Printer 3D VS Axe (Dota2) Bagian 1
Untuk beberapa waktu sekarang saya telah dengan cermat mengikuti ceruk pencetakan 3D. Tapi sejujurnya, tidak mungkin untuk tidak mengikutinya, karena semua portal informasi dan berita penuh dengan artikel dari area ini. Tidak mengherankan, karena ini adalah teknologi progresif, banyak penumpang baru dan terlalu banyak yang mencoba untuk mendapatkan pijakan di "sumber".Secara umum, cerita itu bukan lagi tentang persepsi pribadi saya atau visi subjektif dari segala sesuatu yang terjadi, tetapi lebih pada bagian praktisnya dan proses pencetakan itu sendiri. Sebelumnya saya punya kesempatan untuk bekerja langsung di bidang ini. Setahun setengah yang lalu, teman-teman saya bercerita tentang teknologi pencetakan 3D, yang masih cukup baru pada waktu itu, dan kemampuannya. Saya tidak akan menyembunyikan bahwa teknologi ini adalah oh, seberapa jauh dari saya. Tidak sulit untuk mencari tahu apa apa, dengan beberapa pengecualian: proses pencetakan itu sendiri. Menurut pendapat saya, perangkat lunak kayu kecil, yang terpasang dan merupakan bagian integral dari printer, ternyata menjadi ujian nyata. Masalahnya sama sekali bukan untuk memahami terminologi atau pengaturan itu sendiri, yaitu, bagaimana benar membangun kembali semuanya sehingga ... ITU mencetak tanpa cacat. Saya harus berkeringat dan membuang beberapa "pancake lumpy" yang gagal. Saya pikir tidak hanya artikel apa pun yang akan membantu saya menghindari kesalahan mendasar. Sebenarnya, inilah alasan publikasi ini.Untuk beberapa alasan, teman-teman saya tidak mempublikasikan hasil pengalaman mereka di mana pun kecuali blog mereka, tetapi sia-sia. Oleh karena itu, perlu untuk memperbaiki pengawasan ini - mereka menggali, menerjemahkan, membuat bubuk dan menyarankan untuk membaca di bawah ini. ( artikel ini adalah terjemahan yang diadaptasi dari artikel yang sudah ada).Kisah ini didedikasikan untuk semua pemilik printer 3D yang menggunakan ABS dan PLAbahan. Dan siapa pun yang memiliki peralatan dengan urutan pendingin yang lebih besar, ia akan berhasil tanpa saran.Jadi, pengalaman pertama mencetak model 3d Aksa (kira-kira Ax adalah pahlawan Dota 2). Model ini dikembangkan oleh Gambody . Menurut mereka, banyak kerucut terisi - untuk alasan ini mereka dengan ramah menawarkan bantuan mereka. Tes menggunakan Repetier perangkat lunak yang sudah ada sebelumnya , tetapi dimodifikasi oleh perusahaan yang sama.Pertanyaan pertama adalah dari mana harus memulai? Dan kami mulai mencetak model dari bawah ke atas - ke pinggang.Pertama-tama, muat file stl ke dalam program. Artikel asli menyatakan bahwa perusahaan pada awalnya mengembangkan model untuk ukuran cetak 150x150, yaitu, model skala maksimum 150x150. Model dapat dikurangi dengan menggunakan fungsi skala di bagian penempatan objek dan mengubah nilai di sepanjang sumbu X (setelah melepas kunci).Untuk tes cetak, model dikurangi 2 kali (50%), yaitu skalanya adalah 75x75. Untuk mengubah parameter model, kami mengubah nilai sepanjang sumbu X dari 1 menjadi 0,5. Untuk pencetakan uji, skala ini paling nyaman, karena modelnya akan seukuran telapak tangan dan pada saat yang sama mempertahankan detailnya, dikandung oleh desainer 3d.
Masalahnya sama sekali bukan untuk memahami terminologi atau pengaturan itu sendiri, yaitu, bagaimana benar membangun kembali semuanya sehingga ... ITU mencetak tanpa cacat. Saya harus berkeringat dan membuang beberapa "pancake lumpy" yang gagal. Saya pikir tidak hanya artikel apa pun yang akan membantu saya menghindari kesalahan mendasar. Sebenarnya, inilah alasan publikasi ini.Untuk beberapa alasan, teman-teman saya tidak mempublikasikan hasil pengalaman mereka di mana pun kecuali blog mereka, tetapi sia-sia. Oleh karena itu, perlu untuk memperbaiki pengawasan ini - mereka menggali, menerjemahkan, membuat bubuk dan menyarankan untuk membaca di bawah ini. ( artikel ini adalah terjemahan yang diadaptasi dari artikel yang sudah ada).Kisah ini didedikasikan untuk semua pemilik printer 3D yang menggunakan ABS dan PLAbahan. Dan siapa pun yang memiliki peralatan dengan urutan pendingin yang lebih besar, ia akan berhasil tanpa saran.Jadi, pengalaman pertama mencetak model 3d Aksa (kira-kira Ax adalah pahlawan Dota 2). Model ini dikembangkan oleh Gambody . Menurut mereka, banyak kerucut terisi - untuk alasan ini mereka dengan ramah menawarkan bantuan mereka. Tes menggunakan Repetier perangkat lunak yang sudah ada sebelumnya , tetapi dimodifikasi oleh perusahaan yang sama.Pertanyaan pertama adalah dari mana harus memulai? Dan kami mulai mencetak model dari bawah ke atas - ke pinggang.Pertama-tama, muat file stl ke dalam program. Artikel asli menyatakan bahwa perusahaan pada awalnya mengembangkan model untuk ukuran cetak 150x150, yaitu, model skala maksimum 150x150. Model dapat dikurangi dengan menggunakan fungsi skala di bagian penempatan objek dan mengubah nilai di sepanjang sumbu X (setelah melepas kunci).Untuk tes cetak, model dikurangi 2 kali (50%), yaitu skalanya adalah 75x75. Untuk mengubah parameter model, kami mengubah nilai sepanjang sumbu X dari 1 menjadi 0,5. Untuk pencetakan uji, skala ini paling nyaman, karena modelnya akan seukuran telapak tangan dan pada saat yang sama mempertahankan detailnya, dikandung oleh desainer 3d.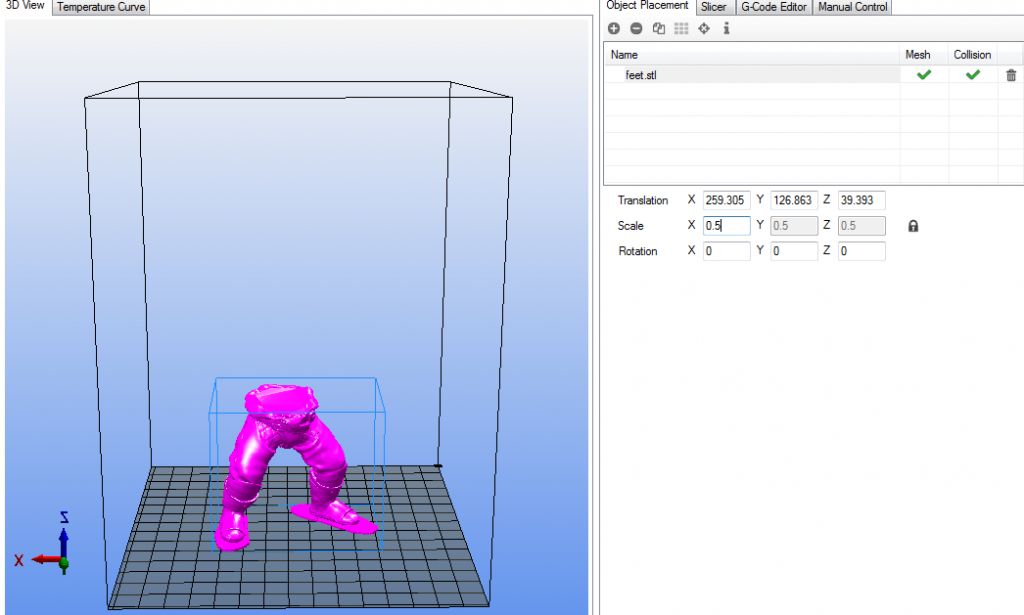
Posisi Model
Posisi model merupakan faktor penting, karena tergantung pada posisinya saat mencetak:- kebutuhan akan dukungan dan kuantitasnya;- kualitas model dari semua sisi, di mana dukungan ini akan digunakan, dan- jumlah bahan yang dikonsumsi.Untuk mencetak kaki, dimungkinkan untuk menggunakan dua posisi:1. Berbaring telentang (jika file stl model tanpa rakit di bawah kaki Anda), gunakan rotasi di bagian penempatan objek, tentukan 78 pada sumbu X dan -10 pada sumbu Y.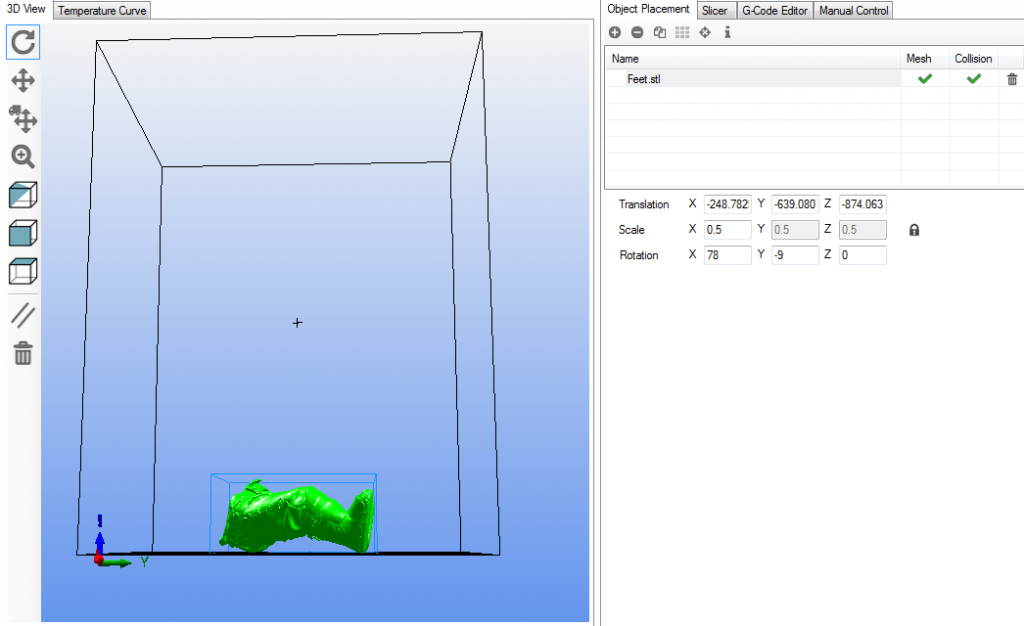 2. Standing (Anda dapat menggunakan file stl model apa pun baik tanpa rakit dan dengan rakit di bawah kaki Anda). Dalam hal ini, model akan segera berada di posisi yang tepat dan kami tidak akan menggunakan rotasi.Untuk tes saya akan menggunakan opsi kedua. Di bawah ini saya akan menjelaskan perbedaannya secara lebih rinci ketika menyangkut dukungan.Jadi, setelah mengatur skala dan posisi model yang diinginkan, bayangkan pengaturan untuk memastikan kualitas terbaik dari model yang dicetak. Untuk melakukan ini, Anda memerlukan Slicer > Buka bagian pengaturan slice lanjut dan buka pengaturan slicer dengan mengklik tombol configure. Ini memiliki 3 bagian, yang masing-masing sudah memiliki profil tersimpan yang disebut "Solidudle" .Untuk menyesuaikan kualitas model yang dicetak, Anda perlu bagian Pengaturan Cetak .Saya menggunakan pengaturan profil "Solidudle .3mm", di mana saya membuat perubahan yang diperlukan untuk diri saya sendiri. Jangan lupa bahwa setelah setiap "bersin", yaitu, perubahan dalam pengaturan bidang / nilai / parameter harus disimpan, selalu perlu mengklik "simpan".Bagian dengan parameter “Layers and perimeters.”Parameter pertama yang saya sarankan ubah adalah Layer height - layer height. Salah satu parameter terpenting yang mempengaruhi kualitas cetak. Saat menginstalnya, Anda harus fokus pada geometri model cetak dan waktu pencetakan. Semakin rendah nilai parameter tinggi lapisan, semakin lama proses pencetakan itu sendiri, TETAPI! semakin kecil nilainya, semakin halus model dinding dan semakin kualitatif hasilnya.Saya memberikan 2 contoh - dengan nilai ketinggian lapisan 0,3 mm dan 0,2 mm.1. KAKI - TINGGI LAPISAN 0.2MM2. KAKI - TETAP LAPISAN 0.3MM
2. Standing (Anda dapat menggunakan file stl model apa pun baik tanpa rakit dan dengan rakit di bawah kaki Anda). Dalam hal ini, model akan segera berada di posisi yang tepat dan kami tidak akan menggunakan rotasi.Untuk tes saya akan menggunakan opsi kedua. Di bawah ini saya akan menjelaskan perbedaannya secara lebih rinci ketika menyangkut dukungan.Jadi, setelah mengatur skala dan posisi model yang diinginkan, bayangkan pengaturan untuk memastikan kualitas terbaik dari model yang dicetak. Untuk melakukan ini, Anda memerlukan Slicer > Buka bagian pengaturan slice lanjut dan buka pengaturan slicer dengan mengklik tombol configure. Ini memiliki 3 bagian, yang masing-masing sudah memiliki profil tersimpan yang disebut "Solidudle" .Untuk menyesuaikan kualitas model yang dicetak, Anda perlu bagian Pengaturan Cetak .Saya menggunakan pengaturan profil "Solidudle .3mm", di mana saya membuat perubahan yang diperlukan untuk diri saya sendiri. Jangan lupa bahwa setelah setiap "bersin", yaitu, perubahan dalam pengaturan bidang / nilai / parameter harus disimpan, selalu perlu mengklik "simpan".Bagian dengan parameter “Layers and perimeters.”Parameter pertama yang saya sarankan ubah adalah Layer height - layer height. Salah satu parameter terpenting yang mempengaruhi kualitas cetak. Saat menginstalnya, Anda harus fokus pada geometri model cetak dan waktu pencetakan. Semakin rendah nilai parameter tinggi lapisan, semakin lama proses pencetakan itu sendiri, TETAPI! semakin kecil nilainya, semakin halus model dinding dan semakin kualitatif hasilnya.Saya memberikan 2 contoh - dengan nilai ketinggian lapisan 0,3 mm dan 0,2 mm.1. KAKI - TINGGI LAPISAN 0.2MM2. KAKI - TETAP LAPISAN 0.3MM Jika Anda seorang geek, akan lebih tepat untuk mengasumsikan bahwa Anda ingin memiliki karakter yang lebih realistis dan berkualitas tinggi dari permainan favorit Anda, jadi saya menyarankan Anda untuk menggunakan ketinggian lapisan 0,2mm. Jika Anda tidak keberatan dengan waktu, Anda dapat menurunkan nilainya menjadi 0,15, atau bahkan kurang dari 0,1mm.Saya lebih suka 0.2mm, tetapi Anda yang memutuskan.Parameter berikutnya Tinggi lapisan pertama- ketinggian lapisan pertama. Lapisan pertama digunakan untuk rakit di bawah model. Tetapi perhatikan, jika Anda memiliki printer 3D dengan pemanas printbed, maka nilai ini dapat diatur sedikit lebih besar dari parameter ketinggian Layer, tetapi jika printbed tidak dipanaskan, maka untuk memperbaiki model di atas meja, tentukan nilai yang identik dengan set parameter ketinggian Layer, atau sedikit lebih sedikit plastik untuk dipegang pada pita putih khusus cetak.Secara umum, saya pribadi memiliki printbed dengan pemanas, jadi saya menggunakan nilai 0,3mm untuk lapisan pertama.Dan parameter ketiga yang saya sarankan untuk diedit adalah Perimeter(minimum) - jumlah lapisan kontur model (atau jumlah lapisan dinding model). Semakin kecil jumlahnya, semakin kecil ketebalan dinding, yang berarti modelnya akan lebih rapuh. Nilai minimum adalah 1, optimal adalah 3-4 pcs .;Saya menggunakan 4 pcs untuk membuat model lebih tahan lama dan sangat signifikan di tangan saya dan di sini kita tidak boleh lupa bahwa parameter ini mempengaruhi jumlah bahan yang digunakan. Karena itu, semuanya tergantung pada apa yang lebih diprioritaskan untuk Anda.
Jika Anda seorang geek, akan lebih tepat untuk mengasumsikan bahwa Anda ingin memiliki karakter yang lebih realistis dan berkualitas tinggi dari permainan favorit Anda, jadi saya menyarankan Anda untuk menggunakan ketinggian lapisan 0,2mm. Jika Anda tidak keberatan dengan waktu, Anda dapat menurunkan nilainya menjadi 0,15, atau bahkan kurang dari 0,1mm.Saya lebih suka 0.2mm, tetapi Anda yang memutuskan.Parameter berikutnya Tinggi lapisan pertama- ketinggian lapisan pertama. Lapisan pertama digunakan untuk rakit di bawah model. Tetapi perhatikan, jika Anda memiliki printer 3D dengan pemanas printbed, maka nilai ini dapat diatur sedikit lebih besar dari parameter ketinggian Layer, tetapi jika printbed tidak dipanaskan, maka untuk memperbaiki model di atas meja, tentukan nilai yang identik dengan set parameter ketinggian Layer, atau sedikit lebih sedikit plastik untuk dipegang pada pita putih khusus cetak.Secara umum, saya pribadi memiliki printbed dengan pemanas, jadi saya menggunakan nilai 0,3mm untuk lapisan pertama.Dan parameter ketiga yang saya sarankan untuk diedit adalah Perimeter(minimum) - jumlah lapisan kontur model (atau jumlah lapisan dinding model). Semakin kecil jumlahnya, semakin kecil ketebalan dinding, yang berarti modelnya akan lebih rapuh. Nilai minimum adalah 1, optimal adalah 3-4 pcs .;Saya menggunakan 4 pcs untuk membuat model lebih tahan lama dan sangat signifikan di tangan saya dan di sini kita tidak boleh lupa bahwa parameter ini mempengaruhi jumlah bahan yang digunakan. Karena itu, semuanya tergantung pada apa yang lebih diprioritaskan untuk Anda.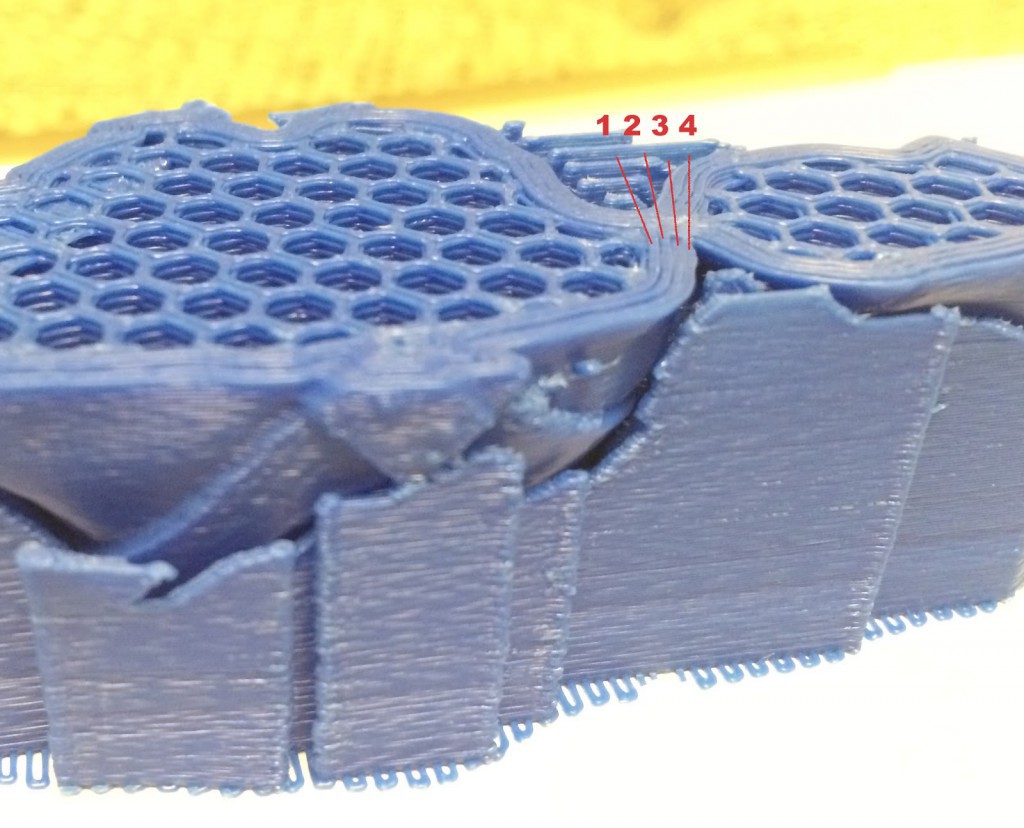 Saya menyarankan Anda untuk meninggalkan semua parameter lain untuk "Layers and perimeters" seperti aslinya, tanpa perubahan.Buka item berikutnya, tab "Pengaturan Cetak" - "Isi" .
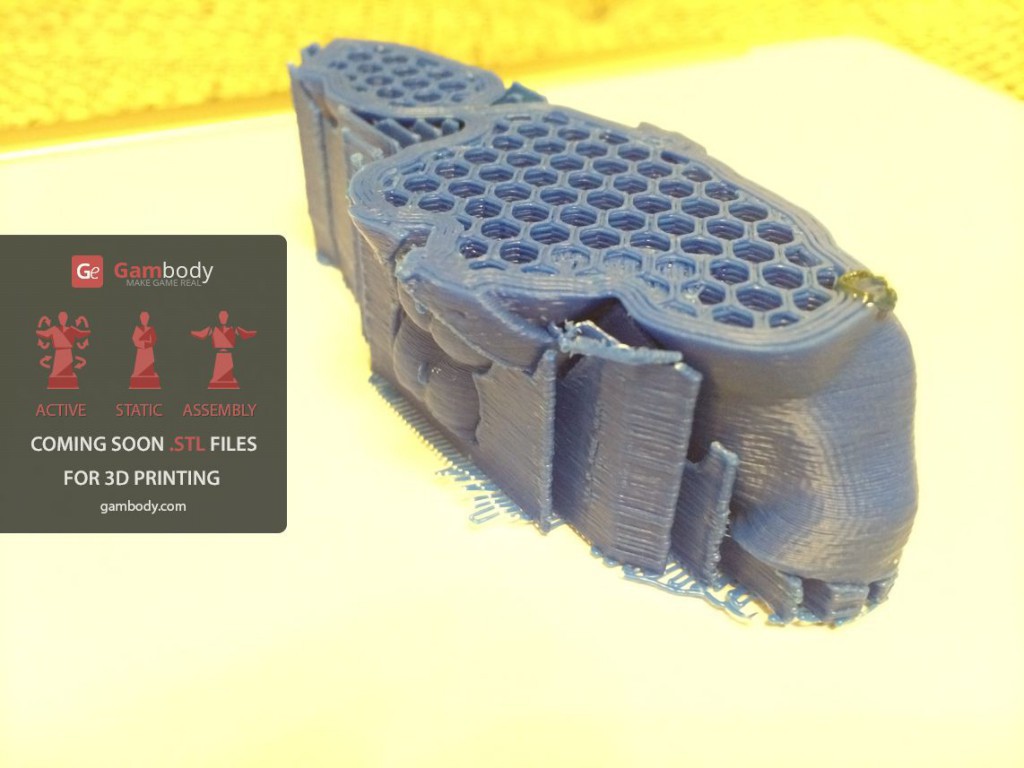
Saya menyarankan Anda untuk meninggalkan semua parameter lain untuk "Layers and perimeters" seperti aslinya, tanpa perubahan.Buka item berikutnya, tab "Pengaturan Cetak" - "Isi" . Di sini lagi, saya tidak mengubah apa pun, dan menggunakan pengaturan profilSolidudle .3mm.Saya hanya ingin berbagi poin utama.Infill adalah pengisian ruang kosong di dalam model. Semakin tinggi persentase pengisian, semakin kuat model, tetapi hasil cetaknya jauh lebih lama. Untuk sebagian besar objek, level pengisian 20-30% (0,2-0,3) cukup cocok.Saya menyarankan Anda untuk memperhatikan parameter kerapatan isian - ini adalah persentase mengisi model dengan kisi dan pola isian - jenis isian (kisi) model. Untuk meningkatkan kekuatan model sekaligus mengurangi bobotnya, sangat baik menggunakan honeycomb (honeycomb), dan tingkat pengisian optimal 30%! Karena itu, di sini saya juga membiarkan semuanya tidak berubah.
Di sini lagi, saya tidak mengubah apa pun, dan menggunakan pengaturan profilSolidudle .3mm.Saya hanya ingin berbagi poin utama.Infill adalah pengisian ruang kosong di dalam model. Semakin tinggi persentase pengisian, semakin kuat model, tetapi hasil cetaknya jauh lebih lama. Untuk sebagian besar objek, level pengisian 20-30% (0,2-0,3) cukup cocok.Saya menyarankan Anda untuk memperhatikan parameter kerapatan isian - ini adalah persentase mengisi model dengan kisi dan pola isian - jenis isian (kisi) model. Untuk meningkatkan kekuatan model sekaligus mengurangi bobotnya, sangat baik menggunakan honeycomb (honeycomb), dan tingkat pengisian optimal 30%! Karena itu, di sini saya juga membiarkan semuanya tidak berubah. Item selanjutnya adalah "Kecepatan"Kecepatan tinggi yang berlebihan dapat secara signifikan mengurangi kualitas cetak. Oleh karena itu, untuk membangun lapisan (termasuk dukungan) yang mempengaruhi penampilan model, saya mencoba menggunakan kecepatan rendah, dan untuk detail internal model, apa yang tidak terlihat dari luar bisa sedikit lebih.Saya benar-benar mengubah kecepatan cetak Aks sedikit.
Item selanjutnya adalah "Kecepatan"Kecepatan tinggi yang berlebihan dapat secara signifikan mengurangi kualitas cetak. Oleh karena itu, untuk membangun lapisan (termasuk dukungan) yang mempengaruhi penampilan model, saya mencoba menggunakan kecepatan rendah, dan untuk detail internal model, apa yang tidak terlihat dari luar bisa sedikit lebih.Saya benar-benar mengubah kecepatan cetak Aks sedikit. Item berikutnya Rok dan Rok penuh(rok) disebut pola sirkuit pencetakan atau tepi, dan opsi ini memungkinkan Anda untuk melihat di awal batas-batas model yang dicetak.Loop- jumlah garis kontur (loop) di sekitar model. Mencetak beberapa loop loop memungkinkan Anda melihat seberapa baik tabel Anda dikalibrasi di lokasi objek, tanpa menunggu lapisan pertama model untuk diisi. Jika lapisan rok terdistribusi secara merata di seluruh platform, maka platform tersebut dikalibrasi dengan benar.Jika lapisan rok tidak mengisi secara merata, Anda dapat berhenti mencetak dan memeriksa kalibrasi meja.Saya biasanya melakukan "ritus" ini beberapa kali untuk memastikan bahwa extruder membuat layer dengan jelas satu lawan satu dengan setiap bagian berikutnya.Saya mengatur angka - 3.Jarak dari objek- jarak dari tepi ke objek. Jika Anda ingin mencetak model pada skala maksimum yang hanya memungkinkan printbed Anda, maka jarak harus diminimalkan. Secara umum, idealnya, Anda perlu memastikan bahwa pada ukuran maksimum masih akan ada ruang pada printbed untuk tepi. Jika tidak, parameter Loops harus diatur ke 0 sehingga batas tidak dicetak di udara karena kurangnya ruang pada printbed.Tinggi rok - jumlah lapisan tepi yang dicetak. Saya mengatur 1-2 lapisan untuk cetakan dengan pemanasan dan tidak lebih dari 2-3 lapisan dengan cetakan tanpa pemanasan, di mana lapisan pertama akan digunakan untuk penggandengan dengan cetakan, dan yang berikutnya akan membentuk rakit untuk memperbaiki lebih baik model untuk mencetak. Sedang mencetak.Jika Anda menggunakan file stl model sudah dengan rakit (seperti dalam kasus saya), maka jumlah lapisan tepi untuk dicetak tidak terlalu penting, Anda dapat mengaturnya ke 1. Jika tidak ada rakit dalam model, maka dari 2 hingga 3.Parameter lain yang harus Anda gunakan perhatikan, jadi ini adalah Brim lebar - lebar lapisan bawah model. Parameter ini harus kurang dari Jarak dari nilai objek. Parameter Brim width digunakan untuk menambah tempat kontak. Meningkatkan parameter ini sangat penting untuk model dengan area kontak kecil dengan platform dan terutama penting saat mencetak dengan plastik ABS. Oleh karena itu, khususnya dalam kasus saya, ketika mencetak kaki Aks - ini penting.
Item berikutnya Rok dan Rok penuh(rok) disebut pola sirkuit pencetakan atau tepi, dan opsi ini memungkinkan Anda untuk melihat di awal batas-batas model yang dicetak.Loop- jumlah garis kontur (loop) di sekitar model. Mencetak beberapa loop loop memungkinkan Anda melihat seberapa baik tabel Anda dikalibrasi di lokasi objek, tanpa menunggu lapisan pertama model untuk diisi. Jika lapisan rok terdistribusi secara merata di seluruh platform, maka platform tersebut dikalibrasi dengan benar.Jika lapisan rok tidak mengisi secara merata, Anda dapat berhenti mencetak dan memeriksa kalibrasi meja.Saya biasanya melakukan "ritus" ini beberapa kali untuk memastikan bahwa extruder membuat layer dengan jelas satu lawan satu dengan setiap bagian berikutnya.Saya mengatur angka - 3.Jarak dari objek- jarak dari tepi ke objek. Jika Anda ingin mencetak model pada skala maksimum yang hanya memungkinkan printbed Anda, maka jarak harus diminimalkan. Secara umum, idealnya, Anda perlu memastikan bahwa pada ukuran maksimum masih akan ada ruang pada printbed untuk tepi. Jika tidak, parameter Loops harus diatur ke 0 sehingga batas tidak dicetak di udara karena kurangnya ruang pada printbed.Tinggi rok - jumlah lapisan tepi yang dicetak. Saya mengatur 1-2 lapisan untuk cetakan dengan pemanasan dan tidak lebih dari 2-3 lapisan dengan cetakan tanpa pemanasan, di mana lapisan pertama akan digunakan untuk penggandengan dengan cetakan, dan yang berikutnya akan membentuk rakit untuk memperbaiki lebih baik model untuk mencetak. Sedang mencetak.Jika Anda menggunakan file stl model sudah dengan rakit (seperti dalam kasus saya), maka jumlah lapisan tepi untuk dicetak tidak terlalu penting, Anda dapat mengaturnya ke 1. Jika tidak ada rakit dalam model, maka dari 2 hingga 3.Parameter lain yang harus Anda gunakan perhatikan, jadi ini adalah Brim lebar - lebar lapisan bawah model. Parameter ini harus kurang dari Jarak dari nilai objek. Parameter Brim width digunakan untuk menambah tempat kontak. Meningkatkan parameter ini sangat penting untuk model dengan area kontak kecil dengan platform dan terutama penting saat mencetak dengan plastik ABS. Oleh karena itu, khususnya dalam kasus saya, ketika mencetak kaki Aks - ini penting.

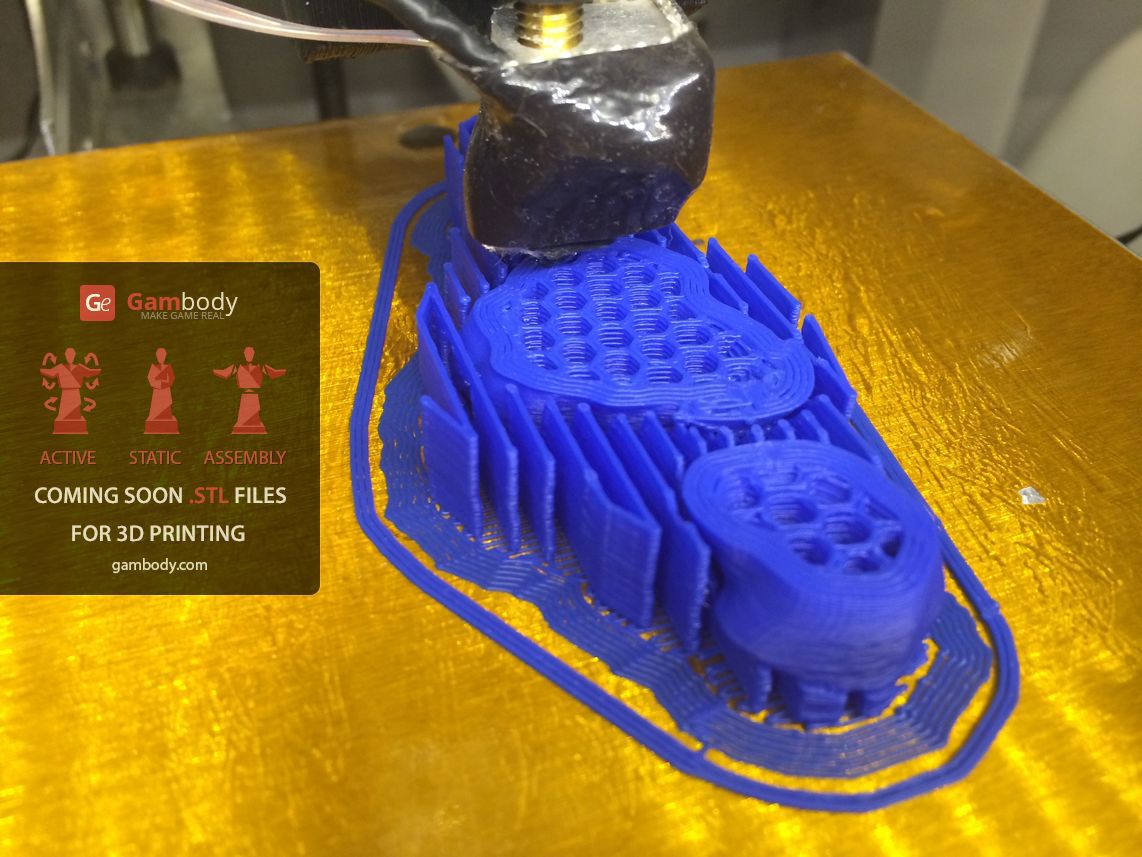






 Pada bagian kedua saya akan memberikan laporan foto lengkap dari proses pencetakan, serta informasi tentang pengaturan dukungan.
Pada bagian kedua saya akan memberikan laporan foto lengkap dari proses pencetakan, serta informasi tentang pengaturan dukungan. Source: https://habr.com/ru/post/id382567/
All Articles