Bonjour!
Comme toujours, nos clients nous aident avec des idées d'articles. Aujourd'hui, nous imprimerons un œuf. En utilisant son exemple, nous testons la fonction
intégrée de
Slic3r , que, pour une raison quelconque, peu de gens mentionnent.
L'œuf doit être imprimé pas simple, mais solide, avec une consommation minimale de plastique et rapidement.
Il sera ensuite suspendu au plafond par un crochet en haut. Le fond de l'œuf sera la partie avant, en haut avec le crochet - le tirant d'eau, car il pendra haut et la partie supérieure ne sera pas visible. Vous pouvez imprimer l'œuf entier avec la boucle vers le bas avec les supports en bas, mais l'impression et le retrait des supports prendront du temps.
Pour terminer cette tâche, nous avons choisi l'
imprimante 3D Hercules 2018 - il s'agit d'une imprimante 3D très polyvalente car elle peut imprimer avec toutes sortes de plastique et dispose d'un grand appareil photo fonctionnel.
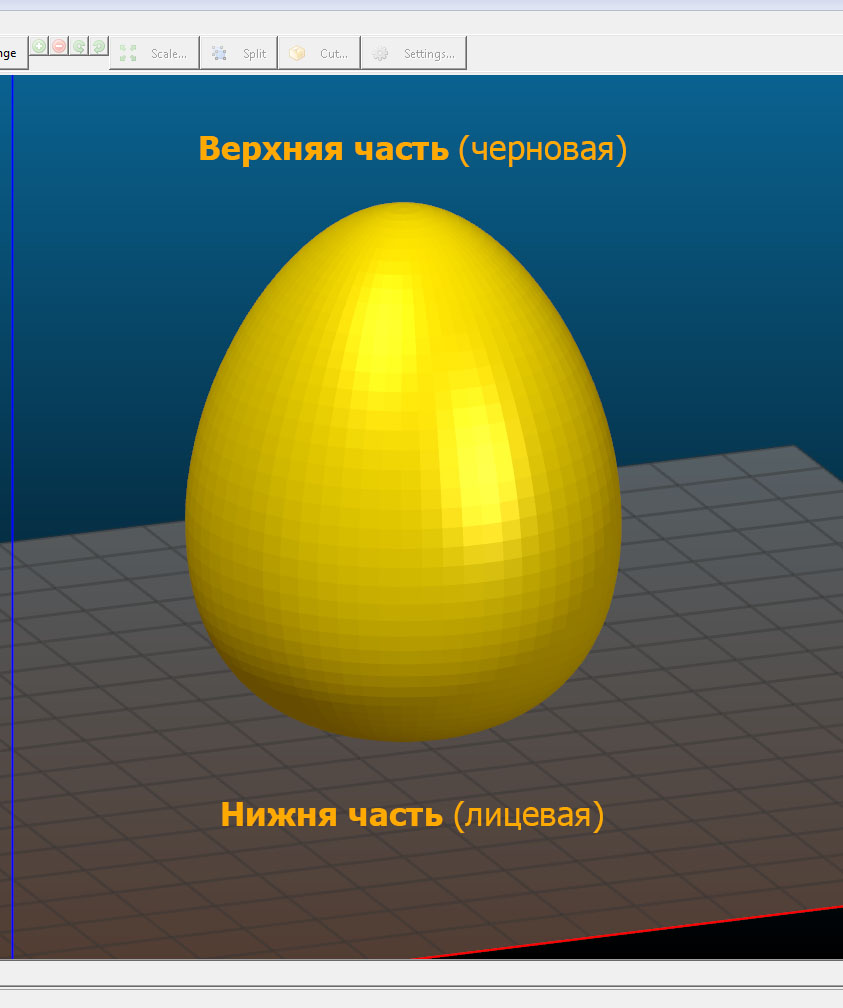
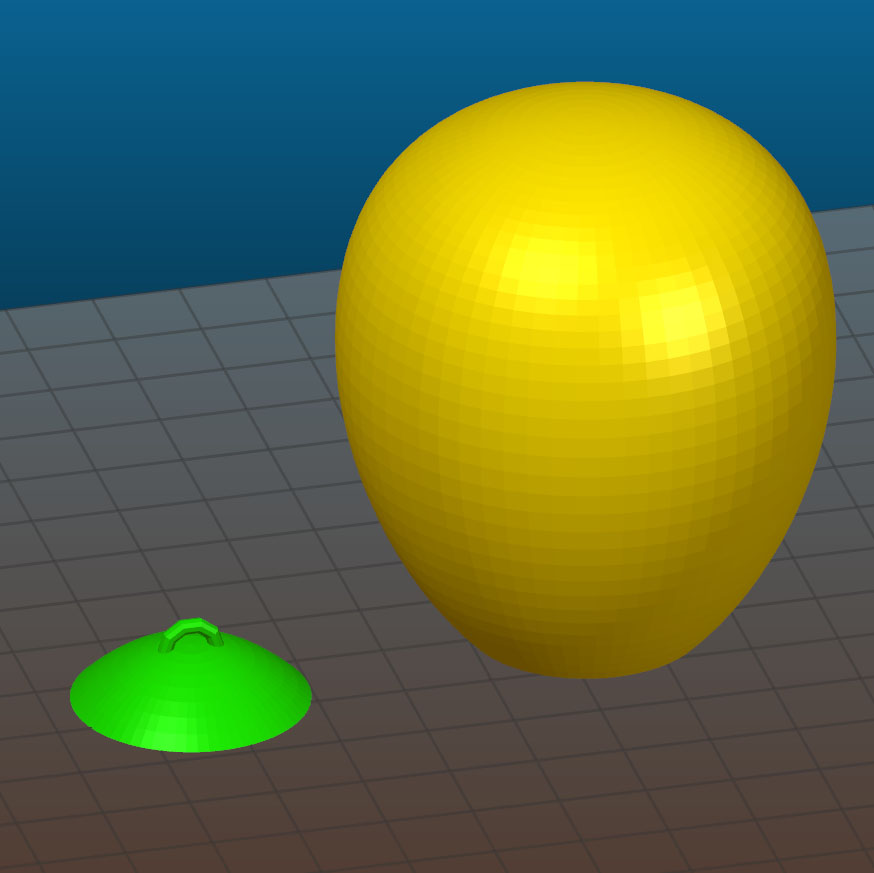
Par conséquent, coupez l'œuf en 2 parties, en même temps ajoutez une boucle en haut. Après impression, nous collerons le dessus avec du dichloroéthane.
Vous devez maintenant définir le mode d'impression. La partie de boucle est imprimée sans problème sur le mode de buse standard de 0,5, nous allons donc sélectionner le mode pour la grande "moitié". La complexité de l'impression réside dans le fait que: premièrement, si vous imprimez un œuf sans remplissage, dans la partie supérieure des murs à un moment donné, il n'y aura rien à saisir et ils commenceront à tomber et à faire des trous. Deuxièmement, pour améliorer la qualité de la surface, la hauteur de la couche dans la partie supérieure de l'œuf, où l'angle d'inclinaison des périmètres commence à diminuer rapidement, devra être réduite.


Commençons par les réglages habituels sans utiliser de tambourin.
Étant donné que le modèle devrait tourner avec des murs uniformes sans vagues d'accélérations, nous n'imprimerons pas à des vitesses exorbitantes. Vitesse pas plus de 50 mm / s.
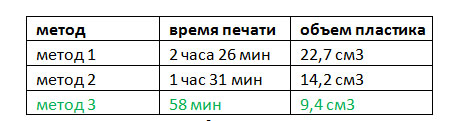
Méthode n ° 1 - PLA, 0,5 buse, 2 périmètres, couverture 10%, hauteur de couche 0,2 mm-0,1 mm. La vitesse est de 50 mm / s, la largeur d'extrusion sur le remplissage est réduite à 0,35 mm, car le remplissage dans ce cas n'est utilisé que pour soutenir les murs dans la partie supérieure, où les périmètres sont imprimés en biais. Temps d'impression 2h 26m, volume plastique 22,7 cm3.
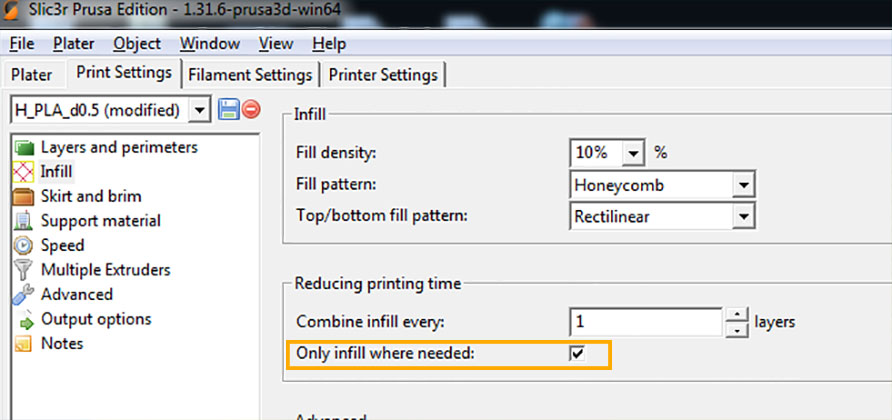
Méthode n ° 2 - 0,5 buse, 2 périmètres, remplissage uniquement Remplir là où cela est nécessaire 10% ... Vitesse 50 mm / s, la largeur d'extrusion sur le remplissage est réduite à 0,35 mm, la hauteur de couche 0,2 mm-0,1 mm. Temps d'impression 1h 31m, volume plastique 14,2 cm3.
 Méthode n ° 3
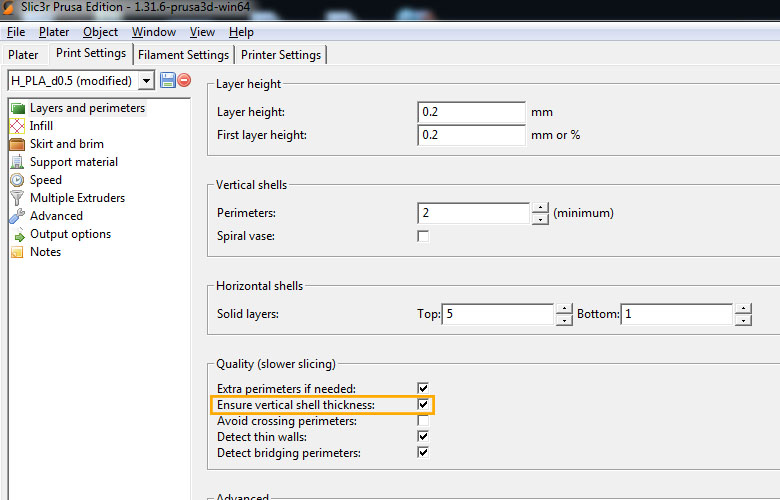
Méthode n ° 3 - 0,5 buse, 2 périmètres, sans remplissage, en utilisant la fonction Assurer l'épaisseur verticale de la coque (slic3r ajoute automatiquement des périmètres de support dans les endroits où les murs peuvent tomber) intégré dans la nouvelle version slic3r (Slic3r Prusa Edition), hauteur de couche 0,2 mm à 0,1 mm, vitesse 50 mm / s. Temps d'impression 58 minutes, volume plastique 9,4 cm3.
Un tableau pour comprendre la relation entre le temps d'impression et le volume de plastique.
En termes de temps d'impression et de volume de plastique, la troisième option nous convient. Nous essayons.
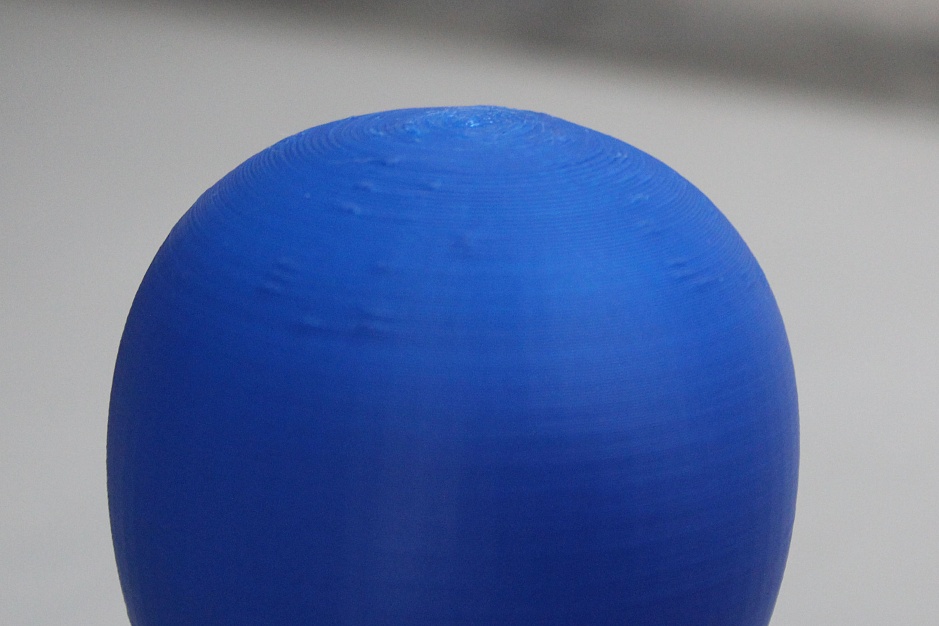
L'option
Assurer l'épaisseur de la coque verticale dans ce cas gérée avec des périmètres, mais sur les murs s'est avérée des tubercules.
De plus, plus près du sommet, la vitesse en mode manuel a été réduite de 20% en raison du fait que l'angle d'inclinaison de l'impression périmétrique a commencé à diminuer et que les murs à une vitesse de 50 mm / s n'ont pas eu le temps de geler et de plier.
Il s'avère que pour obtenir des murs uniformes dans les endroits où les périmètres sont imprimés à un angle et ont un dessus plat, nous devons réduire la vitesse afin que le plastique ait le temps de refroidir et d'ajouter du remplissage afin qu'il n'y ait pas de lacunes sur les surfaces inclinées. Nous ne réduirons pas la vitesse et ajouterons du rembourrage pour l'ensemble du modèle, c'est déjà trop. Afin de réduire la vitesse sur certains calques et d'ajouter du rembourrage si nécessaire, nous utiliserons la fonction intégrée Slic3r-modifier.
Un modificateur est une surface utilisée pour spécifier des paramètres pour des parties spécifiques du modèle. J'écrirai plus sur l'utilisation des modificateurs dans le prochain article.
En attendant ... double-cliquez sur notre modèle, la fenêtre Paramètres apparaît. Cliquez sur Charger le modificateur ... et chargez la surface précédemment simulée (nous avons un cylindre).

À l'endroit où le modèle intersecte avec le modificateur, les principaux paramètres du modèle chevaucheront les paramètres du modificateur. Pour définir ces paramètres, vous devez sélectionner le modificateur (cylindre) dans la fenêtre ou dans la liste et cliquer sur "+".
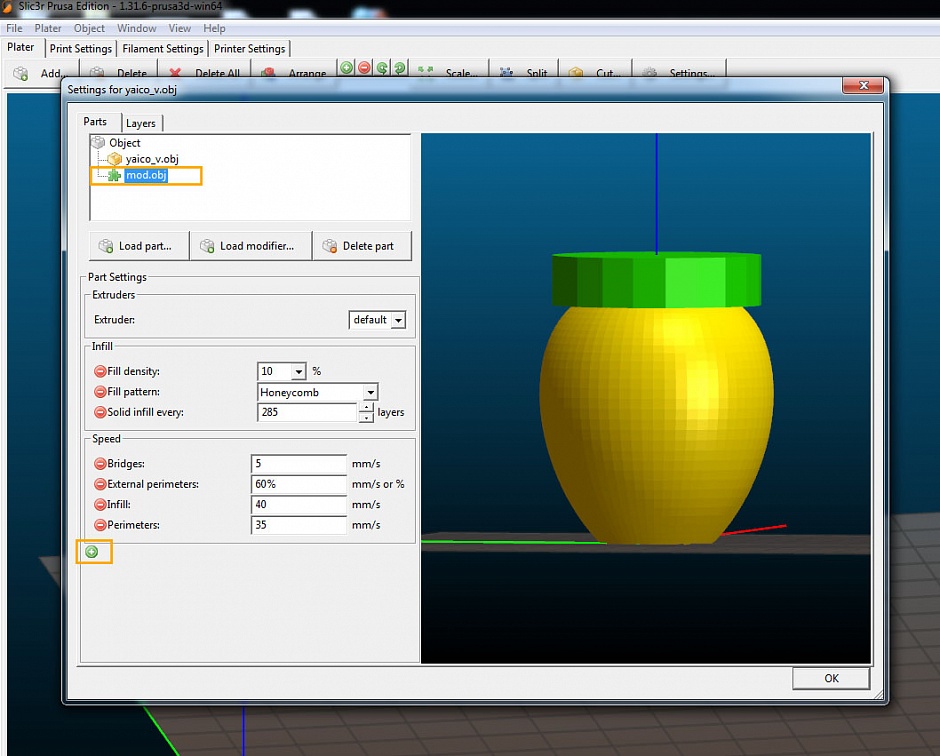
Dans notre cas, nous réduisons la vitesse d'impression des périmètres, ajoutons le remplissage, et avant le remplissage, imprimons une couche de remplissage (Solid Infill tous les ...) afin que le remplissage ait quelque chose à quoi s'accrocher. Afin de déterminer sur quelle couche imprimer un remplissage solide, nous générons d'abord un code, examinons le numéro de la couche à partir de laquelle le remplissage commence dans RepetierHost et mettons la couche précédente, nous en avons 285. Nous réduisons la vitesse d'impression des ponts pour que la couche de remplissage solide s'imprime «dans air "sans pause.
Nous mettons en copie.
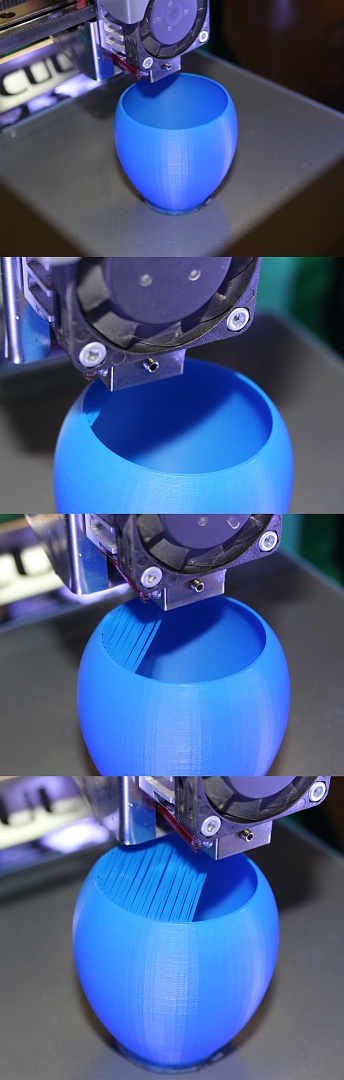
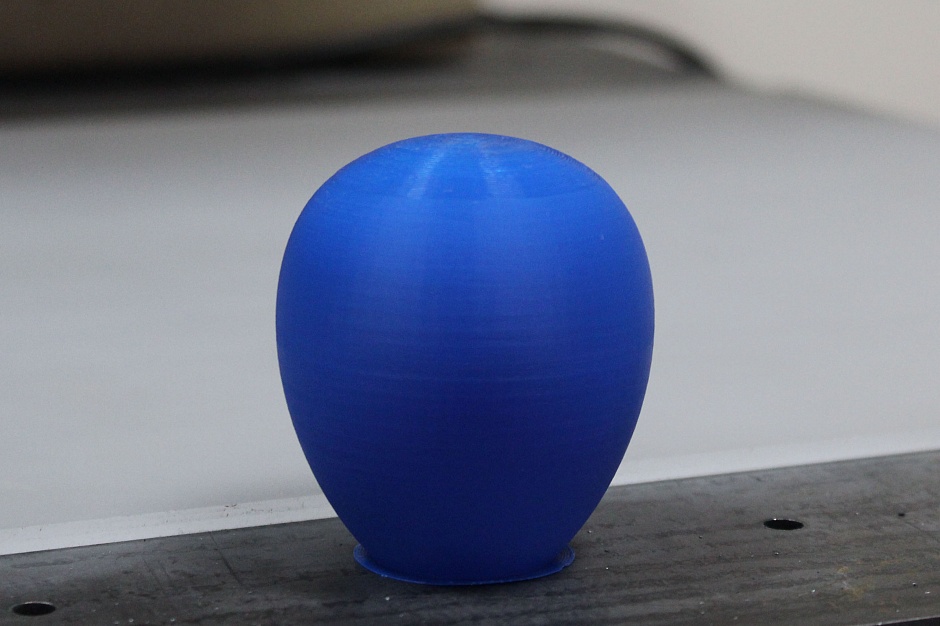

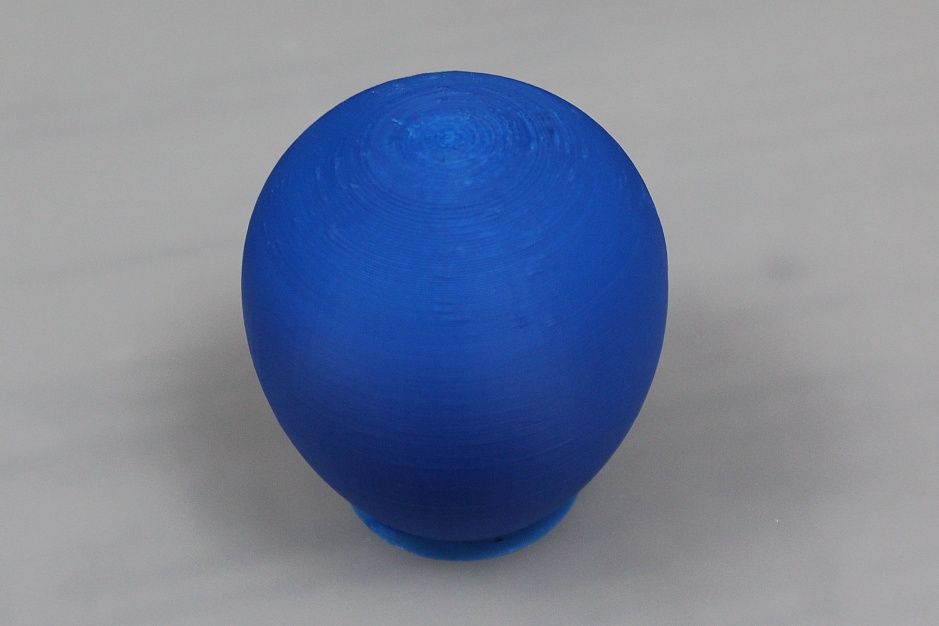
Temps d'impression 1 heure 10 minutes, volume plastique 9,8 cm3. En raison du ralentissement de la vitesse d'impression, le plastique a légèrement changé de couleur, mais les couches se sont avérées plus lisses que dans la version précédente, les murs sans bosses, le haut sans espaces.

De toutes les options dans le temps, le volume de plastique utilisé et la qualité d'impression, la dernière méthode nous est parvenue, à l'aide d'un modificateur.
Tout ce qui précède ne sont que des méthodes qui, à notre avis, peuvent vous être utiles. L'impression dépend de la complexité de la pièce et du résultat souhaité.
Catalogue d'imprimantes 3D:
https://3dtool.ru/category/3d-printery/N'oubliez pas de vous abonner à notre
chaîne YouTube(De nouvelles vidéos sortent chaque semaine).
