Mesin penggilingan CNC 3-sumbu yang sederhana dan murah. Bagian 2
Saat ini, fokusnya adalah pada perancang mesin penggilingan 3D.Dalam posting sebelumnya, kami fokus pada masalah mengkonfigurasi slicer Skeinforge.Sebenarnya dari tempat ini lebih detail. Jadi, klik tombol "Pengaturan"Jendela Skeinforge Slicer Settings terbuka. Di bidang "Pemilihan Profil" pilih "End_mill"Pada tab "Chop" di bidang "Diameter pabrik / fokus (mm)" masukkan diameter bagian kerja pemotong.Dalam bidang "Layer Height (mm)", masukkan nilai yang diperlukan dari layer mill.Nilai biasa adalah 0,1-0,3 mm. Semakin keras material, semakin rendah tinggi lapisan.Di tab "Umpan"
Di bidang "Pemilihan Profil" pilih "End_mill"Pada tab "Chop" di bidang "Diameter pabrik / fokus (mm)" masukkan diameter bagian kerja pemotong.Dalam bidang "Layer Height (mm)", masukkan nilai yang diperlukan dari layer mill.Nilai biasa adalah 0,1-0,3 mm. Semakin keras material, semakin rendah tinggi lapisan.Di tab "Umpan"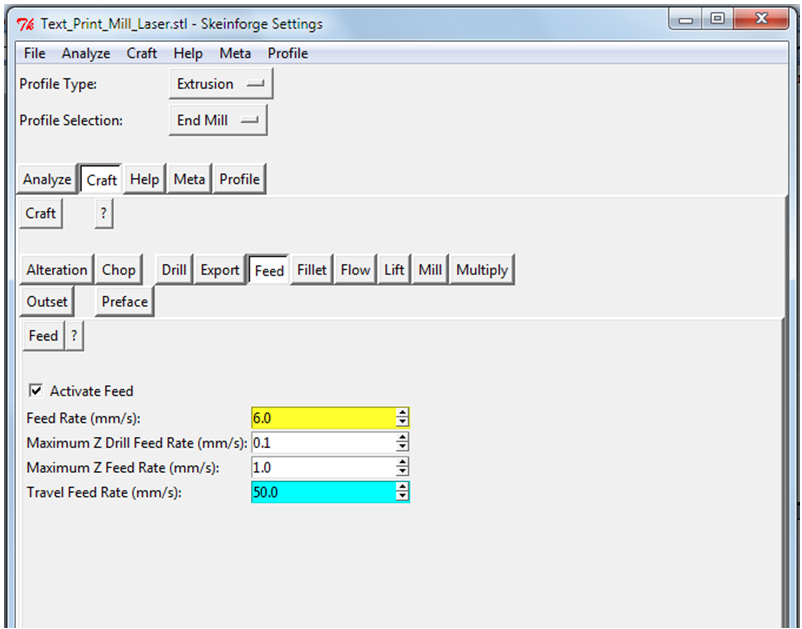 Di bidang "Tingkat Umpan (mm / s)" kita memasukkan nilai kecepatan potong (umpan).Nilai ini ditentukan dalam mm per detik. Dalam program lain, nilai ini dapat diukur dalam mm per menit (mm / menit). Terjemahan antar nilai: 1 mm / mnt = 60 mm / s.Nilai berkisar dari 0,5 mm / s (30 mm / mnt) untuk bahan keras hingga 7 mm / s (420 mm / mnt) untuk bahan lunak.Di tab "Angkat"
Di bidang "Tingkat Umpan (mm / s)" kita memasukkan nilai kecepatan potong (umpan).Nilai ini ditentukan dalam mm per detik. Dalam program lain, nilai ini dapat diukur dalam mm per menit (mm / menit). Terjemahan antar nilai: 1 mm / mnt = 60 mm / s.Nilai berkisar dari 0,5 mm / s (30 mm / mnt) untuk bahan keras hingga 7 mm / s (420 mm / mnt) untuk bahan lunak.Di tab "Angkat" Dalam bidang Izin di atas Atas (mm): setel ketinggian dengan mana pemotong akan naik dari benda kerja sebelum memulai gerakan horizontal. Ketinggian ini harus lebih tinggi dari ketinggian pengencang benda kerja apa pun.Dalam bidang "Perbedaan model dan detail (mm)", masukkan nilai perbedaan antara tinggi model 3D di sepanjang sumbu Z dan tinggi benda kerja.Nilai = Tinggi benda kerja - Tinggi modelContoh:1) Kami memiliki model 3D setinggi 2,5 mm.Kita perlu menggiling model ini pada benda kerja dengan tinggi 2,5 mmKemudian nilai = 2,5-2,5 = 02) Jika kita memiliki benda kerja dengan tinggi 1,5 mm,maka nilainya akan = 1,5-2,5 = -1 mm (minus 1 mm)3) Jika kita memiliki 5 mm kosong,maka nilainya akan = 5-2.5 = 2.5 mm (ditambah 2.5 mm)Dengan memasukkan nilai ini, penggilingan akan dimulai di permukaan atas benda kerja.Parameter yang tersisa tidak perlu diubah.Klik tombol "Simpan semua" dan tutup jendela.Selanjutnya, klik tombol.
Dalam bidang Izin di atas Atas (mm): setel ketinggian dengan mana pemotong akan naik dari benda kerja sebelum memulai gerakan horizontal. Ketinggian ini harus lebih tinggi dari ketinggian pengencang benda kerja apa pun.Dalam bidang "Perbedaan model dan detail (mm)", masukkan nilai perbedaan antara tinggi model 3D di sepanjang sumbu Z dan tinggi benda kerja.Nilai = Tinggi benda kerja - Tinggi modelContoh:1) Kami memiliki model 3D setinggi 2,5 mm.Kita perlu menggiling model ini pada benda kerja dengan tinggi 2,5 mmKemudian nilai = 2,5-2,5 = 02) Jika kita memiliki benda kerja dengan tinggi 1,5 mm,maka nilainya akan = 1,5-2,5 = -1 mm (minus 1 mm)3) Jika kita memiliki 5 mm kosong,maka nilainya akan = 5-2.5 = 2.5 mm (ditambah 2.5 mm)Dengan memasukkan nilai ini, penggilingan akan dimulai di permukaan atas benda kerja.Parameter yang tersisa tidak perlu diubah.Klik tombol "Simpan semua" dan tutup jendela.Selanjutnya, klik tombol.  Sebuah jendela layanan akan terbuka (yang tidak bisa ditutup) dan progres slicing akan ditampilkan.
Sebuah jendela layanan akan terbuka (yang tidak bisa ditutup) dan progres slicing akan ditampilkan.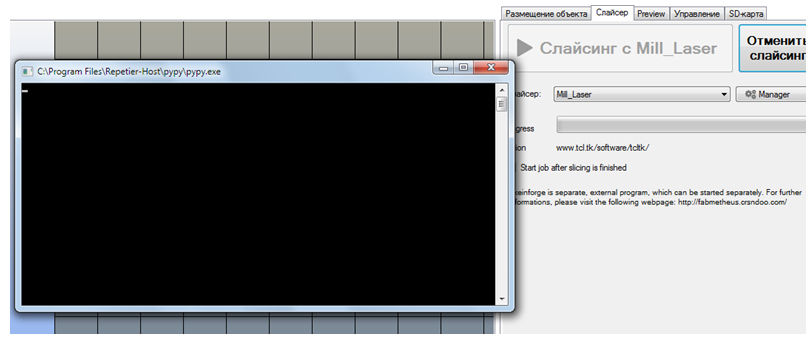 Pada tab "Pratinjau", kode-G yang diterima akan ditampilkan.
Pada tab "Pratinjau", kode-G yang diterima akan ditampilkan. Dapat dilihat bahwa penggilingan akan dimulai dari koordinat sedikit lebih dari 20 mm di X dan 20 mm di Y. Bendakerja harus ditempatkan di posisi yang sama dengan kode-g yang diterima.7.5. Menyetel pemotong ke posisi 0Semua manipulasi dengan pemotong hanya boleh dilakukan ketika daya ke pemotong dimatikan.Sebelum memulai penggilingan, perlu untuk menginstal mesin penggilingan pada instalasi. Klausul 3.3, 3.4.Kami menghidupkan mesin di jaringan.PENTING: JANGAN MENGHIDUPKAN PENGGUNA.Kami menghubungkan kabel USB perangkat ke komputer.Buka program Repetier-Host.Pilih profil: RUBOT_ MILLSetelah menghubungkan printer, buka tab "Manajemen" dan klik tombol parkir di semua sumbu.
Dapat dilihat bahwa penggilingan akan dimulai dari koordinat sedikit lebih dari 20 mm di X dan 20 mm di Y. Bendakerja harus ditempatkan di posisi yang sama dengan kode-g yang diterima.7.5. Menyetel pemotong ke posisi 0Semua manipulasi dengan pemotong hanya boleh dilakukan ketika daya ke pemotong dimatikan.Sebelum memulai penggilingan, perlu untuk menginstal mesin penggilingan pada instalasi. Klausul 3.3, 3.4.Kami menghidupkan mesin di jaringan.PENTING: JANGAN MENGHIDUPKAN PENGGUNA.Kami menghubungkan kabel USB perangkat ke komputer.Buka program Repetier-Host.Pilih profil: RUBOT_ MILLSetelah menghubungkan printer, buka tab "Manajemen" dan klik tombol parkir di semua sumbu. Selanjutnya, naikkan sumbu Z sebesar 20-30 mm.Kami bergerak di sepanjang sumbu XY sebesar 50 mm.Pasang pemotong di collet pemotong Sambil
Selanjutnya, naikkan sumbu Z sebesar 20-30 mm.Kami bergerak di sepanjang sumbu XY sebesar 50 mm.Pasang pemotong di collet pemotong Sambil memegang pemotong, kami memutar mur bagian bawah sampai pemotong terlepas dari collet, tetapi bisa bergerak di dalamnya.Selanjutnya, di bidang "G-Code", masukkan nilai "G1 Z0" (perintah untuk memindahkan tabel ke posisi 0 dan tekan tombol "Kirim")
memegang pemotong, kami memutar mur bagian bawah sampai pemotong terlepas dari collet, tetapi bisa bergerak di dalamnya.Selanjutnya, di bidang "G-Code", masukkan nilai "G1 Z0" (perintah untuk memindahkan tabel ke posisi 0 dan tekan tombol "Kirim") Pabrik akan mengambil posisi 0 (menyentuh tabel). Pabrik harus bersandar pada meja.
Pabrik akan mengambil posisi 0 (menyentuh tabel). Pabrik harus bersandar pada meja.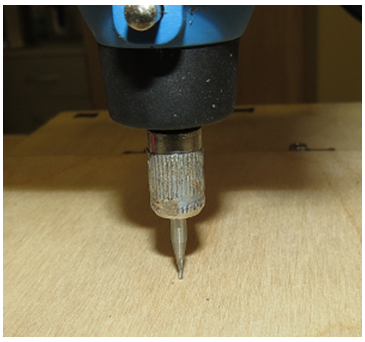 Penting untuk mengencangkan pemotong.Mesin siap memulai penggilingan.7.6. Memulai penggilinganSetelah memasang pemotong, menyiapkan kode-g, Anda harus:- memasang benda kerja menggunakan pengencang
Penting untuk mengencangkan pemotong.Mesin siap memulai penggilingan.7.6. Memulai penggilinganSetelah memasang pemotong, menyiapkan kode-g, Anda harus:- memasang benda kerja menggunakan pengencang - menyalakan daya ke pemotong penggilingan. Pemotong akan mulai berputar.- klik tombol "Start".
- menyalakan daya ke pemotong penggilingan. Pemotong akan mulai berputar.- klik tombol "Start".  Proses penggilingan akan dimulai.Mesin menentukan 0 posisi di sepanjang sumbu XYZ danmemulai proses milling.Setelah akhir penggilingan. Mesin akan berhenti.Anda harus mematikan daya ke router.Setelah menghentikan rotasi pemotong, Anda dapat menghapus benda kerja.7.7. Mempersiapkan kode untuk milling dari file vektor.Inkscape dengan ekstensi gcodetools digunakan untuk bekerja dengan grafik vektor.Buka program,
Proses penggilingan akan dimulai.Mesin menentukan 0 posisi di sepanjang sumbu XYZ danmemulai proses milling.Setelah akhir penggilingan. Mesin akan berhenti.Anda harus mematikan daya ke router.Setelah menghentikan rotasi pemotong, Anda dapat menghapus benda kerja.7.7. Mempersiapkan kode untuk milling dari file vektor.Inkscape dengan ekstensi gcodetools digunakan untuk bekerja dengan grafik vektor.Buka program,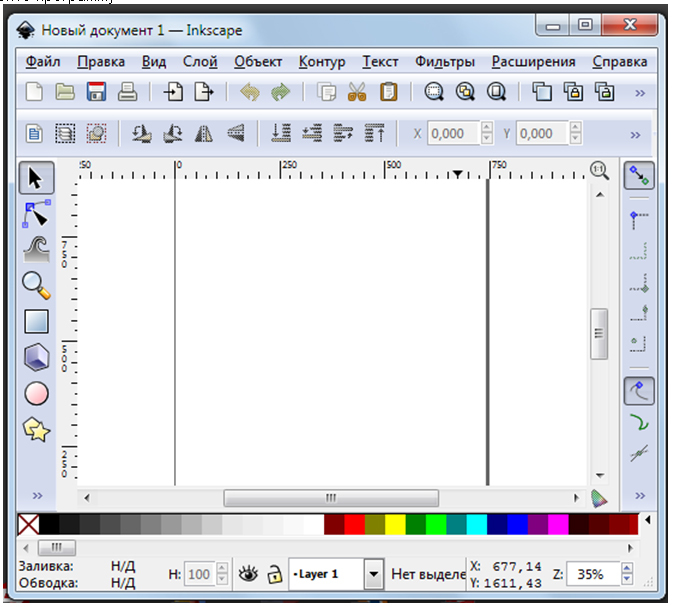 buka file vektor dan pilih, pilih
buka file vektor dan pilih, pilih tampilan koordinat dalam mm.
tampilan koordinat dalam mm. Perhatian: skala vertikal dan horizontal ditampilkan tidak dalam mm tetapi dalam px.Tempatkan model dalam koordinat yang diperlukan. Anda dapat menempatkannya dengan menggerakkan bagian itu sendiri (dengan tombol kiri ditekan) atau dengan memasukkan nilai yang diperlukan di bidang X dan U.
Perhatian: skala vertikal dan horizontal ditampilkan tidak dalam mm tetapi dalam px.Tempatkan model dalam koordinat yang diperlukan. Anda dapat menempatkannya dengan menggerakkan bagian itu sendiri (dengan tombol kiri ditekan) atau dengan memasukkan nilai yang diperlukan di bidang X dan U. Pilih model dan buka jendela "Extensions / Gcode tools / Tools tools" perpustakaan
Pilih model dan buka jendela "Extensions / Gcode tools / Tools tools" perpustakaan akan terbuka, di mana pilih "Cutter pabrik RUBOT" untuk millingKlik Terapkan tombol, lalu Tutup.Selanjutnya, pengaturan pemotong akan muncul di kotak hijau.
akan terbuka, di mana pilih "Cutter pabrik RUBOT" untuk millingKlik Terapkan tombol, lalu Tutup.Selanjutnya, pengaturan pemotong akan muncul di kotak hijau. Di sini perlu untuk mengubah:"diameter" - diameter kerja pemotong dalam mm"Feed" - kecepatan pemrosesan !!! mm / mnt (ketika mengatur di Skeinforge mereka memasukkan nilai dalam mm / s)"langkah kedalaman" - kedalaman pemrosesan dalam 1 pass in mm.Perubahan terjadi dengan beberapa klik ganda pada nilai teks.Setelah memasukkan nilai yang diperlukan, pilih model dan pilih Alat Ekstensi / Gcode / Titik orientasi ”
Di sini perlu untuk mengubah:"diameter" - diameter kerja pemotong dalam mm"Feed" - kecepatan pemrosesan !!! mm / mnt (ketika mengatur di Skeinforge mereka memasukkan nilai dalam mm / s)"langkah kedalaman" - kedalaman pemrosesan dalam 1 pass in mm.Perubahan terjadi dengan beberapa klik ganda pada nilai teks.Setelah memasukkan nilai yang diperlukan, pilih model dan pilih Alat Ekstensi / Gcode / Titik orientasi ”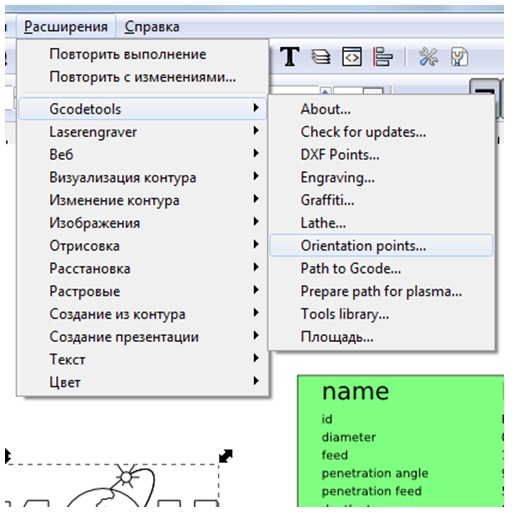 Jendela terbuka
Jendela terbuka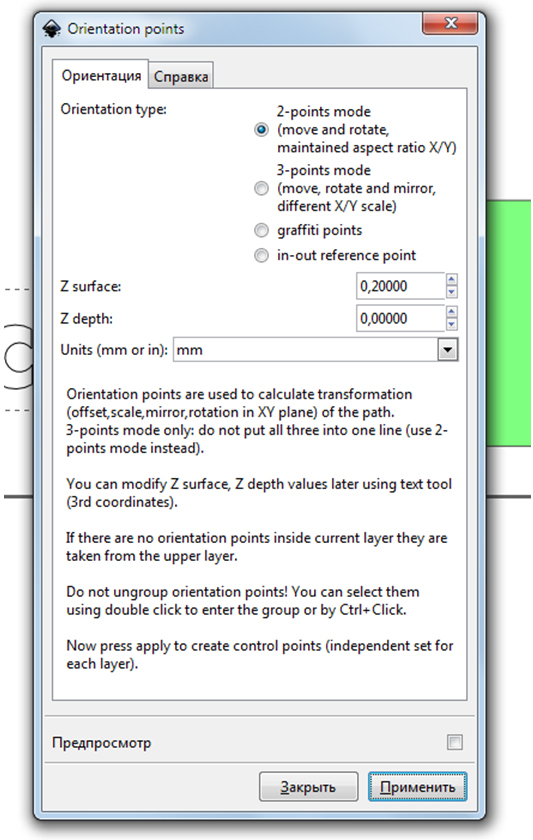 Di sini Anda perlu memasukkan nilai berikut:“ Permukaan Z ”- ketinggian benda kerja dari tabel dalam mm“ Kedalaman Z ”- kedalaman pemrosesan pada langkah“ langkah dalam ”. Kedalaman dihitung dari tabel. Jika "0", maka pemrosesan akan dilakukan ke seluruh kedalaman "permukaan Z" ke tabel.Klik "Terapkan" dan "Tutup".Koordinat layanan dalam mm muncul.
Di sini Anda perlu memasukkan nilai berikut:“ Permukaan Z ”- ketinggian benda kerja dari tabel dalam mm“ Kedalaman Z ”- kedalaman pemrosesan pada langkah“ langkah dalam ”. Kedalaman dihitung dari tabel. Jika "0", maka pemrosesan akan dilakukan ke seluruh kedalaman "permukaan Z" ke tabel.Klik "Terapkan" dan "Tutup".Koordinat layanan dalam mm muncul. Jendela terbuka.
Jendela terbuka.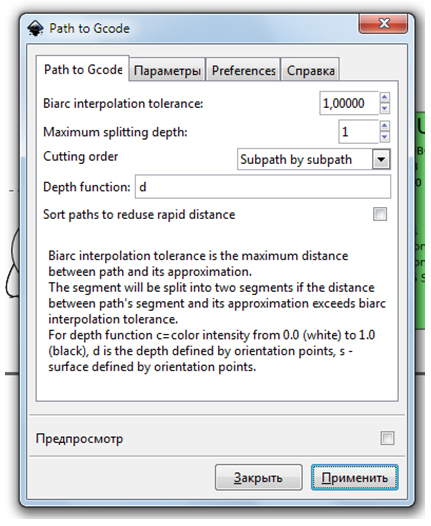 Buka tab "Preferensi".
Buka tab "Preferensi".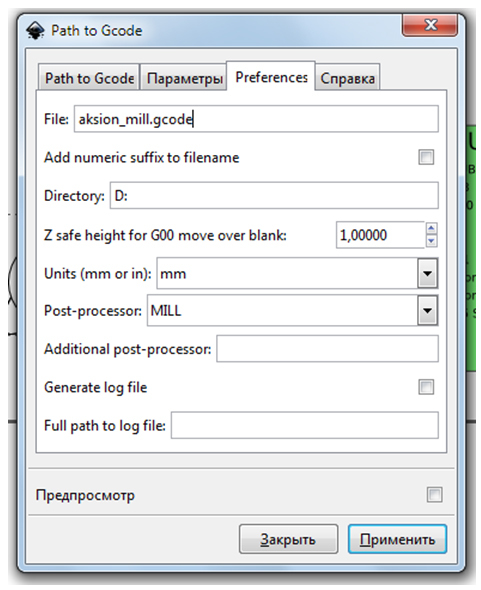 Kami mengedit bidang:"File" - masukkan nama file dengan ekstensi .gcode"Direktori" - masukkan path untuk menyimpan file"Post-prosesor" - pilih MILL untuk penggilinganSetelah itu !!! PENTING!!! buka tab "Path to Gcode" dan klik "Apply", lalu "Close".Path milling akan ditampilkan pada model.
Kami mengedit bidang:"File" - masukkan nama file dengan ekstensi .gcode"Direktori" - masukkan path untuk menyimpan file"Post-prosesor" - pilih MILL untuk penggilinganSetelah itu !!! PENTING!!! buka tab "Path to Gcode" dan klik "Apply", lalu "Close".Path milling akan ditampilkan pada model. Kode untuk milling telah dibuat.Sekarang buka Repetier-Host, hubungkan mesin, instal pemotong milling, buka file kode yang dibuat (menggunakan tombol "Download").
Kode untuk milling telah dibuat.Sekarang buka Repetier-Host, hubungkan mesin, instal pemotong milling, buka file kode yang dibuat (menggunakan tombol "Download"). Tekan tombol "Start", milling akan dimulai.
Tekan tombol "Start", milling akan dimulai. Source: https://habr.com/ru/post/id382263/
All Articles