Bonjour à vous,
3Dtool ! Cette fois, nous avons décidé de comprendre comment économiser le plastique lors de l'impression de modèles non fonctionnels, c'est-à-dire de tels modèles dont les caractéristiques de résistance n'ont pas d'importance.
En imprimant, par exemple, des souvenirs, des maquettes ou des décorations pour la maison, nous pouvons gagner du temps et du plastique en réduisant le pourcentage de remplissage interne ou d'épaisseur de paroi. Mais il y a des moments où il y a une tâche spécifique - imprimer une pièce avec le minimum de plastique possible. Par exemple - imprimer des modèles principaux pour la coulée. Ce sont les pièces pour lesquelles seule la coque extérieure est nécessaire, et moins il y a de plastique à l'intérieur, plus il sera facile de la brûler hors du ballon. Quiconque est dans le sujet comprendra et qui ne sera pas - bientôt nous publierons un article sur le processus de moulage pour les modèles maîtres de PLA.
Par exemple, nous avons pris le modèle d'
ici .
Et nous devons l'imprimer avec une épaisseur de paroi minimale et un remplissage minimal.
Imprimante 3D pour les expériences -
Hercules Strong .
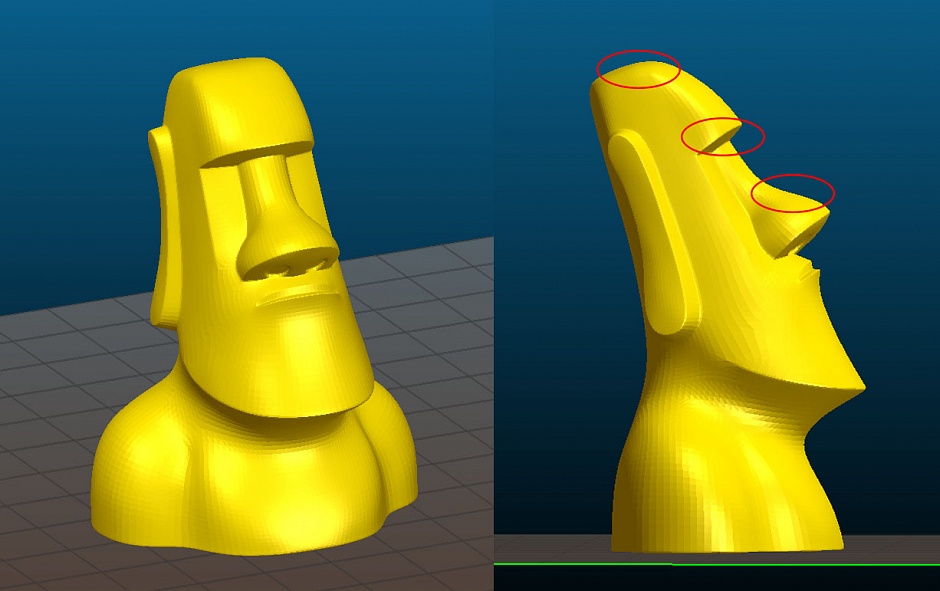
La première chose qui me vient à l'esprit est de mettre 1 périmètre et 0% de couverture. Et il y a de rares cas où cela fonctionne. Comme toujours, les choses sont plus compliquées ici. Il y a des endroits dans le modèle (indiqués en rouge sur la figure) où l'angle d'inclinaison du mur ne permet pas de l'imprimer sur un périmètre - le fil tombera simplement.
Nous passerons donc du simple au complexe. Pour commencer, nous allons faire 3 périmètres et essayer d'imprimer uniquement la «coque» du modèle, mais que faire si cela fonctionne.
Buse 0,5 mm, hauteur de couche 0,2 mm.

40 minutes et 6,9 mètres cubes voir
Envoyer pour imprimer.

Comme prévu, les fils se sont affaissés dans des endroits difficiles et des trous sont apparus dans les murs du modèle.
Il semblerait que vous ne pouvez pas vous passer du remplissage interne qui soutiendra les filetages périphériques de l'affaissement. Mais nous devons, rappelons-le, minimiser la quantité de plastique. Par conséquent, nous utiliserons l'option Remplir uniquement si nécessaire. Cette option vous permet de construire le remplissage uniquement là où il est nécessaire de soutenir les murs suspendus à un certain angle. Slic3r lui-même analyse la géométrie et détermine où il doit construire le remplissage, donc cette option ne résout pas toujours le problème.
Mais on va essayer quand même. Configurez Slic3r et comptez.


44 minutes et 7,4 cm3 de plastique. Nous essayons d'imprimer.

Les défauts cette fois moins, mais ils le sont à nouveau. Par conséquent, dans ce cas, cette méthode n'a pas fonctionné.
Nous arrivons à plus loin.
Une option reste - pour utiliser le rembourrage. Dans ce cas, l'enregistrement de la largeur d'extrusion nous aidera. Étant donné que nous avons uniquement besoin de remplissage pour que les parois abruptes aient quelque chose à retenir et ne tombent pas, la qualité et la résistance du remplissage n'ont pas d'importance. Par conséquent, prenez-le et dévissez-le à un minimum raisonnable. Par exemple, 0,15 mm
Comme nous le rappelons des publications précédentes, lors du changement de la largeur d'extrusion, Slic3r change la densité du maillage de remplissage, alors n'oubliez pas de vérifier ce paramètre!
Voici les paramètres que nous avons obtenus:
Buse 0,5 mm, hauteur de couche 0,2 mm, remplissage 5%, largeur d'extrusion au remplissage 0,15 mm. Comme la grille de remplissage est très dense, le nombre de périmètres sera réduit à 2. Cela économisera du temps d'impression et du plastique.


Le temps d'impression est d'un peu plus d'une heure, le volume de plastique est de 6,3 cm cube! Nous imprimons.

Le modèle a été imprimé à la fin de la journée de travail, donc par curiosité nous l'avons décomposé pour voir à quoi tout se tenait.

La photo montre que le remplissage est imprimé avec une bande mince, l'extrusion à certains endroits se rompt. Néanmoins, ce maillage fin suffit à maintenir les murs en surplomb.
Le modèle a été imprimé sans défauts sur 2 périmètres. Nous n'avons pas gagné de temps, mais la tâche principale - imprimer un modèle principal pour la coulée avec un minimum de plastique - a été menée à bien.
Résultats pour comparaison:

Si la géométrie de la pièce vous permet d'utiliser la première méthode, il est également possible de réduire la largeur de l'extrusion dans le remplissage. Cela permettra d'économiser encore plus de temps et de plastique.
En utilisant ces méthodes, vous devez prendre en compte la géométrie de votre pièce et les propriétés du plastique que vous imprimez. En réduisant la largeur de l'extrusion, il est important de ne pas oublier que lors de l'impression, le remplissage d'un fil fin peut se casser, de sorte que la vitesse et le motif du remplissage devront être sélectionnés à chaque fois. Par conséquent, les économies dans chaque cas seront différentes.
→
Imprimante 3D Hercules Strong robuste→
Catalogue général des imprimantes 3DN'oubliez pas de vous abonner à notre
chaîne YouTube (de nouvelles vidéos sont publiées chaque semaine).
