tels que Rowmark et IPI. Ces plastiques sont coupés très efficacement et rapidement, à une vitesse d'environ 20 mm / s, avec une épaisseur de 3 mm. Utilisé pour la découpe et la gravure de joints, pour la fabrication de plaques, de chiffres, d'étiquettes, de porte-clés, etc.
En règle générale, d'autres types de plastiques sont également bien coupés assez rapidement, mais chacun d'eux peut avoir ses propres caractéristiques.
Polystyrène
Le polystyrène n'est pas coupé très rapidement, la vitesse de coupe est généralement d'environ 10 mm / s, avec une épaisseur de tôle de 3 mm. La qualité de coupe est satisfaisante.
Caoutchouc mousse
Le laser découpe la feuille de caoutchouc mousse jusqu'à 100 mm d'épaisseur. Avec l'augmentation de l'épaisseur de la mousse, il est nécessaire d'augmenter la distance focale de la lentille, tandis que la largeur de la coupe augmente. Pour le caoutchouc mousse d'une épaisseur de 100 mm, la largeur de coupe est de 3 mm.
Pet
Le PET est coupé à une vitesse de 45 à 50 mm / s, pour une épaisseur de 1 mm. Comme le plexiglas, le PET se plie bien, ce qui vous permet d'en fabriquer des produits en vrac. Le PET est un matériau très bon marché, il est donc souvent utilisé dans la conception de stands temporaires ou peu coûteux. De plus, les pochoirs sont souvent découpés dans du PET pour diverses tâches.
Caoutchouc
Le caoutchouc est bien coupé avec un laser. La découpe laser est utilisée pour la fabrication de tampons et de cachets. Lors du traitement de certains types de caoutchouc, la carbonisation du bord de la coupe est possible - vous devez sélectionner des matériaux éprouvés ou effectuer un test de coupe.
Textolite
La textolite est coupée au laser lentement et avec une forte carbonisation du bord. La découpe de textolite avec un laser au dioxyde de carbone n'est possible qu'à de faibles épaisseurs - jusqu'à 2 mm.
En tissu
Le tissu est bien coupé et rapidement, en raison de la faible épaisseur. Les bords ne sont pas carbonisés lors de la découpe, la découpe laser peut donc être utilisée dans la fabrication d'applications et pour la découpe. La plupart des machines laser modernes sont livrées avec une plaque en nid d'abeille spéciale qui vous permet d'obtenir une découpe de tissu de haute qualité. Avec cette machine, elle n'est pas incluse, mais elle est disponible en option.
Contreplaqué
Le contreplaqué est bien coupé et gravé, comme vous pouvez le voir en regardant la vidéo dans cet article. Pour une feuille de contreplaqué de trois millimètres, la vitesse de coupe est d'environ 20 mm / s. En raison de la popularité du contreplaqué dans la vie quotidienne et la production, ainsi qu'en raison de la haute qualité du traitement au laser, le contreplaqué est l'un des matériaux les plus populaires pour la découpe laser. Comme dans le cas du bois, la qualité de la coupe peut dépendre du type de bois à partir duquel il est fabriqué et de la qualité de la feuille de contreplaqué elle-même. Les bords de la coupe peuvent s'assombrir lors de la coupe du contreplaqué de bois dur. Lorsque vous placez la pièce dans la machine, il convient de prendre en compte la direction des fibres de bois sur la feuille.
Placage
Le placage est coupé et gravé rapidement. Pour chaque échantillon de placage de béton, vous devez sélectionner votre propre mode, en fonction de la densité du matériau, et choisir la direction de coupe. La coupe peut s'assombrir, mais elle n'est pas très visible
Les métaux
Lorsque vous travaillez avec des métaux, seules les vitesses de gravure les plus faibles à puissance maximale sont efficaces.
Sur une moitié de l'échantillon d'acier, le laser ne pouvait que brûler la rouille.

Sur une surface préalablement nettoyée du même échantillon, après une exposition maximale, le résultat est plus visuel.

Avantages et inconvénients de la machine
Avantages
- Installation facile de la machine.
- Les processus définis dans AutoLaser sont exécutés automatiquement; l'opérateur n'a qu'à allumer la machine et à l'éteindre une fois terminé.
- La qualité de construction est bonne, sur un solide quatre. Compte tenu du faible prix de la machine - un avantage certain.
- Manque de pièces en plastique dans les parties clés du mécanisme.
- Logiciel simple et intuitif, ouvrez les paramètres dans le menu laser - vous pouvez définir des valeurs arbitraires de vitesse et de puissance.
Inconvénients
- Le revêtement cellulaire pour la table est fourni séparément, il n'est pas inclus.
- Lorsque vous coupez un grand nombre de petites pièces, vous pouvez perdre ces pièces dans le compartiment intérieur, sous la table d'abaissement. Il ne faut pas oublier qu'ils peuvent y tomber.
- Le logiciel vous permet de régler la vitesse à 1000 mm / sec., Mais la cinétique ne peut pas faire face. Un travail stable de haute qualité est possible jusqu'à 800 mm / s, pour 900-1000 le faisceau commence à "marcher".
Subtilités et astuces
Empiriquement, nous avons constaté que le réglage de la saturation des couleurs avec différentes puissances laser est la mauvaise approche. Obtenir une densité de remplissage différente doit utiliser un degré différent de remplissage de la surface des éléments avec des pixels. La gravure vectorielle continue n'est utile que pour les contours et la découpe.
Lors de la découpe et de la gravure en même temps, il est recommandé de graver d'abord les dessins sur la feuille, puis de couper les composants.
Lors de la gravure, il est recommandé de configurer chaque élément comme un processus distinct. Cela est dû au fait que la gravure se déroule strictement dans une direction - lors du chargement de l'ensemble du projet avec une seule image, la machine effectuera de nombreuses passes au ralenti. La division d'un projet en un grand nombre de sites de gravure individuels permet de gagner du temps. Une feuille de matériau peut être coupée et gravée dans une rangée pendant environ 6 heures, et avec la division correcte de la tâche en contours séparés - 2 heures.
Il est également devenu évident en travaillant avec la machine que la qualité du résultat est plus élevée dans les modes de gravure unidirectionnels.
Il existe plusieurs modes dans le logiciel: horizontal-unidirectionnel, horizontal-bidirectionnel, verticalement unidirectionnel, verticalement bidirectionnel. Les bords les plus nets sont obtenus avec la gravure unidirectionnelle, et la direction elle-même - verticale ou horizontale - est définie en fonction des caractéristiques du modèle et du matériau.
Tout le matériel de découpe laser doit être stocké horizontalement et protégé de l'humidité, la feuille doit être plate et ne pas plier sur la table lors de la découpe et de la gravure, sinon la mise au point laser au point sera incorrecte et une sous-découpe et une gravure de mauvaise qualité sont possibles.
Si vous n'êtes pas sûr que votre projet tiendra sur la table, vous pouvez démarrer le processus sans allumer le laser, au repos, pour vérification.
Le faisceau laser va à la tête à travers un système de miroirs, si nous ne le voyons pas, cela ne signifie pas qu'il n'est pas là - observez la tuberculose, portez des lunettes de sécurité et n'allumez pas le laser avec le couvercle ouvert. Sur le panneau de commande, il y a non seulement un bouton d'arrêt d'urgence pour le processus, mais aussi un bouton pour éteindre l'émetteur.
Résumé
LaserSolid 690 est un graveur laser professionnel. Efficace pour travailler avec une large gamme de matériaux, dans la fabrication d'articles promotionnels et promotionnels, de souvenirs, d'éléments de conception de meubles et de décoration intérieure. Il peut également être utilisé dans la fabrication d'étuis pour divers appareils, la découpe de matériaux souples pour la couture et de nombreuses autres fins.
La machine est assemblée efficacement, facile à installer et à utiliser. Il a ses propres inconvénients, que nous avons énumérés ci-dessus, mais l'impression générale de travailler avec lui est positive.
Nos experts sur le site Web de
Top 3D Shop vous aideront toujours à choisir les lasers CNC et les fraiseuses pour tous les usages.
Vous voulez des nouvelles plus intéressantes du monde de la technologie 3D?
Abonnez-vous à nous sur le social. réseaux:


