Section 1. Pertinence
Actuellement, la coagulation endovasale au laser des varices (EVLK) est un traitement moderne et efficace pour les varices. La composition des dispositifs médicaux pour la coagulation laser des varices comprend un instrument à fibres (fibre) avec une sortie de rayonnement radial (Fig.1), à travers lequel le rayonnement affecte directement le tissu biologique. L'efficacité et la sécurité du traitement dépendent de la configuration et de la qualité du traitement de cet outil.
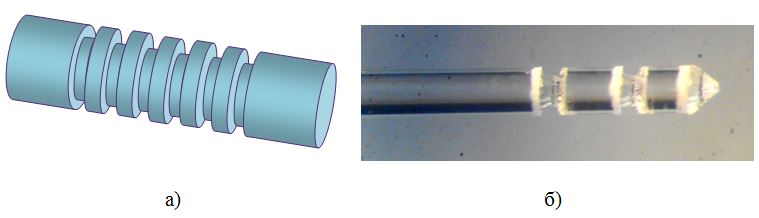 Fig.1 Relief possible de la fibre du guide de lumière: a) - modèle de la pièce, b) image agrandie de la pièce traitée
Fig.1 Relief possible de la fibre du guide de lumière: a) - modèle de la pièce, b) image agrandie de la pièce traitéePour le traitement par rayonnement laser, la fibre optique est montée dans la cartouche à came d'un tour spécial. Le processus d'installation comprend le basage et la fixation. La position réelle de la pièce installée diffère de celle requise par un certain écart - erreur d'installation:
\ begin {eqnarray}
\ triangle \ varepsilon_y & = & f (\ triangle \ varepsilon_, \ triangle \ varepsilon_),
\ end {eqnarray}
-
- erreur de base, mm;
-
- erreur de fixation, mm.
Dans le processus de production de masse, la fibre traitée est installée sans alignement. Dans le cas général, l'axe géométrique de la fibre ne coïncide pas avec l'axe de rotation de la cartouche, ce qui conduit à un faux-rond L lors de la rotation de la pièce.
Les données expérimentales sur les mesures de battement lors de la fixation de différents diamètres des fibres traitées ont montré que sa valeur peut atteindre 250 μm, ce qui ne permet pas le traitement de la fibre par rayonnement laser avec une précision suffisante pour une utilisation pratique. L'élimination des coups produits par le réglage des mâchoires du mandrin n'est pas acceptable en raison de la complexité élevée, de l'évaluation subjective longue et significative de la personne - l'opérateur de la machine dans la suffisance d'éliminer les coups. Par conséquent, une tâche urgente est posée: développer un principe qui offre une compensation pour le faux-rond pendant le traitement d'une fibre.
Section 2. Description de l'installation
La machine pour le traitement laser de la fibre est une table motorisée, assurant le mouvement de la fibre dans les trois axes longitudinaux X, Y, K et la rotation dans les axes E et W (Fig.2).
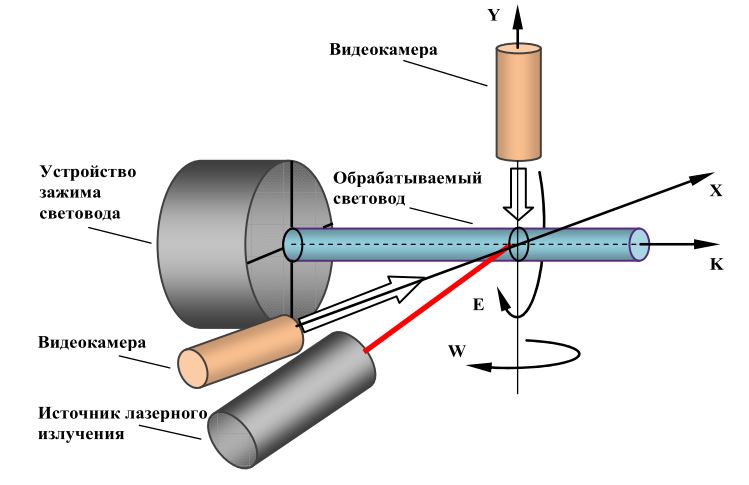 Fig. 2 - Un schéma explicatif du schéma d'installation
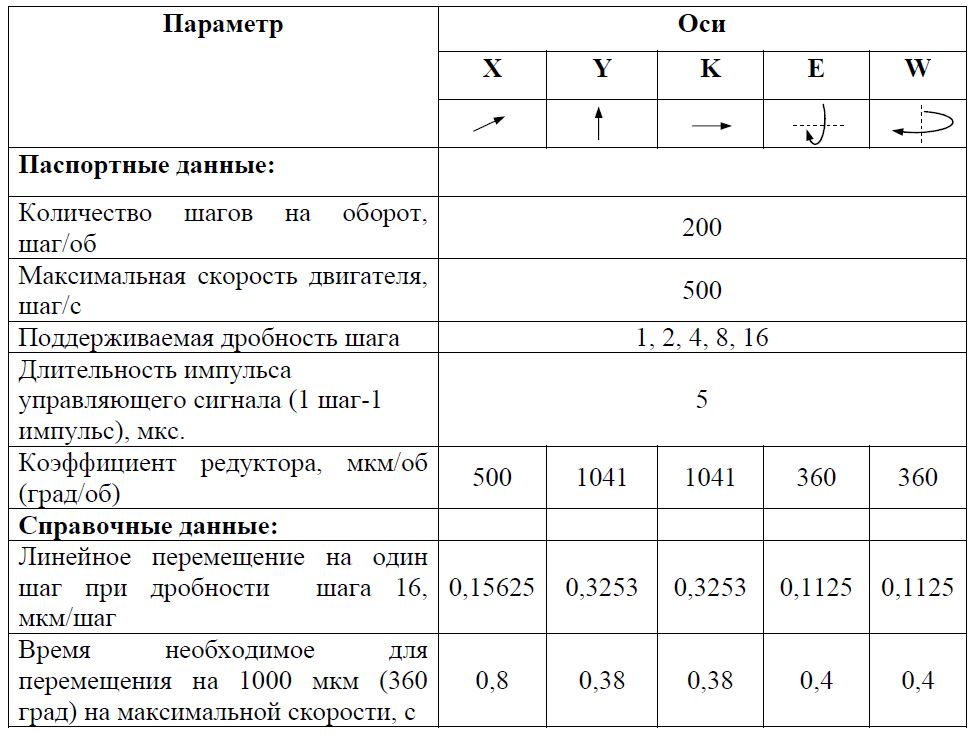
Fig. 2 - Un schéma explicatif du schéma d'installationLe mouvement le long des axes X, Y, K est assuré par le moteur à engrenages à vapeur, le long des axes E et W - le moteur. Le moteur est un moteur pas à pas contrôlé par un contrôleur - pilote local (Toshiba TB6600HG). Les signaux d'entrée du pilote sont deux signaux de niveau TTL fournissant la direction et la vitesse de rotation du moteur pas à pas. La vitesse de rotation est définie par le taux de répétition des impulsions rectangulaires. L'arbre de sortie du moteur de chacun des axes X, Y, K est relié rigidement à la boîte de vitesses, ce qui permet de changer le type de mouvement en rotation à l'entrée en translation à la sortie. Le mouvement le long des axes X, Y, K est limité des deux côtés par des capteurs d'extrémité. Le système de contrôle de position sur chaque axe est ouvert. Les paramètres techniques des entraînements d'axe sont présentés dans le tableau. 1.
Tab. 1 - Paramètres techniques des entraînements d'axe
L'objet de traitement est une fibre d'un diamètre de 330 μm, qui est fixée dans un dispositif de serrage - une cartouche (Fig.2). La cartouche assure la fixation et la rotation de la fibre.
L'outil de traitement est un laser CO2 d'une longueur d'onde de 11 microns.
Section 3. Compensation de battement
3.1 énoncé du problème
Lors du serrage d'une pièce - une fibre dans le mandrin de la machine, son centre
obtient un décalage - L par rapport au centre de la cartouche - point
(centre du système de coordonnées). Ce décalage a une signification différente pour chaque appareil. Lors de la rotation de la Fig.4a, le centre de la fibre
décrit un cercle de rayon L - la quantité de faux-rond. La tâche consiste à réduire le rythme cardiaque.
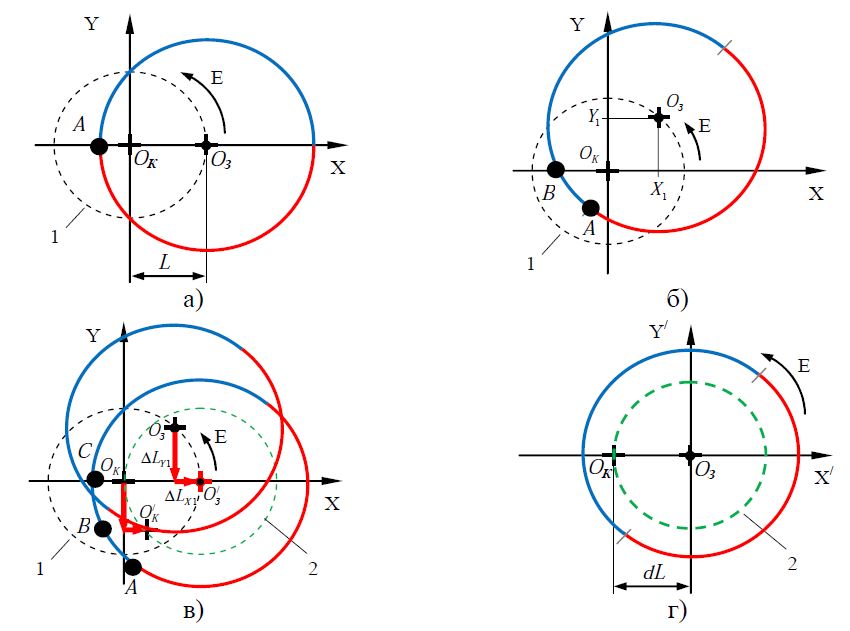 Fig. 4 - L'emplacement relatif de l'axe de la cartouche et de la fibre fixe lors de la rotation: a) la quantité de faux-rond lors de la fixation de l'échantillon dans la cartouche de la machine; b) rotation de la cartouche de 45 degrés en une seule étape du moteur; c) l'introduction d'amendements correctifs à la position de l'axe de la cartouche; g) le mouvement de l'axe de la cartouche par rapport à l'axe fixe de la fibre avec compensation pour chaque étape du moteur.
Fig. 4 - L'emplacement relatif de l'axe de la cartouche et de la fibre fixe lors de la rotation: a) la quantité de faux-rond lors de la fixation de l'échantillon dans la cartouche de la machine; b) rotation de la cartouche de 45 degrés en une seule étape du moteur; c) l'introduction d'amendements correctifs à la position de l'axe de la cartouche; g) le mouvement de l'axe de la cartouche par rapport à l'axe fixe de la fibre avec compensation pour chaque étape du moteur.3.2 Principe de la solution proposée
Considérez le mouvement de la fibre dans l'avion
quand il tourne autour de l'axe de la cartouche - point
.
Soit au moment initial de l'axe de la pièce un point
est situé sur l'axe X et a des coordonnées (L, 0) et le faisceau laser frappe la surface de la fibre au point A (Fig. 4a).
Pour plus de clarté, effectuez la rotation de la cartouche à un angle

en une seule étape du moteur (Fig. 4b). Dans ce cas:
- point
obtient les coordonnées
;
- la projection de la valeur de faux rond L sur les axes X et Y prendra des valeurs
,
;
- le faisceau laser se déplace le long de la surface de la fibre jusqu'au point B.
Lorsque la fibre est tournée pour compenser la quantité de faux-rond, nous devrons renvoyer les coordonnées du point
à la position de départ avec les coordonnées (L, 0). Pour cela, il est nécessaire d'apporter des corrections correctives à la position du point de cartouche le long des axes X et Y de la figure 4c par la taille de projection
,
. Ces corrections sont effectuées grâce aux moteurs pas à pas des axes X, Y. Dans ce cas, le point
aura à nouveau les coordonnées d'origine (L, 0), et le faisceau laser frappera le point C de la surface de la fibre.
Lors d'une rotation ultérieure, de nouveaux mouvements correctifs de l'axe de la cartouche seront nécessaires. Dans ce cas, le point
l'axe de la cartouche se déplacera autour du cercle 2 (Fig. 4d). La valeur du rayon du cercle 2 est égale à la quantité de battement L. Avec cette solution au problème, l'axe de la fibre est en relative immobilité par rapport à son axe, et l'axe de la cartouche se déplace autour de la circonférence, nous allons donc considérer la rotation de la fibre dans le plan
par rapport au point
en déplaçant le système de coordonnées pour cela (Fig. 4d).
3.3 Justification mathématique de la solution proposée
Le principe considéré de la compensation de battement suppose la présence de valeurs connues de mouvements correctifs
,
(incréments de dépassement) de la cartouche à chaque (i + 1) pas du moteur pas à pas pendant la rotation du guide de lumière. Pour les déterminer, nous considérons la figure 5.
 Fig. 5 - Valeurs de projection lors de la rotation de la fibre optique par rapport à l'axe de la cartouche dans le sens antihoraire (sens positif)
Fig. 5 - Valeurs de projection lors de la rotation de la fibre optique par rapport à l'axe de la cartouche dans le sens antihoraire (sens positif)À chaque étape suivante du moteur pas à pas, l'axe de rotation E recevra des incréments dus au battement L:

où sont les coordonnées
sont déterminés à partir de la géométrie de déplacement (Fig.5):


Vue graphique du changement d'incrément
pour chaque i étape en tournant dans le sens antihoraire (fractionnalité de l'étape en E = 4) avec un battement de 50 μm est illustré à la Fig.6.
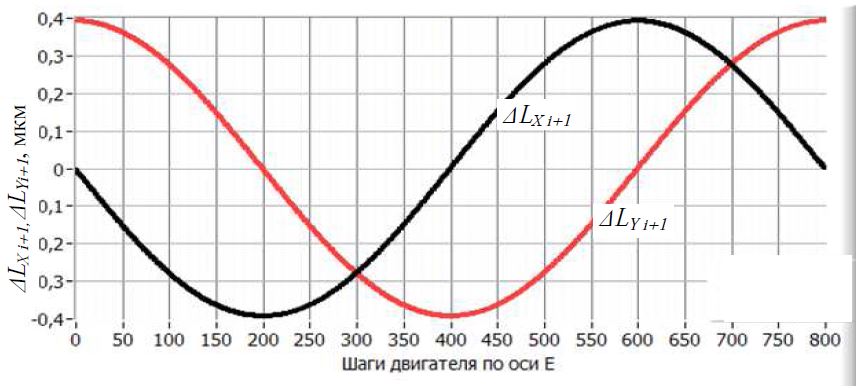 Fig. 6 - Changement des valeurs des projections (déplacements) pour chaque pas du moteur le long des axes X et Y causés par le battement lorsque la fibre optique tourne à 360 degrés dans le sens antihoraire (fractionnalité du pas le long de E = 4) en battant 50 microns.
Fig. 6 - Changement des valeurs des projections (déplacements) pour chaque pas du moteur le long des axes X et Y causés par le battement lorsque la fibre optique tourne à 360 degrés dans le sens antihoraire (fractionnalité du pas le long de E = 4) en battant 50 microns.En l'absence de compensation, intégration numérique dans les conditions initiales correspondantes des expressions
donnera la projection actuelle sur l'axe de la Fig. 7
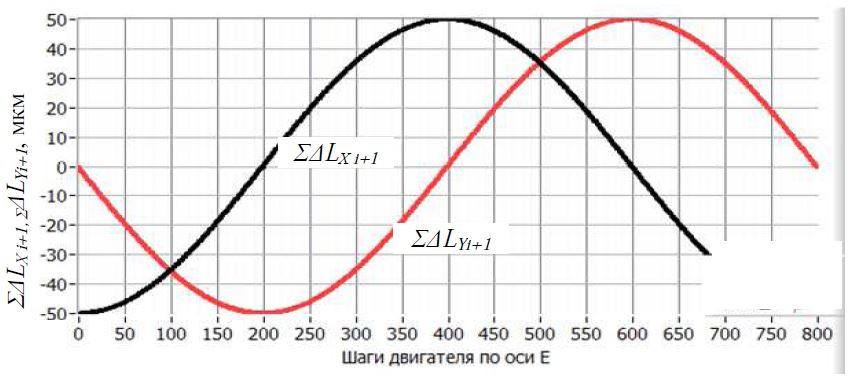 Fig. 7 - Projections actuelles des déplacements pour chaque pas du moteur le long des axes X et Y dus au battement lorsque la fibre optique tourne à 360 degrés dans le sens antihoraire (fractionnalité du pas en E = 4) lors du battement L = 50 μm.
Fig. 7 - Projections actuelles des déplacements pour chaque pas du moteur le long des axes X et Y dus au battement lorsque la fibre optique tourne à 360 degrés dans le sens antihoraire (fractionnalité du pas en E = 4) lors du battement L = 50 μm.Dans le processus de rotation, avec l'accumulation de la quantité de battement plus que l'ampleur de l'action de contrôle doit subir sa compensation. Cela reflète la condition suivante:

où
- la valeur du déplacement linéaire le long de l'axe X en une seule étape du moteur:
- la quantité de déplacement linéaire le long de l'axe Y en une seule étape du moteur.
La condition (4) peut être modifiée pour obtenir une erreur plus petite dans la compensation du faux-rond.
En présence d'impulsions de compensation, les déplacements totaux
,
diminuer - Fig.8.
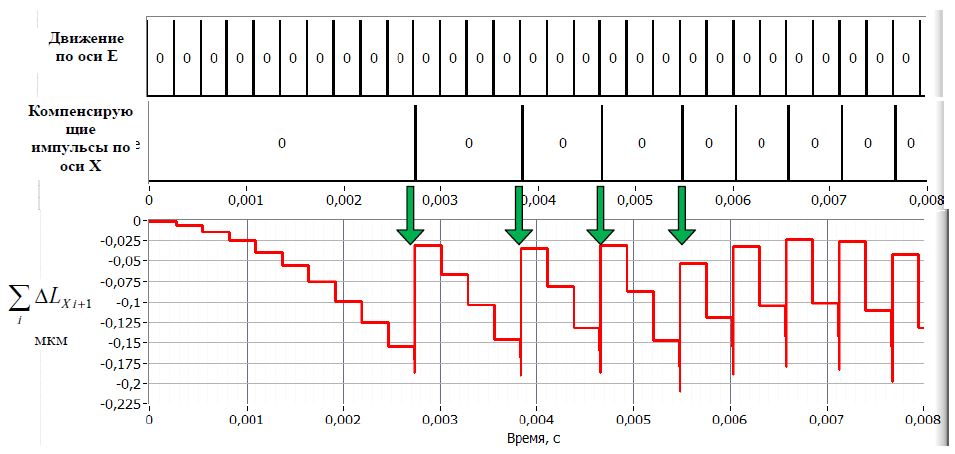 Fig. 8
Fig. 8 - Changer la quantité de déplacement
le long de l'axe X pendant la rotation le long de l'axe E tout en compensant le faux-rond. Runout L = 50 μm, angle initial
= 0.
3.4 Évaluation de l'efficacité
L'image générale du processus de compensation de battement avec la valeur L = 50 μm lors de l'activation

avec le principe proposé est présenté à la Fig. 9.
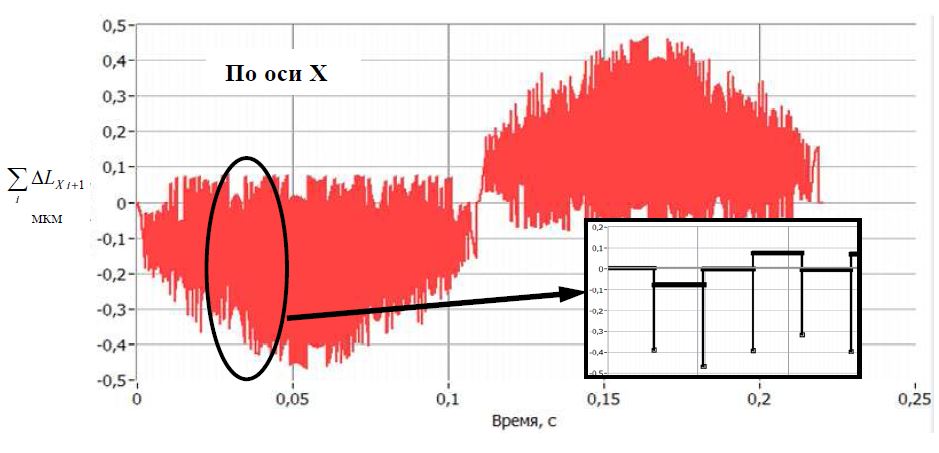
a)
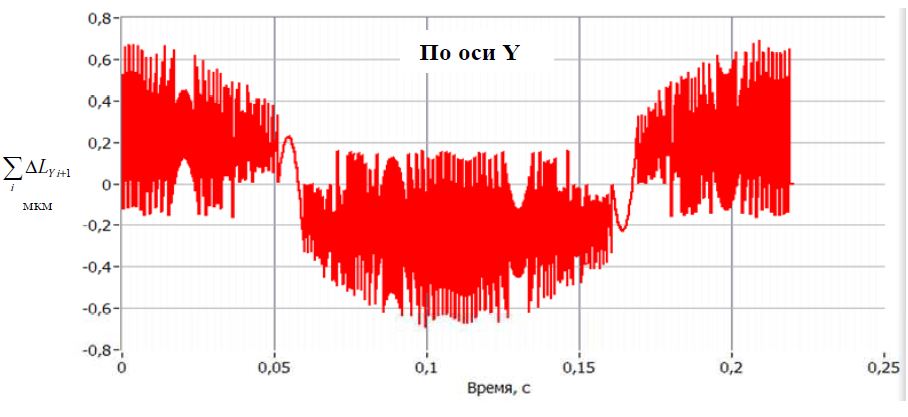
b)
Fig. 9 - Les valeurs des déplacements le long des axes lors de la compensation du faux-rond L = 50 μm pour un tour de fibre: a) pour l'axe X, b) pour l'axe YIl est proposé d'évaluer l'efficacité de la compensation de battement par un coefficient égal au rapport du déplacement maximal le long de l'axe dans le processus de compensation à la valeur de faux rond du tableau 2.
Tab. 2 - Efficacité de compensation de battement
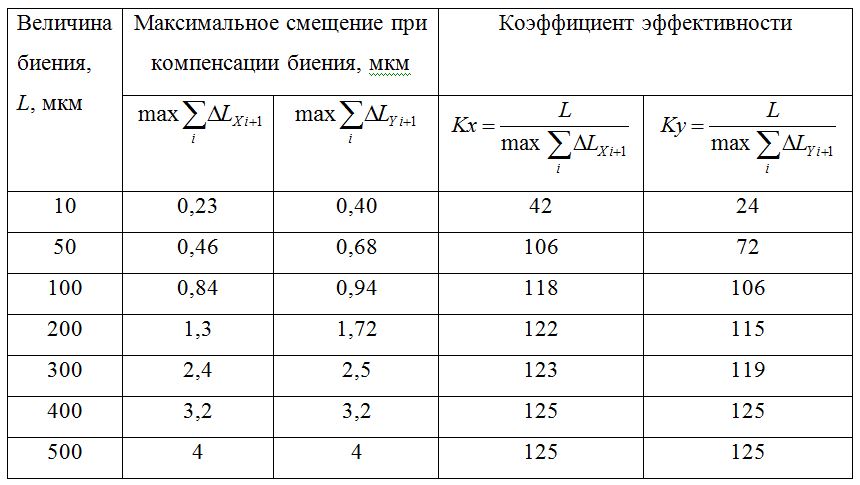
Décalages maximaux estimés
,
pour les valeurs présentées des battements et le fonctionnement pratique de l'installation avec le principe proposé de compensation pour les battements ont montré la possibilité d'appliquer un relief à la fibre en utilisant un rayonnement laser avec une précision suffisante pour une utilisation pratique.
Il convient de noter que lors du traitement de la fibre avec un rayonnement laser avec compensation du faux-rond, le temps d'un tour de la fibre par rapport à son axe dépendra de la quantité de faux-rond et variera pour chaque traitement. Par exemple, avec un battement de 50 microns, le temps d'un tour complet:
- sans compensation de faux-rond: 400 ms;
- avec compensation de battement: 560 ms.
Ce fait doit être pris en compte lors du réglage de la puissance du rayonnement laser.
Section 4. Détermination du faux-rond
Pour mettre en œuvre le principe présenté de la compensation des battements, il est nécessaire de connaître sa valeur - L. Il est proposé de déterminer la quantité de coups par le système de vidéosurveillance (caméra vidéo 1 sur la figure 1). Dans la fig. 10. Un formulaire vidéo d'une caméra vidéo est présenté schématiquement.
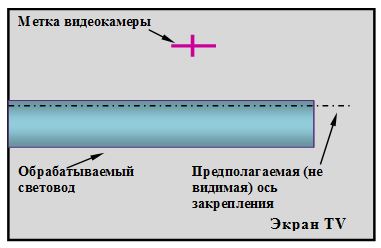 Fig. 10 - Emplacement arbitraire de la fibre fixe sur l'écran du moniteur
Fig. 10 - Emplacement arbitraire de la fibre fixe sur l'écran du moniteurPour déterminer la valeur de dépassement, il est nécessaire d'effectuer les étapes suivantes dans l'ordre indiqué:
- faire pivoter la fibre (axe E) jusqu'à l'approximation maximale de la marque sur l'écran (Fig. 11a);
- déplacer la fibre le long des coordonnées de l'axe X jusqu'à ce qu'elle s'aligne avec la marque (Fig. 11b);
- faire tourner la fibre
 (Figure 11c);
(Figure 11c); - effectuer le mouvement des fibres le long des coordonnées de l'axe X pour aligner avec la marque en se souvenant de la distance parcourue R (en comptant le nombre d'impulsions de mouvement du moteur pas à pas) fig. 11g;
- calculer la valeur de faux rond L = R / 2.
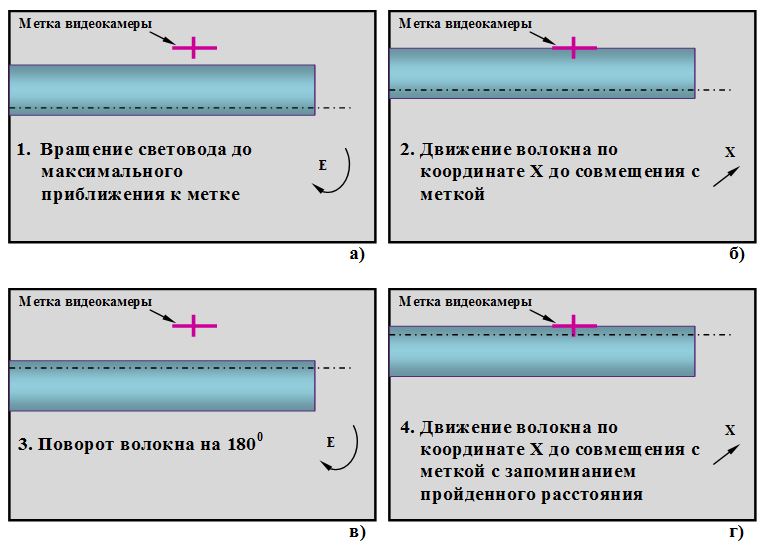 Fig. 11 - Étapes de détermination de la quantité de faux-rond de la fibre
Fig. 11 - Étapes de détermination de la quantité de faux-rond de la fibreSection 5. Conclusion
Le principe de compensation de battement proposé est mis en œuvre sur la plate-forme logicielle National Instruments LabVIEW, a été testé, mis en œuvre et a montré son efficacité (Fig. 12).
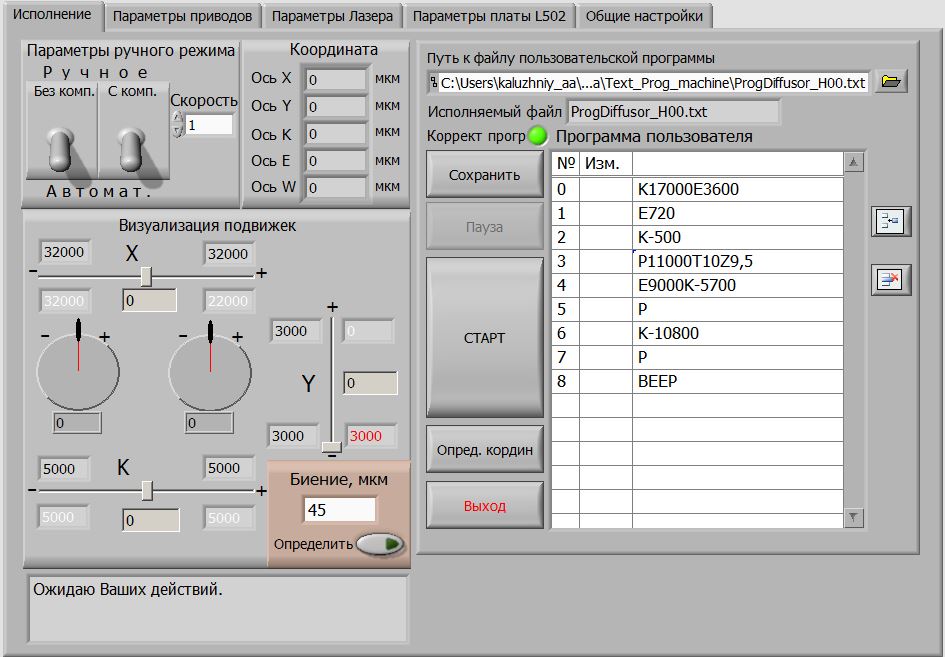 Fig. 12 - Face avant du programme
Fig. 12 - Face avant du programme