Salut Le Top 3D Shop est avec vous et aujourd'hui nous avons une revue inhabituelle, elle n'est pas dédiée à la technologie, mais au post-traitement des modèles imprimés en 3D.
Nous considérerons le traitement des impressions imprimées à l'aide de la technologie
FDM , car il s'agit de la technologie la plus courante et la plus abordable, et ces modèles nécessitent le plus de traitement.

Quelques points à retenir avant d'imprimer un produit.
Couches
Le premier point est l'épaisseur de la couche. Plus la couche est mince, meilleure est la qualité de surface et moins de post-traitement est nécessaire. Naturellement, vous devrez payer pour une qualité élevée avec du temps d'impression.
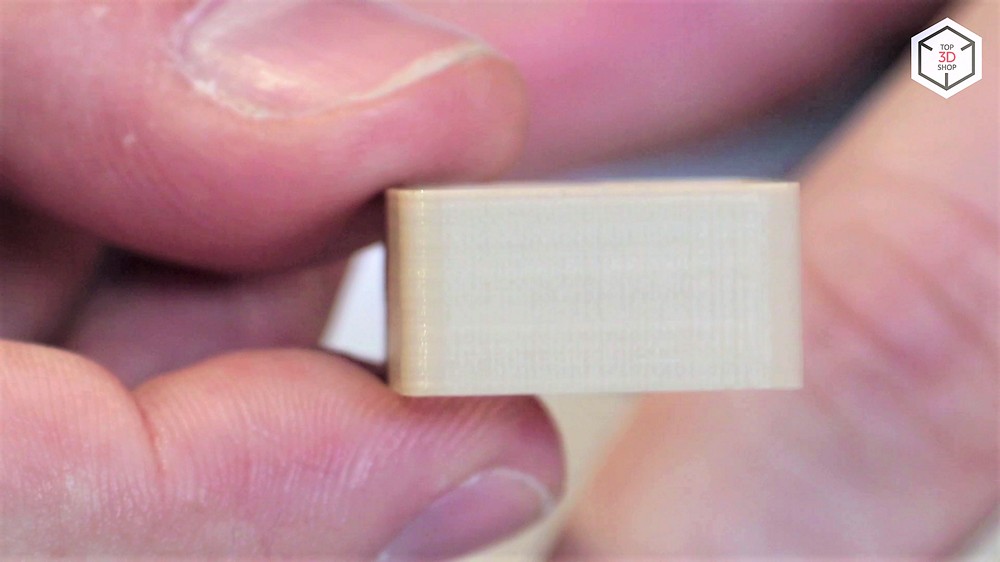
Si vous avez besoin d'une surface brillante, cela n'a aucun sens de passer du temps à imprimer avec une épaisseur de couche minimale - le modèle devra toujours être meulé et poli, ou l'apprêt et la peinture doivent être appliqués.
Les murs
Tenir compte des futurs post-traitements lors du réglage de l'épaisseur de paroi.

Habituellement, elle est d'environ 2 mm, et sur les pièces pour un meulage ultérieur ou un polissage chimique, il est logique d'augmenter l'épaisseur de la paroi à 3-4 mm, car ces processus éliminent le matériau. Si l'épaisseur de la paroi est insuffisante, il est facile d'essuyer ou de dissoudre la surface dans des trous lors du post-traitement.

Le soutien
Sur les imprimantes FDM, nous imprimons presque toujours avec des supports. Idéalement, si l'imprimante peut imprimer avec deux matériaux, rendez les supports solubles.
De grandes parties de ces supports sont retirées mécaniquement, le reste est dissous, puis le modèle est simplement lavé et vous pouvez passer aux opérations suivantes.

Si l'imprimante imprime avec le même matériau et que les supports sont imprimés à partir du matériau du modèle, portez une attention particulière à eux lors de la création d'un fichier à imprimer.

Avec les bons paramètres et la forme simple du support produit est facilement supprimée.

Si la jonction des supports prend en charge une zone importante sur le modèle, après leur retrait, il restera des traces caractéristiques qui nécessitent un traitement supplémentaire.
 Astuce:
Astuce:Ne perdez pas le temps de configurer les supports, vous le sauvegarderez lors du post-traitement et l'impression sera plus nette. Si le modèle est grand, il vaut souvent la peine de le couper en parties pour réduire le nombre de supports. Les coutures après collage sont plus faciles à traiter que les traces de nombreux supports sur toute la zone d'impression.

Paramètres
Les tranches modernes prennent en charge les paramètres de support avancés. Lors de la configuration, faites attention à leur nombre et à leur point de contact entre le support et le modèle, ces deux valeurs doivent être aussi basses que possible.
L'emplacement des supports est également important: ne laissez pas le lieu de leur contact avec le modèle dans des endroits difficiles d'accès, si cela peut être évité. N'oubliez pas qu'un modèle imprimable peut être tourné ou divisé en parties.
Chimie
Parlons un peu des merveilles de la chimie moderne. Pour le post-traitement, différents solvants sont utilisés, selon le matériau du modèle et les supports.

L'utilisation de
dichlorométhane et d'acétone aide à la fois au collage de pièces et au
polissage chimique .
Collage

Pour coller des pièces de modèles grands ou complexes, vous pouvez utiliser des adhésifs ménagers qui créent leur propre film adhésif sur la surface, ainsi que des solvants.
La seconde est préférable si la connexion la plus forte est requise.
Les solvants les plus couramment utilisés pour le traitement et le collage des plastiques sont le dichlorométhane et l'acétone.
 Important:
Important:Travaillez avec de la colle, des solvants et des revêtements dans des zones bien ventilées, avec des gants et des lunettes de protection. Inhaler ces substances et les mettre sur la peau ou les muqueuses ne vous apportera aucun bienfait pour la santé.

L'acétone est souvent utilisée pour traiter le plastique ABS, car il se ramollit et se dissout plus lentement que le dichlorométhane, ce qui rend le traitement avec lui plus précis. Il est utilisé aussi bien pour le collage que pour le traitement de surface, appliqué au pinceau ou en plaçant la pièce dans un «
bain d'acétone ».

Le dichlorométhane est préférable pour le collage, il agit plus rapidement. Lors du collage avec un solvant, il suffit de les recouvrir de surfaces collées et de les presser les uns contre les autres avec force.


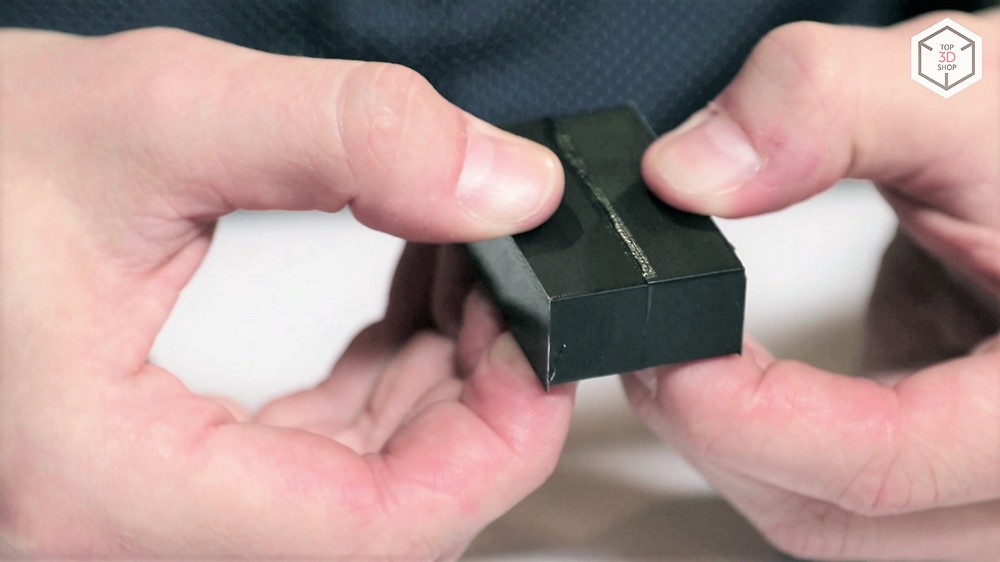
La couture résultante est retirée pendant le traitement ultérieur, après le ponçage et l'apprêt, elle ne sera pas visible.
Dissoudre les supports
HIPS est souvent utilisé pour créer des supports solubles lors de l'impression de modèles à partir d'
ABS . Ce plastique est dissous par le
limonène , qui ne réagit en aucune façon avec l'ABS, ce qui rend cette combinaison idéale.
Presque parfait. Il y a deux inconvénients: le coût du limonène et son odeur âcre d'agrumes, que certains pourraient ne pas aimer.
Meulage et polissage

Broyage
La façon la plus simple de traiter: prenez du papier de verre et effacez la couche supérieure du modèle. Avec une certaine habileté, vous pouvez obtenir une surface très plate.

Si vous en faites trop, vous pouvez essuyer un trou dans le produit si l'épaisseur de la paroi est trop petite. Cette méthode de traitement est plus appropriée pour l'ABS que, par exemple, pour le PLA, car le PLA commence déjà à se ramollir à 60 ° C. Par conséquent, si vous poncez du PLA, vous devez le faire lentement et soigneusement afin que le plastique ne roule pas sous le papier de verre.

Le processus est assez sale, il vaut mieux le faire avec des lunettes et un masque, car une suspension en plastique reste dans l'air, ce qui est désagréable et nocif pour respirer.
Pour gérer les endroits difficiles, vous pouvez utiliser une perceuse avec différentes buses.


Polissage
Le polissage mécanique, en général, n'est pas très différent du meulage, il est produit par le plus petit papier de verre et un chiffon avec de la pâte à polir.

Si l'usinage est effectué après un traitement chimique, il faut attendre avant que le solvant ne soit complètement évaporé et que la surface ne durcisse.

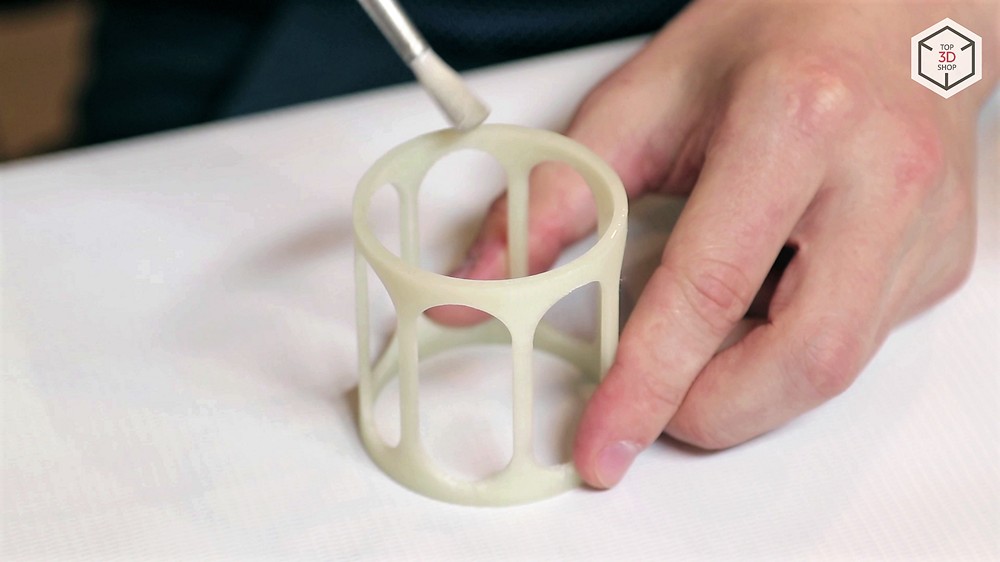
Le polissage chimique se fait en nivelant la surface en dissolvant la couche supérieure. Le solvant est appliqué au pinceau, en aérosol ou en plaçant la pièce dans une
boîte fermée remplie de vapeur de solvant.
Apprêt
Un apprêt de pré-peinture est appliqué lorsque la surface du modèle est déjà lisse, et l'apprêt sert à remplir les cavités microscopiques et à améliorer l'adhérence de la peinture à la surface de l'objet. Le sol pour cela nous utilisons des
aérosols , il est peu coûteux et facile à manipuler. Pour les gros volumes, il est préférable d'utiliser un aérographe.

 L'apprêt correcteur
L'apprêt correcteur est plus rugueux, il est conçu pour corriger les défauts de modèle, les erreurs d'impression, lisser les irrégularités ou les coutures mal poncées.

Pour cela, vous pouvez utiliser le mastic au latex habituel et, encore une fois, le sol. Le processus est assez simple: nous couvrons tout ce que nous n’aimons pas, attendons qu’il sèche, procédons au meulage et au polissage.

Si le résultat ne vous convient pas, répétez.
Teinture
Nous ne procédons à cette étape que lorsque la texture de surface souhaitée est complètement atteinte, il n'y a pas de coutures et de défauts imprévus qui deviendront encore plus visibles après la peinture.
Avant de peindre, ainsi qu'avant l'apprêt de pré-peinture, assurez-vous qu'il n'y a pas de poussière et autres impuretés sur la surface. N'oubliez pas l'équipement de protection.

L'exécution de ces procédures simples donnera aux impressions une surface de haute qualité qui ravira vous et vos clients.

Achetez des
matériaux et des réactifs pour le post-traitement dans la boutique Top 3D - nous sélectionnerons le kit nécessaire pour tout processus technique, organiserons rapidement et livrerons.
Vous pouvez en apprendre plus sur l'impression 3D dans nos
ateliers : chaque acheteur d'imprimantes a le droit d'assister gratuitement à la master class, pour le reste cela coûtera 2000 roubles.
Le 21 septembre, la master class est gratuite pour tous à l'exposition-conférence «
Top 3D Expo. Digital Education 2018 », la visite elle-même est également gratuite, mais nécessite une
préinscription sur le site. Le nombre de places est limité, ayez le temps de vous inscrire.
A très bientôt!
Vous voulez des nouvelles plus intéressantes du monde de la technologie 3D?
Abonnez-vous à nous sur le social. réseaux:


