एक ठंडी मेज पर ABS प्लास्टिक के साथ मुद्रण
मेरे 3 डी प्रिंटर के बारे में जानकारी धीरे-धीरे मेरे दोस्तों और परिचितों के बीच फैल रही है ... जो कोई भी मेरे पास आता है, उसे डिवाइस और एक प्रिंट प्रदर्शन तक पहुंच की आवश्यकता होती है, आकर्षक प्रक्रिया पर लंबे समय तक लटका रहता है। लेकिन उन लोगों में से एक जिन्होंने एक वास्तविक कार्य निर्धारित किया: रासायनिक समाधान में रखे गए किसी प्रकार के संयम को मुद्रित करना। समाधान को प्लास्टिक को भंग नहीं करना चाहिए, लेकिन जब यह जांचता है कि केवल एबीएस भंग नहीं होता है, और पीएलए भंग नहीं करता है, लेकिन "तैरता है", ज्यामिति को खो देता है।जैसा कि आप जानते हैं, ABS की तरह प्लास्टिक में PLA की तुलना में काफी बड़ा गुण होता है, गर्म होने पर विस्तार होता है और ठंडा होने पर टेंपर होता है। इसका मुख्य परिणाम मुद्रण के दौरान तालिका से भाग या उसके हिस्सों का लगभग अपरिहार्य पृथक्करण और आयामों के परिणामस्वरूप अपूरणीय विरूपण है। मेरे पास एक गर्म मेज नहीं है, और डिवाइस की तत्काल आवश्यकता है, इसलिए मैंने तदनुसार अपने आप को एक ठंडी मेज पर ABS को प्रिंट करने का तरीका सीखने का कार्य निर्धारित किया। नीले स्कॉच टेप, स्टेशनरी ग्लू, हेयर स्प्रे (मैंने डार्क बीयर की कोशिश नहीं की है, लेकिन नेट पर इसके उदाहरण हैं) और अन्य सामग्रियों के साथ प्रयोग करने के बाद, मुझे अपने कार्यों और प्रिंटर के लिए स्वीकार्य रास्ता मिल गया।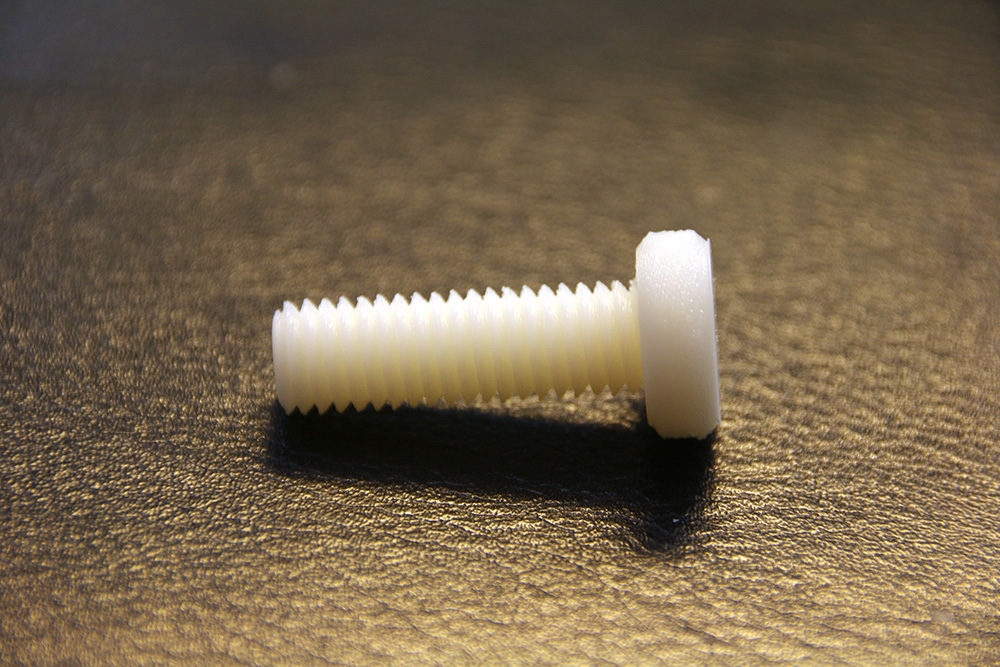 तालिका का ग्लास पीवीए गोंद की एक परत के साथ कवर किया गया है, जो एक समान पतली परत प्राप्त होने तक जमीन है। गैर-इलाज किए गए पीवीए गोंद, जैसा कि आप जानते हैं, सफेद और अपारदर्शी है, और ठीक है - पारदर्शी। चिपकने की पारदर्शिता की शुरुआत पर, मुद्रण के लिए सतह की तत्परता निर्धारित की जाती है। लेकिन आपको बहुत लंबा इंतजार नहीं करना चाहिए, मुद्रण की शुरुआत में, गोंद को ताजा रूप से ठीक किया जाना चाहिए। मुद्रण की शुरुआत में एक बहुत ही महत्वपूर्ण बिंदु तालिका (ऑटो-लेवलिंग) का सही अंशांकन है। मैं 9 बिंदुओं पर अंशांकन लागू करता हूं, इसमें कुछ मिनटों से थोड़ा अधिक समय लगता है, लेकिन यह एक अच्छा अंशांकन परिणाम द्वारा उचित है। पहली परत जितना संभव हो उतना पतला होना चाहिए, बाहर निकालना करने वाला को सचमुच चिपकने वाली फिल्म में प्लास्टिक को "स्मीयर" करना चाहिए। केवल इस मामले में ABS सुनिश्चित तालिका के लिए अच्छा आसंजन है। उसी समय, मैं क्यूरा स्लाइसर (बेहतर,) की सेटिंग्स में कम से कम 5 मिमी के किनारे आसंजन का उपयोग करता हूंयदि संभव हो तो भाग के आयामों पर)। पहली परत प्लास्टिक की बढ़ी हुई फ़ीड के साथ कम गति से मुद्रित की जा सकती है। मैं रिपेटियर होस्ट 80% प्रिंट गति और 120-130% फ़ीड में शामिल हूं। एयरफ्लो बंद है। पहली परत को प्रिंट करने के बाद, मैं एक छोटा झटका (30%) चालू करता हूं, और गति निर्धारित करता हूं और 100% तक फ़ीड करता हूं।मुद्रण पूरा होने के बाद, आपको तब तक इंतजार करना होगा जब तक कि भाग पूरी तरह से ठंडा न हो जाए, और बहुत सावधानी से इसे (स्कर्ट के साथ) एक पतली स्पैटुला के साथ तालिका से अलग कर दें, क्योंकि भाग बहुत मजबूती से तालिका का पालन करता है, और एक या कई निचली परतों को फाड़ने का खतरा है। आसानी से मेज को हटाने और इसे वापस रखनेकी क्षमता एमसी 2 प्रिंटर में बहुत मदद करती है । यदि गोंद स्थापित टेबल पर लागू किया जा सकता है (हालांकि इसे हटाने के लिए अधिक सुविधाजनक है), तो गर्म पानी की एक धारा के तहत पीवीए से इसे धोना बेहतर है। वे स्थान जो मुद्रित भाग के संपर्क में नहीं आए थे, केवल एक अंगुली से धोए जाते हैं, और जहां भाग का पालन किया गया था, वे केवल एक स्पैटुला के साथ पोटीन हैं। इससे पता चलता है कि इन स्थानों पर गोंद वास्तव में तापमान के प्रभाव में कांच तक सूख जाता है।मैंने झूठ नहीं बोला, मैं हमेशा पहली बार ABS से किसी भी भाग को प्रिंट करने में सक्षम नहीं था, लेकिन कुछ अनुभव प्राप्त करने के बाद, आप अच्छे परिणाम प्राप्त कर सकते हैं। उदाहरण के लिए, मैं लगभग 100 मिमी के व्यास के साथ एक डिस्क प्रिंट नहीं कर सका और 100% कवरेज के साथ 10 मिमी की मोटाई - यह हमेशा बंद आया। 30% कवरेज में, ऐसी डिस्क मुद्रित की गई थी।ऐसा लगता है कि ठंडा करने के दौरान प्लास्टिक संकोचन के कारण होने वाले तनाव को कम करने के लिए, कटौती और कटौती के साथ मॉडल विकसित करना आवश्यक है।निम्नलिखित तस्वीरें एक टेबल पर गोंद लगाने में शामिल चरणों का वर्णन करती हैं, मुद्रण प्रक्रिया और इसके परिणाम:हौसले से लागू पीवीए गोंद:
तालिका का ग्लास पीवीए गोंद की एक परत के साथ कवर किया गया है, जो एक समान पतली परत प्राप्त होने तक जमीन है। गैर-इलाज किए गए पीवीए गोंद, जैसा कि आप जानते हैं, सफेद और अपारदर्शी है, और ठीक है - पारदर्शी। चिपकने की पारदर्शिता की शुरुआत पर, मुद्रण के लिए सतह की तत्परता निर्धारित की जाती है। लेकिन आपको बहुत लंबा इंतजार नहीं करना चाहिए, मुद्रण की शुरुआत में, गोंद को ताजा रूप से ठीक किया जाना चाहिए। मुद्रण की शुरुआत में एक बहुत ही महत्वपूर्ण बिंदु तालिका (ऑटो-लेवलिंग) का सही अंशांकन है। मैं 9 बिंदुओं पर अंशांकन लागू करता हूं, इसमें कुछ मिनटों से थोड़ा अधिक समय लगता है, लेकिन यह एक अच्छा अंशांकन परिणाम द्वारा उचित है। पहली परत जितना संभव हो उतना पतला होना चाहिए, बाहर निकालना करने वाला को सचमुच चिपकने वाली फिल्म में प्लास्टिक को "स्मीयर" करना चाहिए। केवल इस मामले में ABS सुनिश्चित तालिका के लिए अच्छा आसंजन है। उसी समय, मैं क्यूरा स्लाइसर (बेहतर,) की सेटिंग्स में कम से कम 5 मिमी के किनारे आसंजन का उपयोग करता हूंयदि संभव हो तो भाग के आयामों पर)। पहली परत प्लास्टिक की बढ़ी हुई फ़ीड के साथ कम गति से मुद्रित की जा सकती है। मैं रिपेटियर होस्ट 80% प्रिंट गति और 120-130% फ़ीड में शामिल हूं। एयरफ्लो बंद है। पहली परत को प्रिंट करने के बाद, मैं एक छोटा झटका (30%) चालू करता हूं, और गति निर्धारित करता हूं और 100% तक फ़ीड करता हूं।मुद्रण पूरा होने के बाद, आपको तब तक इंतजार करना होगा जब तक कि भाग पूरी तरह से ठंडा न हो जाए, और बहुत सावधानी से इसे (स्कर्ट के साथ) एक पतली स्पैटुला के साथ तालिका से अलग कर दें, क्योंकि भाग बहुत मजबूती से तालिका का पालन करता है, और एक या कई निचली परतों को फाड़ने का खतरा है। आसानी से मेज को हटाने और इसे वापस रखनेकी क्षमता एमसी 2 प्रिंटर में बहुत मदद करती है । यदि गोंद स्थापित टेबल पर लागू किया जा सकता है (हालांकि इसे हटाने के लिए अधिक सुविधाजनक है), तो गर्म पानी की एक धारा के तहत पीवीए से इसे धोना बेहतर है। वे स्थान जो मुद्रित भाग के संपर्क में नहीं आए थे, केवल एक अंगुली से धोए जाते हैं, और जहां भाग का पालन किया गया था, वे केवल एक स्पैटुला के साथ पोटीन हैं। इससे पता चलता है कि इन स्थानों पर गोंद वास्तव में तापमान के प्रभाव में कांच तक सूख जाता है।मैंने झूठ नहीं बोला, मैं हमेशा पहली बार ABS से किसी भी भाग को प्रिंट करने में सक्षम नहीं था, लेकिन कुछ अनुभव प्राप्त करने के बाद, आप अच्छे परिणाम प्राप्त कर सकते हैं। उदाहरण के लिए, मैं लगभग 100 मिमी के व्यास के साथ एक डिस्क प्रिंट नहीं कर सका और 100% कवरेज के साथ 10 मिमी की मोटाई - यह हमेशा बंद आया। 30% कवरेज में, ऐसी डिस्क मुद्रित की गई थी।ऐसा लगता है कि ठंडा करने के दौरान प्लास्टिक संकोचन के कारण होने वाले तनाव को कम करने के लिए, कटौती और कटौती के साथ मॉडल विकसित करना आवश्यक है।निम्नलिखित तस्वीरें एक टेबल पर गोंद लगाने में शामिल चरणों का वर्णन करती हैं, मुद्रण प्रक्रिया और इसके परिणाम:हौसले से लागू पीवीए गोंद: गोंद लगभग सूखा है, आप प्रिंट कर सकते हैं: हम
गोंद लगभग सूखा है, आप प्रिंट कर सकते हैं: हम एम 8 बोल्ट प्रिंट करते हैं :
एम 8 बोल्ट प्रिंट करते हैं : मुद्रण अभी समाप्त हो गया है:
मुद्रण अभी समाप्त हो गया है: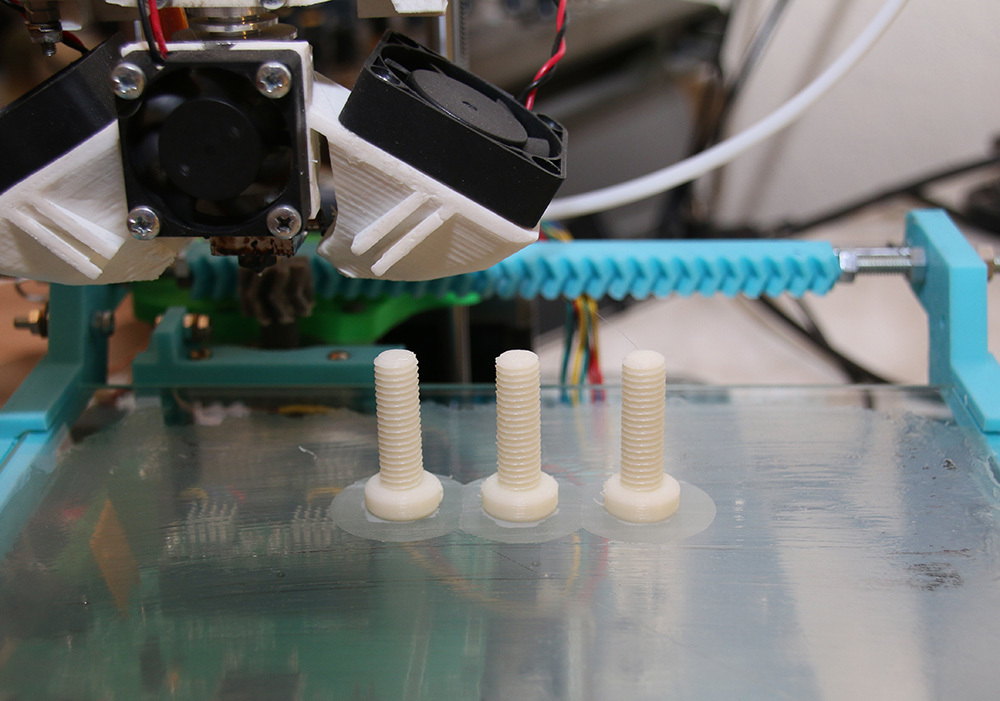 यह देखा जा सकता है कि किनारे का "स्कर्ट" बोल्ट सिर के पास से थोड़ा दूर कैसे जाता है, लेकिन
यह देखा जा सकता है कि किनारे का "स्कर्ट" बोल्ट सिर के पास से थोड़ा दूर कैसे जाता है, लेकिन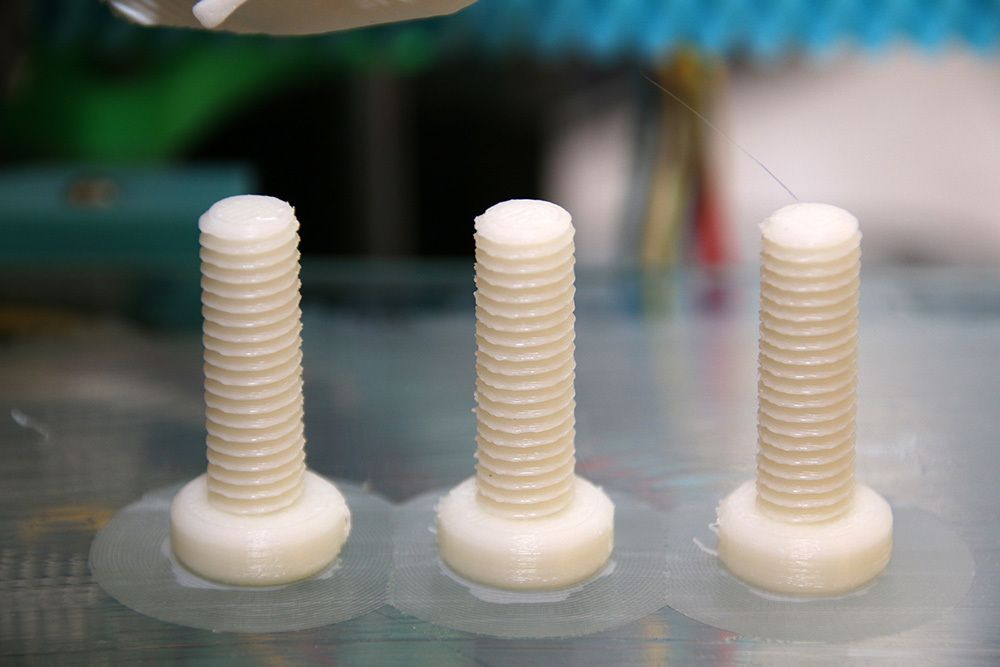 इस पर पकड़ है: थ्रेड और बिना किसी पोस्ट-प्रोसेसिंग के काफी अच्छा निकला, और एम 8 के एक पास के साथ थ्रेड को संसाधित करने के बाद बस हाथ से मर जाते हैं - धागा बहुत अच्छा है:
इस पर पकड़ है: थ्रेड और बिना किसी पोस्ट-प्रोसेसिंग के काफी अच्छा निकला, और एम 8 के एक पास के साथ थ्रेड को संसाधित करने के बाद बस हाथ से मर जाते हैं - धागा बहुत अच्छा है: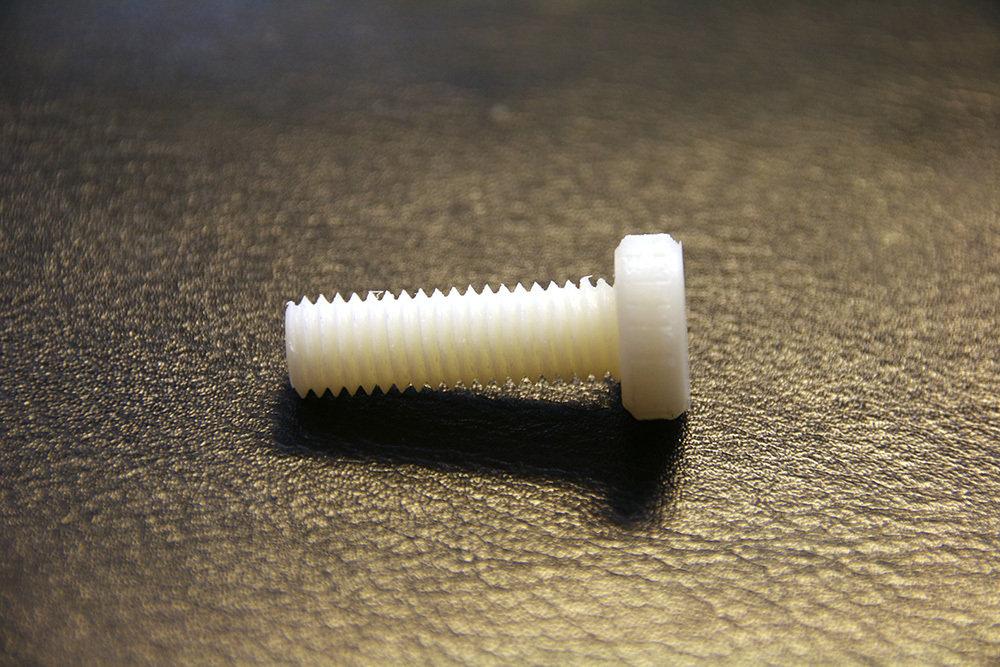 डिवाइस के पहले से ही मुद्रित भागों (ABS प्लास्टिक से बना भी) जिसके लिए बोल्ट प्रीप्रेस्ड थे:
डिवाइस के पहले से ही मुद्रित भागों (ABS प्लास्टिक से बना भी) जिसके लिए बोल्ट प्रीप्रेस्ड थे:
 ABS से बने भागों के सतहों, जो छपाई करते समय कोल्ड टेबल से सटे थे। एक बोनस के रूप में, चूंकि एबीएस प्लास्टिक प्रिंटर में टक गया है, इसलिए मैंने सभी प्रकार के तारों और उपकरणों को लटकाने के लिए वर्क स्टैंड के फ्रेम पर कुछ हुक मुद्रित किए:
ABS से बने भागों के सतहों, जो छपाई करते समय कोल्ड टेबल से सटे थे। एक बोनस के रूप में, चूंकि एबीएस प्लास्टिक प्रिंटर में टक गया है, इसलिए मैंने सभी प्रकार के तारों और उपकरणों को लटकाने के लिए वर्क स्टैंड के फ्रेम पर कुछ हुक मुद्रित किए: नौकरी में हुक:
नौकरी में हुक:
 मोरल: ठंडी मेज पर एबीएस प्लास्टिक को प्रिंट करने के साथ प्रयोग करने से डरो मत, कुछ दृढ़ता और कौशल के साथ। यह निकल जाएगा।और एक घर 3 डी प्रिंटर एक उपयोगी उपकरण है, चाहे जो भी लोगों को कहना हो!पिछला लेख: 3D प्रिंटर एक होम टूल के रूप में
मोरल: ठंडी मेज पर एबीएस प्लास्टिक को प्रिंट करने के साथ प्रयोग करने से डरो मत, कुछ दृढ़ता और कौशल के साथ। यह निकल जाएगा।और एक घर 3 डी प्रिंटर एक उपयोगी उपकरण है, चाहे जो भी लोगों को कहना हो!पिछला लेख: 3D प्रिंटर एक होम टूल के रूप में Source: https://habr.com/ru/post/hi393877/
All Articles