→
La première partie→ La deuxième partie
→
La troisième partieDans l'article, nous considérons l'utilisation standard et non standard d'un routeur CNC. Pourquoi, en plus de couper des images en bois, une telle machine peut être adaptée. Attention au trafic.
Changement d'outil
Lorsque j'envisageais d'acheter une CNC, j'ai examiné un tas de vidéos sur Youtube. Dans la plupart des cas, les gens utilisent de telles machines pour toutes sortes de monogrammes, certaines images en relief et similaires. Je n'avais pas prévu de découper d'icônes 3D. Il y avait quelques idées d'équipement divers. Pour leur mise en œuvre, le support d'outil le plus polyvalent était nécessaire. Selon le type de broche, lors de l'achat, vous pouvez choisir l'une des deux options.
1. La première option:

2. La deuxième option:

J'ai choisi le 2ème. Il s'agit d'un support universel avec un diamètre de trou de 43 mm. Ce choix a permis de réaliser plusieurs snap-ins pour effectuer une large gamme d'opérations allant de la découpe banale de formes plates au tournage.
Opérations de base
Dans ma compréhension amateur pour un routeur CNC, les opérations de base sont les suivantes:
- Perçage de trous
- Coupe de gabarit
- Coupe de rainures
- Toutes sortes de choses artistiques (enfin, sans elles)
Une rectifieuse directe d'une entreprise Bosch peu connue a été achetée comme broche:

Tout est simple: on fixe la broche, on insère la fraise, on charge le g-code et c'est parti! La principale difficulté est de choisir la bonne vitesse de broche. À des régimes trop élevés, l'arbre peut brûler, tandis que des révolutions insuffisantes souffrent de la qualité. Je sélectionne empiriquement tous les modes.
Un exemple du résultat d'une opération de base (bandes verticales sur les panneaux de remplissage):

Additif
Lors de la création de meubles d'armoire, il est souvent difficile de connecter 2 panneaux d'une planche de meubles à la fin. Afin d'empêcher le panneau en bois de se plier au fil du temps, des trous sont percés à intervalles réguliers où les chevilles en bois sont bouchées. Les trous dans les deux panneaux à connecter doivent correspondre exactement l'un à l'autre. Un décalage même d'un millimètre n'est pas autorisé. Pour percer ces trous, il existe des fraiseuses spéciales. Ils coûtent de l'argent malade (50k +).
Mais j'ai un agrégat avec une précision de positionnement de 0,05 mm (si le vendeur ne ment pas). Il vous suffit de faire pivoter l'outil de coupe de 90 degrés. Pour ce faire, remplacez la broche par une meuleuse:
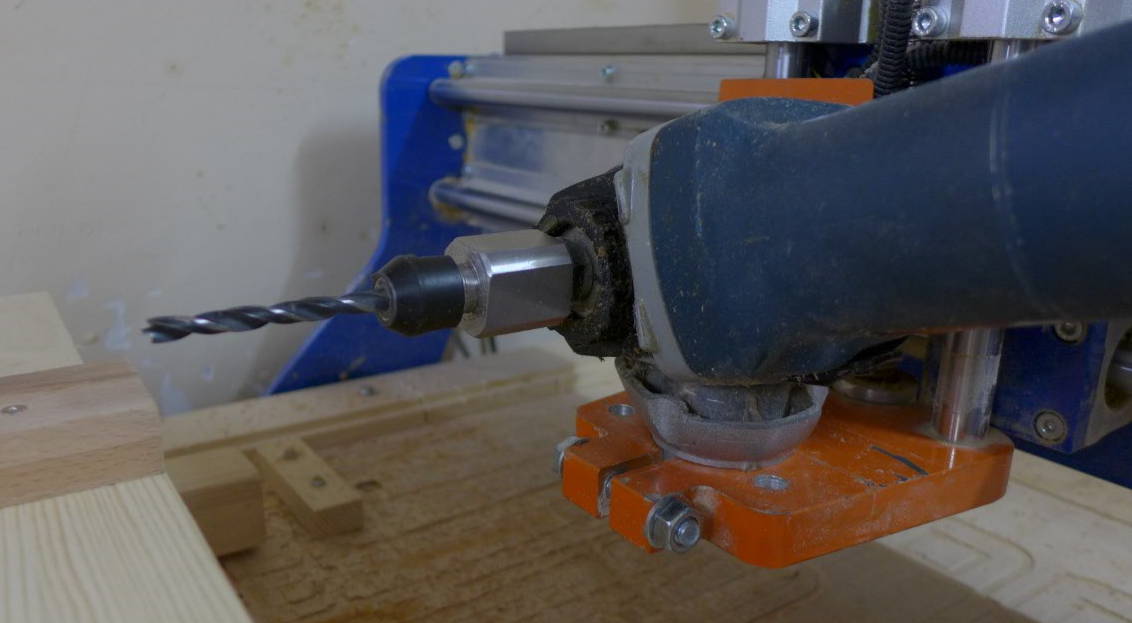
Cela semble simple, mais pour ce faire, j'ai dû à peu près me casser la tête. Je n'ai pas trouvé de cartouche qui pouvait être vissée sur un broyeur. J'ai dû commander un tel adaptateur à l'usine:

Je n'ai fait aucun dessin, j'ai juste apporté aux gars un broyeur et un mandrin de la fraise et leur ai demandé de se faire des amis. Les gars étaient alphabétisés, faisaient un adaptateur parfaitement équilibré. Pas de battements même à des vitesses maximales, qui ne sont pas particulièrement nécessaires pour le forage. Le prix de la question, si ma mémoire est bonne, était de 4k.
Restait à découvrir comment ajouter une meuleuse d'angle à la CNC. La solution est venue avec ceci: j'ai scié un morceau de la boîte de vitesse d'un vieux foret cassé, auquel j'ai vissé le broyeur. À l'état assemblé, ce composant logiciel enfichable ressemble à ceci:

Une légère digression lyrique. Dans les anciens forets soviéto-russes, le carter d'engrenage était souvent en alliage de magnésium (comme dans mon cas). Lorsque vous travaillez avec du magnésium, il s'est avéré que des précautions de sécurité doivent être respectées. À partir d'une étincelle d'un broyeur, une colline de poussière de magnésium s'est enflammée, qui est restée sur l'établi après avoir scié le train de forage. Heureusement, le toboggan était petit et je garde toujours un extincteur à portée de main ...
J'ai essayé d'adapter le même équipement qu'un coupe tenon. J'ai écrit un programme simple qui génère du code g en fonction des dimensions de pic saisies. Et elle a même travaillé, les pointes étaient assez décentes. Mais l'idée a dû être abandonnée. Il y avait un risque d'endommagement de l'outil, nous avons donc dû retirer de petites couches de bois par passage. À cause de cette période, couper une seule pointe a pris beaucoup de temps.
Matériaux de feuille de coupe
Dans la fabrication des boîtiers, il est également important de respecter strictement les dimensions des panneaux individuels et les angles droits. Avant d'adapter la CNC à cette fin, cette opération, bien que simple en apparence, prenait beaucoup de temps et souvent le résultat était loin d'être idéal.
Les menuisiers corrects à cet effet utilisent une machine de découpe de format (familièrement «formateur»). Mais il ne correspondait même pas théoriquement à mes 9 carrés, je ne parle même pas du prix. Pendant un certain temps, j'ai utilisé toutes sortes de pneus de guidage. Mais une coupe de qualité n'a pas fonctionné. Ayant compris la question, j'ai réalisé quel était le problème. Il s'avère que dans les formateurs professionnels, il y a 2 disques - un petit coupant (un ne coupe pas sur toute la profondeur de la pièce) et le second principal.
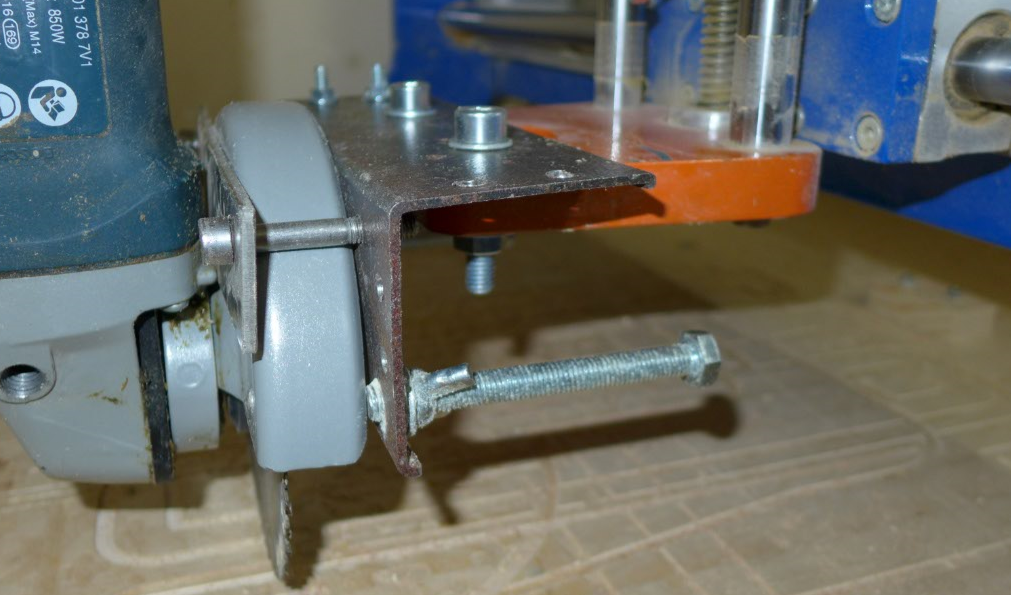
J'ai dû réfléchir à nouveau. À la suite du remue-méninges, une telle chose est née:

Le long boulon en bas est conçu pour régler avec précision l'angle droit entre la lame de scie et la table. Un disque mince et de grandes révolutions du broyeur vous permettent d'obtenir la coupe parfaite même lorsque vous sciez du pin tendre. Pour émuler un formateur professionnel, je fais chaque coupe en 2 passes: la première passe à 1/4 de profondeur (simulation du disque de coupe) et la deuxième passe à pleine profondeur.
C'est là que la grande vitesse de déplacement est nécessaire, dont j'ai parlé dans les commentaires du post précédent. Sinon, une coupure prendra plusieurs minutes.
Le même équipement est tourné de 90 degrés pour scier le long:

Et sous un angle différent:

Le tuyau qui sort du broyeur n'est pas pour enlever la poussière, comme cela peut sembler, mais pour
refroidissement moteur.
Tournant
Les produits de tourneurs professionnels m'inspirent toujours. Je ne comprends toujours pas comment, travaillant uniquement avec des ciseaux et des incisives, ils parviennent à moudre 2 objets identiques (les photocopieuses ne comptent pas). Honnêtement, j'ai essayé, le nifiga n'a pas fonctionné.
La même unité CNC et le même broyeur sont venus à la rescousse. En plus d'eux, pour un joli 2.5k sur Avito, j'ai acheté un tour amateur 1983 de 1983. Le résultat a été une conception si complexe:

Vue de dessus:

Le tuyau vert est le refroidissement du broyeur, le noir est l'aspiration de la sciure.
Vidéo comment tout fonctionne (son plus silencieux):
Malgré l'apparente simplicité du tour, il vous permet de traiter des pièces de compteur, ce qui correspond à la longueur de l'axe X de ma CNC. Ainsi, cette conception convient à la fabrication, par exemple, de queues de billard préfabriquées.
Je savais qu'il fallait tourner les essieux pour CNC, mais je l'ai immédiatement refusé. Tout d'abord, un peu cher (+ 30k). Deuxièmement, elle a besoin d'un portail plus élevé. Cela a immédiatement coupé toutes les options budgétaires que j'ai trouvées. Et troisièmement, la vitesse. Cette option ne convient clairement pas pour tourner un grand nombre de balustres pour le gazebo dans le pays (la version bulgare broie le balustre en un seul passage en quelques minutes).
Dans les commentaires du post précédent, il y avait tout un fil avec une discussion sur mon choix de crémaillère au lieu d'hélicoïdal. Je ne voulais pas révéler l'intrigue à l'avance, donc, maintenant je vais expliquer pour quelles raisons j'ai choisi ce que j'ai choisi. Même avant l'achat, j'avais pensé à la console tournante décrite ci-dessus. Je ne savais toujours pas exactement comment faire cela, mais l'image générale dans ma tête était déjà là.
Lors de la dernière étape, le choix a été réduit à 2 options. Le premier est celui que j'ai finalement acheté et le second est:

La différence de prix était d'environ 30k. Mais dans la variante avec vis à billes, il y avait 2 inconvénients importants:
- Vitesse de déplacement (1500 mm / min. Contre 7500 mm / min. Pour rail).
- Un lecteur au milieu.
Inconsciemment, j'ai compris que la haute vitesse pouvait être utile, mais à cette époque, je ne pensais pas au formateur CNC. Mais pour la conception du virage errant, un disque au milieu était très inapproprié. Dans ce cas, les charges diagonales sur le portail pourraient s'avérer critiques et toute la construction du portail jaillirait pendant le tournage. Dans ce cas, il ne serait question d'aucune précision. Par conséquent, j'ai payé en trop trente pour un lecteur séparé de chaque côté.
Bulgare
Séparément, je veux parler du broyeur. Quand je pensais à ces conceptions, il y avait de sérieux doutes quant à la durée de vie de la meuleuse d'angle sous de telles charges. Par conséquent, j'ai acheté un Bosch professionnel. Le couvercle de la boîte de vitesses en plastique était quelque peu ennuyeux là où le roulement d'arbre était enfoncé (je ne suis pas sûr d'avoir correctement nommé cette pièce). Mais, étonnamment, le Bulgare vit pour la deuxième année.
Lors de la coupe et de l'additif, il n'y a pas de charges extrêmes. Par conséquent, lorsque je perce des trous, je ne connecte pas le broyeur à un aspirateur pour le refroidissement. Lors de la coupe, tout dépend du volume à couper.
Une charge importante sur le broyeur, principalement lors des opérations de tournage. Il n'y a aucun refroidissement. Jusqu'à ce que j'attache le tuyau vert, je devais faire des pauses de 20 minutes toutes les 5 minutes de travail. Maintenant, je fais aussi des pauses, mais beaucoup moins souvent. Eh bien, je n'oublie pas de mettre à jour la graisse de la boîte de vitesses après chaque gros travail.
Résumé
La machine CNC est devenue indispensable dans mes expériences de menuiserie. Dans certains cas, seulement grâce à lui, étant un amateur de menuiserie, je peux me rapprocher de la qualité des artisans professionnels (par exemple, dans le tournage de produits).
PS: Lorsque je préparais des documents pour l'article, je ne pensais pas que ce sujet serait si intéressant. Je comprends maintenant qu'il était nécessaire de filmer une vidéo pour chaque élément. J'essaierai de terminer le week-end et de joindre ce post.
UPD Dans les commentaires, beaucoup ont écrit sur la sécurité. Je dois juste le diffuser ici. Lorsque vous travaillez avec un outil de perçage, de coupe ou de sciage, les précautions de sécurité suivantes doivent être respectées:
- lunettes sur les yeux;
- un casque sur les oreilles;
- masque ou respirateur sur le nez;
- ne pas se tenir dans le plan de rotation de la lame de scie;
- ne travaillez pas avec une meuleuse à lame de scie;
- les mitaines, gants (sauf en caoutchouc fin) sont interdits;
- prend la tête, les cheveux sous le béret (si une casquette de baseball, puis la visière en arrière);
- une robe sur le corps, les manches ne pendent pas;
- un extincteur est à portée de main;
- crème solaire (les ultraviolets sont dangereux);
- le bon sens dans ma tête.
Vidéos promises
UPD2 .
Coupe:
Temps additifs:
Additif deux: