J'ai décidé de faire une brève bande dessinée pour les nécromanciens débutants qui veulent ramasser des lasers à vapeur de cuivre d'entre les morts. Victor Frankenstein a «insufflé la vie» aux morts, et nous ferons de même avec un tube laser mort.
Vous aurez donc besoin des ustensiles suivants:
- Le corps intact d'une personne décédée subitement. Les corps endommagés, fragmentés et déformés ne conviennent pas.
- Alimentation haute tension avec les paramètres de sortie requis.
- Pompe à vide (n'importe quelle pompe rotative à deux étages suffit).
- Un navire à l'esprit comprimé pour notre client. Où l'obtenir - demandez aux marchands d'âmes mortes. Aucun «esprit» ne convient, méfiez-vous de la contrefaçon.
- Tout miroir et tout morceau de verre transparent.
- Tuyaux, manomètre, l'aiguille médicale la plus fine pour le dosage.
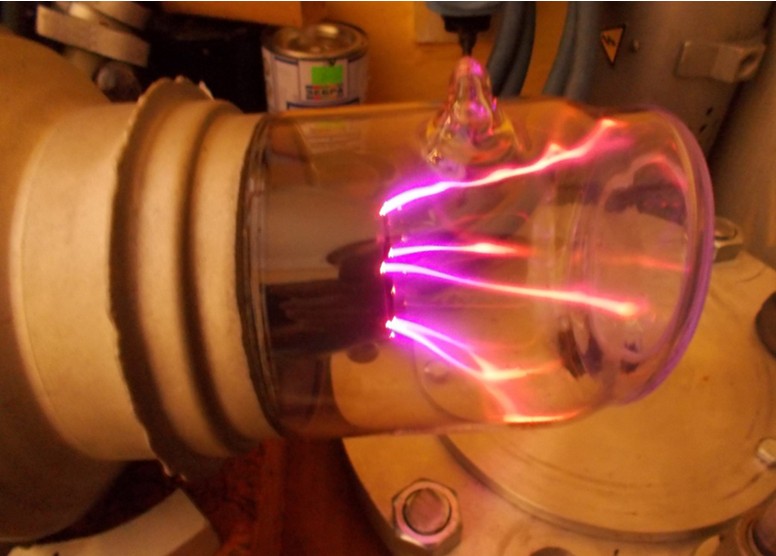
Réalisation du rituel: déposer le cadavre intact sur une surface rigide diélectrique et ignifuge. Coupez les «verrues» de verre sur le corps, sur les côtés gauche et droit et soudez à leur place les raccords de la même qualité de verre pour une survie complète. Connectez le raccord gauche à la pompe, la droite - à la source de "l'esprit", que le néon appel non initié. Connectez le câble de la source haute tension aux membres métalliques du corps. Pomper tout l'air du corps avec une pompe à vide et laisser entrer exactement autant de néon pour que la pression soit à moins de 100 mmHg. Art. Commencez à galvaniser le cadavre avec une tension d'environ 25-30% de la valeur nominale, une lueur rouge-orange brillante doit être observée. Attendez 5 à 10 minutes. Continuez à galvaniser à pleine tension pendant une demi-heure, jusqu'à ce que l'intérieur du corps chauffe le jaune et que la lueur acquière la couleur d'un marais pourri. En vitesse après cela, le cadavre devrait montrer des signes de vie sous la forme d'une lueur verte relativement brillante et dirigée émise par lui sous la forme de 2 faisceaux. Placez le miroir et un morceau de verre dans la tête et les jambes afin qu'ils soient parallèles et créent un nombre infini de reflets de notre client. Dans ce cas, le sujet doit émettre une lumière très brillante et destructrice sous la forme d'un faisceau parallèle étroit avec les mêmes paramètres qu'un laser à vapeur de cuivre entièrement vivant et 100% sain. Néanmoins, il n'est pas pleinement vivant, car il a besoin d'équipement, dont la déconnexion le tuera à nouveau, jusqu'à la prochaine fois.
Pour plus d'informations non incluses dans ces instructions, consultez
le Livre des morts, Necronomicon dans la liste de références.
Le diable sait si Victor Frankenstein avait des lasers avec des pompes à vide, mais il avait certainement une alimentation électrique.
Maintenant sérieusement.
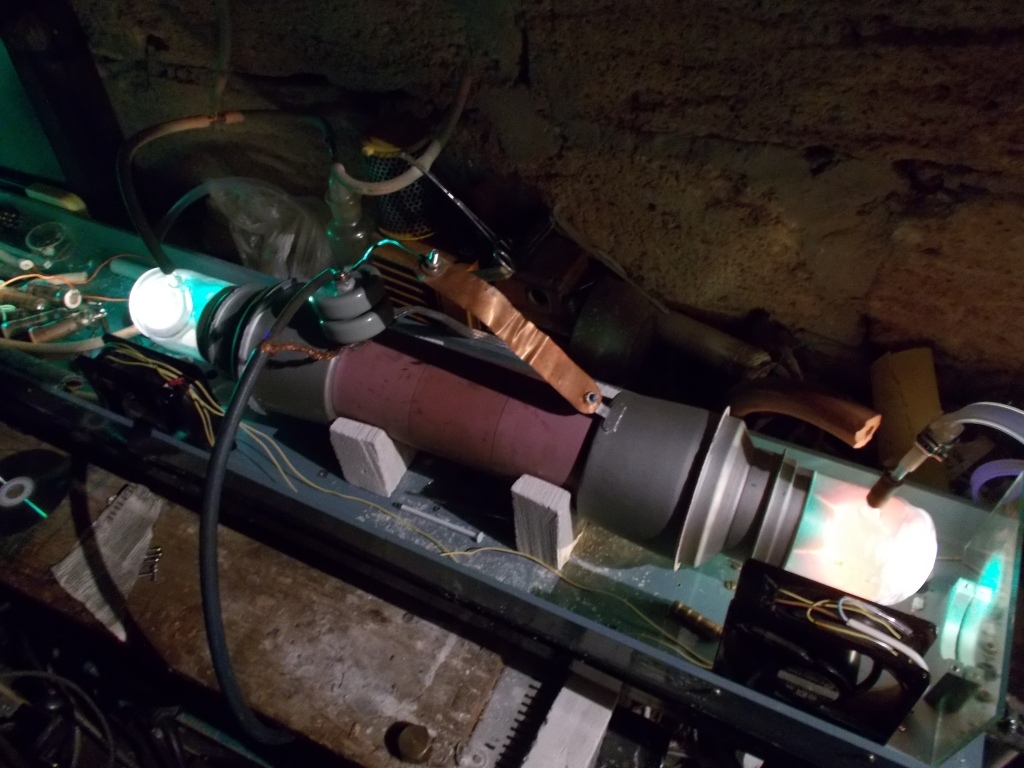
Oui, je n’ai rien écrit ici depuis longtemps. Pendant ce temps, j'ai réussi à faire de nombreuses expériences, en chemin j'ai pu améliorer les conditions de travail, acquérir de nouveaux équipements. Le principal «laboratoire à domicile» a déménagé dans un sous-sol sec et bien protégé de la maison.
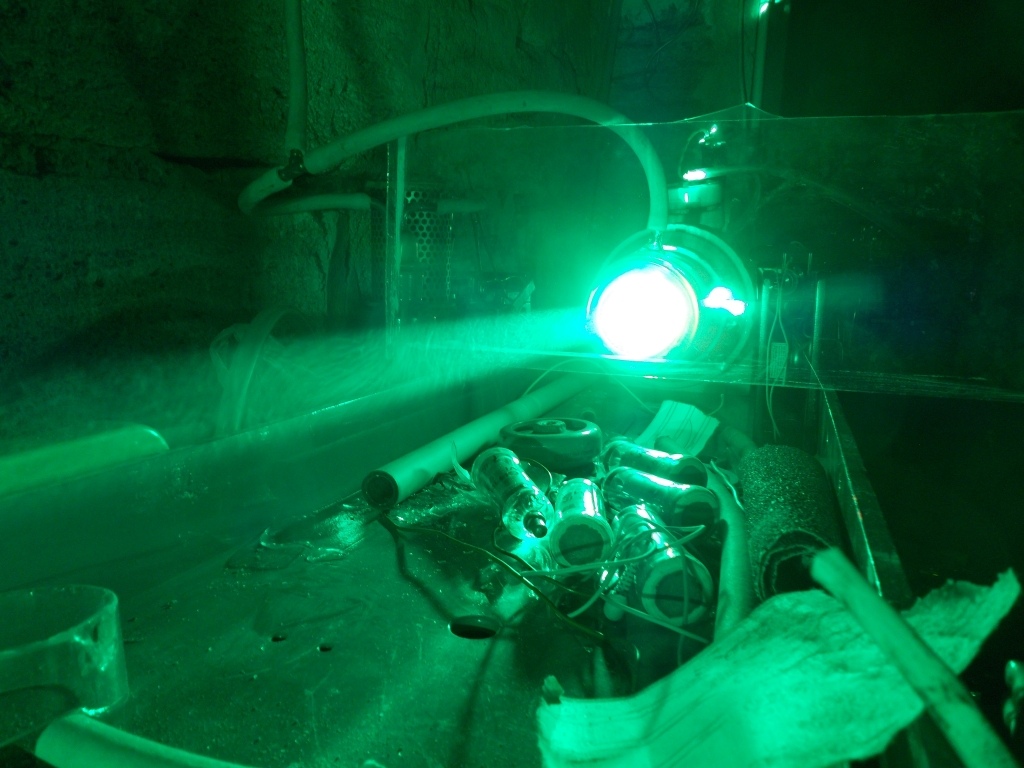
Il a été possible de placer un petit poste à vide avec une pompe à vide et à diffusion.


A proximité se trouve un ensemble de cylindres avec les principaux gaz nécessaires aux lasers - hélium, argon OCH 6.0 et encore néon OCH 5.0.

Ainsi, il est devenu possible de pomper et de ravitailler l'AE des lasers à gaz. Dans les
première et
deuxième parties, j'ai mentionné que l'élément actif du laser UL-102, qui a servi de base à ce projet, a soudainement fui et est devenu plus inutilisable. En conséquence, j'ai dû rechercher et acquérir un nouvel AE, qui fonctionnait parfaitement jusqu'à présent dans ce laser. Cependant, l'AE défectueux n'est pas resté inutile. J'ai décidé de m'exercer dessus.
Tout d'abord, dans l'atelier de soufflage de verre, il était nécessaire d'ouvrir soigneusement les chevilles sur les flacons en verre du tube laser et de souder les raccords dessus afin que les tuyaux puissent y être connectés. Sur cette opération de soufflage de verre ont été achevés.

Ensuite, j'ai pu connecter une pompe à vide 31 à un raccord et un tuyau pour injecter du gaz dans le laser au second. Une aiguille à insuline est insérée à l'intérieur du tuyau, ce qui agit comme un filet pour une mesure précise du gaz. Avec un autre tuyau, il est connecté directement à la boîte de vitesses sur le cylindre. Entre le tube laser et la pompe, un ballon Drexel ordinaire est inclus pour récupérer l'huile éjectée de la pompe si elle s'arrête soudainement et une jauge à vide précise avec un prix de division d'environ 2 mmHg. Art. L'alimentation est connectée au laser comme d'habitude - un condensateur d'affûtage de deux k15u-1 de 470 pF 15 kV et un câble coaxial reliant le tube à la source d'alimentation sont connectés en parallèle avec les électrodes. L'alimentation est décrite en détail dans les parties précédentes.
Initialement, l'idée était de remplacer le gaz de travail dans le laser - pour utiliser de l'argon au lieu du néon, car selon la littérature, le laser reste opérationnel avec de l'argon et en même temps la formation initiale du tube est considérablement réduite en prix, visant à éliminer toutes les impuretés indésirables de la zone active qui y est arrivée avec de l'air. Mais cela n'a pas fonctionné. La décharge a été enflammée avec une surtension importante au moment de l'allumage, car l'argon avait un potentiel d'ionisation plus élevé que le néon et la coordination du tube laser avec la source a été fortement violée. De plus, la décharge avait tendance à se comprimer fortement en un mince cordon et à provoquer une combustion instable, jusqu'à l'allumage non pas par les électrodes de travail, mais par les pièces métalliques environnantes et une perturbation supplémentaire. Le résultat en a été un: couper la source pour la protection contre les courts-circuits, car le thyratron dans l'unité de puissance a perdu le contrôle, ou un arc s'est allumé dans la source elle-même. Les victimes de cette expérience ont été 2 ventilateurs dans l'unité de puissance, un circuit de protection de relais et un autotransformateur dans l'unité IVN. Pour atteindre le régime thermique de travail du tube laser n'a pas fonctionné. La variation de la pression d'argon, le taux de répétition des impulsions, la tension n'ont pas donné de résultats - le travail est resté instable. J'ai dû abandonner tout travail avec l'argon dans ce tube.
Après avoir éliminé tous les dysfonctionnements, le tube a été rempli de néon avec une pression d'environ 150 mm Hg. Art. Avec le néon, la décharge brûle de manière stable, la source n'est plus éteinte. Dans un premier temps, un conduit néon lent a été installé pour éliminer les impuretés, puis la pompe a été arrêtée et l'alimentation en néon du tube a été coupée. A court terme, aucune fuite de gaz n'a été observée et les travaux se sont poursuivis en mode gaz-statique.

La pression a été maintenue approximativement constante et, à la fin du chauffage, elle a augmenté à 160 mm Hg. Art.

Le tube laser s'est réchauffé en douceur jusqu'à la température de fonctionnement et a produit un rayonnement en mode super-luminosité, car le gain en vapeur de cuivre est énorme. Un faible rayonnement ne me convenait pas, puis d'un côté j'ai installé un miroir domestique ordinaire avec une couche réfléchissante «interne» et un verre de fenêtre de l'autre, de sorte qu'ils soient aussi parallèles que possible et réfléchissent le rayonnement d'avant en arrière à l'intérieur du tube laser. Les exigences de précision d'alignement d'un tel "résonateur" sont si faibles que vous pouvez vous passer de dispositifs spéciaux pour positionner les "miroirs". Cela a immédiatement donné une augmentation de puissance, allant jusqu'à deux watts.
Début de génération.

Un faisceau avec un miroir.

Avec deux miroirs.
Ayant reçu un rayonnement stable, j'ai décidé d'expérimenter la sélection de la pression des néons, car elle affecte à peu près la puissance de sortie. Il ralluma la pompe, avec une baisse de pression, la puissance de sortie commença à augmenter de façon monotone. Après avoir pompé jusqu'à environ 10 mm RT. Art. laisser une nouvelle portion de néon pur dans le tube - la puissance a encore augmenté. Cela indiquait que le gaz «d'échappement» était suffisamment sale pour réduire la puissance. Il a porté la pression à 200 mm RT. Art. et à nouveau pompé et rempli à nouveau une nouvelle portion, "rinçant" le tube. À ce stade, la puissance du résonateur était indiscernable de la puissance du laser assemblé avec le même élément actif. Ainsi, l'opération, baptisée "rébellion des morts", a été couronnée de succès.

Il y a 2 lignes dans le rayonnement - vert et jaune.

Il ne restait plus qu'à découvrir l'ampleur de la fuite à long terme du tube. Il a serré le tuyau d'évacuation avec une pince et a également serré le tuyau d'arrivée de gaz, ce qui a de nouveau «soudé» le tube. Pendant 10 jours, il a coulé environ 20 mm RT. Art., Qui a donné un taux de fuite de 2 mm Hg par jour. Et cela est déjà en plein accord avec la valeur qu'il a coulé pendant 2 mois de mensonge. Peut-être, en effet, le problème est dans le mariage qui a été autorisé dans la production, ou peut-être coule à travers les fuites de mon système d'aspirateur. Après cela, il restait à mener une autre expérience. Selon la littérature, les lasers à vapeur de cuivre restent opérationnels à une pression néon de ... 760 mm Hg, soit atmosphérique. Dans ce cas, le tube laser cesse généralement d'être un appareil à vide, ce qui signifie que les fuites dans un tel tube par de petites fuites seront négligeables, et le néon, étant un gaz lourd et dense (par rapport à l'air), ne se volatilisera pas aussi facilement. Mais ici, un échec s'est produit - la source d'alimentation n'avait pas assez de tension pour traverser le canal de décharge. Seule une décharge très lumineuse et intense, mais corona aux électrodes a été observée. Très probablement, l'énoncé concernant le fonctionnement à la pression atmosphérique n'est valable que pour les AE de petite taille de la série Coulomb.
Littérature utilisée:
- Grigoryants A. G., Kazaryan M. A., Lyabin N. A. Lasers à vapeur de cuivre: caractéristiques de conception et applications. Fizmatlit, 2005
- Batenin V.M., Bohan P.A., Buchanov V.V., Evtushenko G.S., Kazaryan M.A., Karpukhin V.T., Klimovsky I.I., Malikov M.M. Lasers basés sur des transitions métalliques auto-limitées. Fizmatlit, 2011
- Lyabin N. A. Création de lasers industriels modernes et de systèmes laser à base de vapeur de cuivre pour le traitement de précision des matériaux. La thèse de doctorat en sciences techniques, Moscou, 2014