Tampilan segar di "Kayu Bakar"
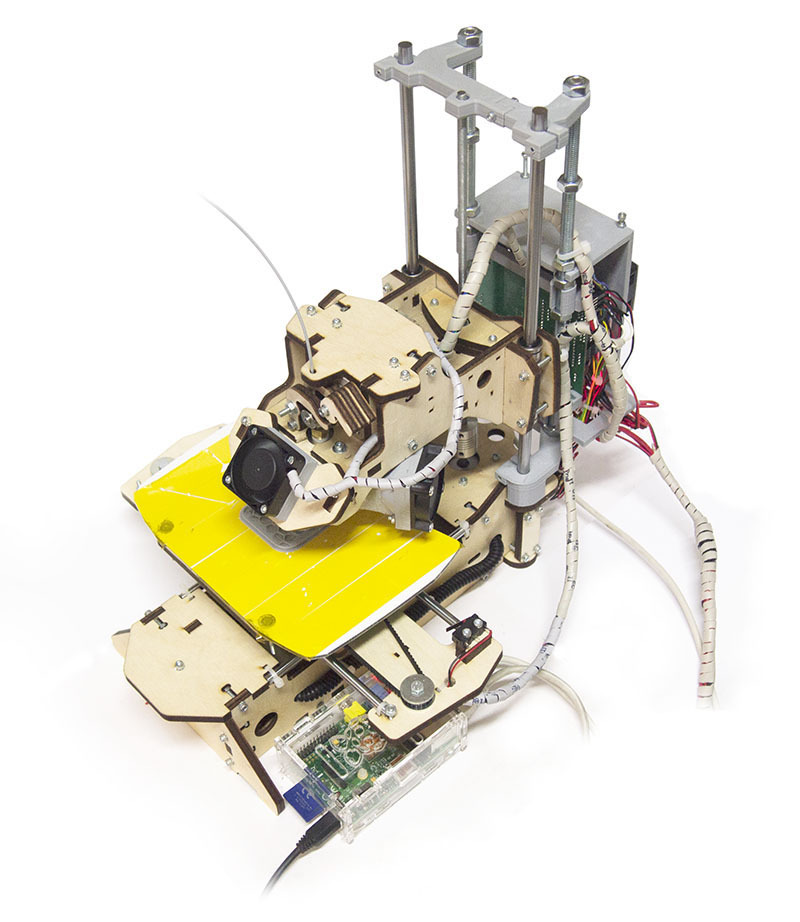 Mengenai printer 3D, saya tidak pernah memiliki dilema "assemble or buy ready". Setidaknya karena harga perangkat serius yang sangat rendah. Pertanyaannya, agak berbeda - untuk mengumpulkan sesuatu dengan komponen, atau untuk membeli konstruktor murah. Kemudian beberapa pelemparan yang tidak sehat dimulai dengan emosi yang tidak perlu, akibatnya beberapa suku cadang untuk Prusa i3 yang dirakit sendiri bahkan dibeli, dan kemudian tiba-tiba di atas meja ada sebuah kotak dengan satu set MC5 DROVA"Firewood" adalah perangkat desktop kecil, sesuai dengan posisi produsennya, sangat bagus untuk mempelajari dasar-dasar pencetakan 3D. Dan itu perlu dikacaukan dan diatur, yaitu, akan ada banyak penemuan dan garu yang menarik. Baiklah, saya akan melihat deskripsi proses. Dan pada saat yang sama saya akan mencoba menjawab pertanyaan yang menarik: seberapa cocok set ini untuk pencelupan dalam pencetakan 3D.Dari sisi pemasangan dan pemasangan printer dari awal (atau dari China), ini terlihat mudah. Tetapi seluruh jurang horor menjadi nyata hanya ketika Anda mulai memahami semua jenis driver, langkah mikro, marlins dan slicers. Di sini, bayangkan gambar membosankan dengan Boromir, menyinggung fakta bahwa dengan menjentikkan itu tidak akan berhasil.Agar tidak mengulangi secara khusus (ada tiga publikasi tentang Habré ( 1 , 2 ,3 ), didedikasikan untuk "Kayu Bakar"), saya akan fokus pada beberapa hal yang sebelumnya tidak dibahas, tetapi penting. Dan, tentu saja, saya akan menjawab pertanyaan utama tentang kehidupan, alam semesta, dan yang lainnya - bagaimana perancang ini mencetak.Fitur MC5 DROVABahan struktural utama adalah kayu lapis. Sekelompok bagian dari bentuk kompleks dibuat oleh pemotongan laser. Di satu sisi, kayu lapis sangat dapat "memimpin" dari perubahan kelembaban. Di sisi lain, ia juga memiliki keunggulan dibandingkan akrilik. Misalnya, memaafkan pengetatan yang kuat dari sekrup (akrilik retak menyenangkan), lebih mudah untuk memodifikasinya dengan file dan bor. Akhirnya, kayu lapis itu murah.Dalam hal kinematika, kami memiliki meja kompleks dengan dua derajat kebebasan (sabuk drive - timing) dan kereta sederhana yang bergerak hanya di sepanjang sumbu vertikal (dua pemandu dan satu batang berulir). Saya tidak bisa membuat perbandingan yang objektif dengan skema lain, tidak ada pengalaman. Saya hanya mencatat bahwa konstruksi kereta cukup kaku, dan ini selanjutnya akan memungkinkan pengiriman beberapa extruder yang relatif besar dan berat. Saya mencoba Geeetech MK8, saya menyukainya.Poin lain: hanya satu batang berulir 5 mm. Anda dapat mencoba meletakkan batu kunci dengan benang trapesium dan mur perunggu.Sebenarnya, satu setAda banyak detail. Sangat menyenangkan, saya tidak pernah menyukai set tiga batu bata dan satu pria. Jika Anda merujuk pada instruksi selama perakitan, Anda dapat merakit printer 3D, bukan dendromutant andropomorfik. Saya tidak akan berbicara tentang setiap sekrup. Ada tas bagian kayu lapis, ada tas dengan produk logam (ada yang masuk, ada yang tidak), secara terpisah, kaya dibungkus kain kecil, ada motor stepper dan komponen elektronik. Saya memesan kit tanpa catu daya (di dalam nampan ada “batu bata” 30-ampere), tetapi selain itu saya mengurus pembelian satu set meja yang diperbesar , yang area cetaknya akan menjadi 170 x 100 x 100 mm (dibandingkan 100 x 100 x 100).Mulai bekerjaUntuk mengumpulkan sesuatu yang menyenangkan, selain satu set, kita perlu beberapa hal tambahan. Pertama-tama, akal sehat dan sedikit pemikiran rekayasa kritis. Dan hanya kemudian - obeng, tang, file kecil (atau file besar), pinset (di beberapa tempat sangat sulit untuk melepaskan ikatan plastik tanpa itu), pisau tajam atau pisau bedah diinginkan.
Mengenai printer 3D, saya tidak pernah memiliki dilema "assemble or buy ready". Setidaknya karena harga perangkat serius yang sangat rendah. Pertanyaannya, agak berbeda - untuk mengumpulkan sesuatu dengan komponen, atau untuk membeli konstruktor murah. Kemudian beberapa pelemparan yang tidak sehat dimulai dengan emosi yang tidak perlu, akibatnya beberapa suku cadang untuk Prusa i3 yang dirakit sendiri bahkan dibeli, dan kemudian tiba-tiba di atas meja ada sebuah kotak dengan satu set MC5 DROVA"Firewood" adalah perangkat desktop kecil, sesuai dengan posisi produsennya, sangat bagus untuk mempelajari dasar-dasar pencetakan 3D. Dan itu perlu dikacaukan dan diatur, yaitu, akan ada banyak penemuan dan garu yang menarik. Baiklah, saya akan melihat deskripsi proses. Dan pada saat yang sama saya akan mencoba menjawab pertanyaan yang menarik: seberapa cocok set ini untuk pencelupan dalam pencetakan 3D.Dari sisi pemasangan dan pemasangan printer dari awal (atau dari China), ini terlihat mudah. Tetapi seluruh jurang horor menjadi nyata hanya ketika Anda mulai memahami semua jenis driver, langkah mikro, marlins dan slicers. Di sini, bayangkan gambar membosankan dengan Boromir, menyinggung fakta bahwa dengan menjentikkan itu tidak akan berhasil.Agar tidak mengulangi secara khusus (ada tiga publikasi tentang Habré ( 1 , 2 ,3 ), didedikasikan untuk "Kayu Bakar"), saya akan fokus pada beberapa hal yang sebelumnya tidak dibahas, tetapi penting. Dan, tentu saja, saya akan menjawab pertanyaan utama tentang kehidupan, alam semesta, dan yang lainnya - bagaimana perancang ini mencetak.Fitur MC5 DROVABahan struktural utama adalah kayu lapis. Sekelompok bagian dari bentuk kompleks dibuat oleh pemotongan laser. Di satu sisi, kayu lapis sangat dapat "memimpin" dari perubahan kelembaban. Di sisi lain, ia juga memiliki keunggulan dibandingkan akrilik. Misalnya, memaafkan pengetatan yang kuat dari sekrup (akrilik retak menyenangkan), lebih mudah untuk memodifikasinya dengan file dan bor. Akhirnya, kayu lapis itu murah.Dalam hal kinematika, kami memiliki meja kompleks dengan dua derajat kebebasan (sabuk drive - timing) dan kereta sederhana yang bergerak hanya di sepanjang sumbu vertikal (dua pemandu dan satu batang berulir). Saya tidak bisa membuat perbandingan yang objektif dengan skema lain, tidak ada pengalaman. Saya hanya mencatat bahwa konstruksi kereta cukup kaku, dan ini selanjutnya akan memungkinkan pengiriman beberapa extruder yang relatif besar dan berat. Saya mencoba Geeetech MK8, saya menyukainya.Poin lain: hanya satu batang berulir 5 mm. Anda dapat mencoba meletakkan batu kunci dengan benang trapesium dan mur perunggu.Sebenarnya, satu setAda banyak detail. Sangat menyenangkan, saya tidak pernah menyukai set tiga batu bata dan satu pria. Jika Anda merujuk pada instruksi selama perakitan, Anda dapat merakit printer 3D, bukan dendromutant andropomorfik. Saya tidak akan berbicara tentang setiap sekrup. Ada tas bagian kayu lapis, ada tas dengan produk logam (ada yang masuk, ada yang tidak), secara terpisah, kaya dibungkus kain kecil, ada motor stepper dan komponen elektronik. Saya memesan kit tanpa catu daya (di dalam nampan ada “batu bata” 30-ampere), tetapi selain itu saya mengurus pembelian satu set meja yang diperbesar , yang area cetaknya akan menjadi 170 x 100 x 100 mm (dibandingkan 100 x 100 x 100).Mulai bekerjaUntuk mengumpulkan sesuatu yang menyenangkan, selain satu set, kita perlu beberapa hal tambahan. Pertama-tama, akal sehat dan sedikit pemikiran rekayasa kritis. Dan hanya kemudian - obeng, tang, file kecil (atau file besar), pinset (di beberapa tempat sangat sulit untuk melepaskan ikatan plastik tanpa itu), pisau tajam atau pisau bedah diinginkan.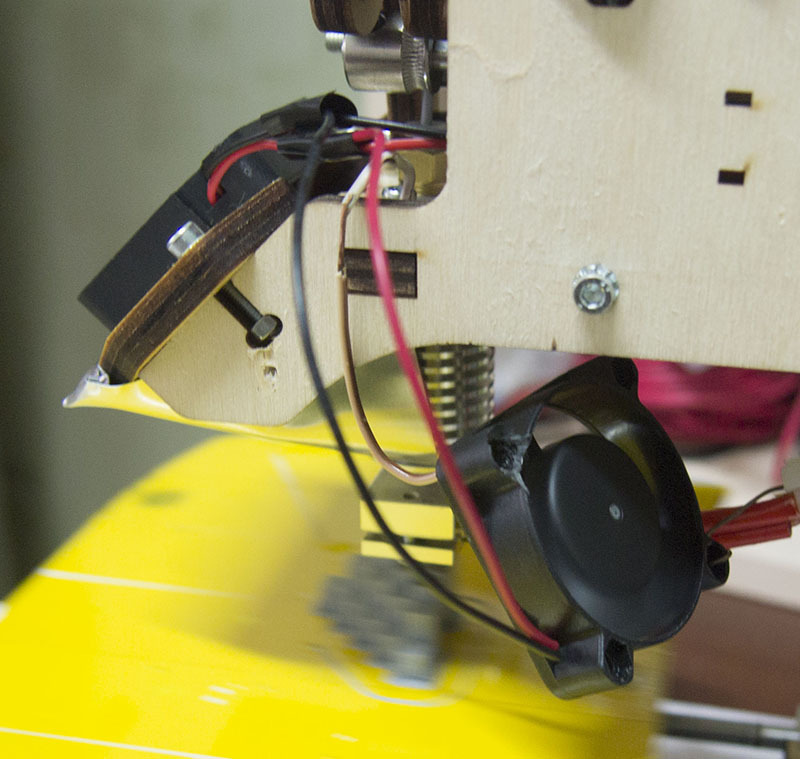 Itu tampak seperti upaya pertama untuk menjinakkan aliran udaraBeberapa kali saya memasang dan membongkar alas printer, karena dinding samping yang panjang tidak mau dipasang tegak lurus dengan bidang meja, dan motor stepper miring. Saya harus berjalan sedikit di sepanjang ujung bagian horizontal alas dengan sebuah file, dan juga memasukkan sepasang tempat penting yang strategis yang dilipat menjadi dua pelat aluminium (ketebalan akhirnya 0,3 mm). Jadi saya mencapai itu, setidaknya dengan melihat, semuanya lurus dan seimbang. Kemungkinan besar, itu akan bekerja seperti itu, dalam bentuk jajar genjang, tetapi pengaturan kurva mesin adalah ketegangan belt yang tidak rata. Dan kemudian lihat, karena itu akurasi posisi sepanjang sumbu XY menurun.Tetap gunakan bor atau obeng (yang terakhir lebih disukai, karena lebih sulit untuk membuatnya berlebihan) dan latihan - saya membutuhkan 3 mm dan 8 mm. Tetapi luangkan waktu Anda untuk menerapkan semua ini. Karena lebih baik mengukur tujuh kali.Secara umum, tentu saja, semuanya tidak begitu menakutkan. Versi saat ini dari instruksi perakitan cukup rinci, sulit untuk melakukan kesalahan serius. Selain itu, majelis itu omong kosong. Karena dengan begitu Anda perlu mencetak bisnis ini. Dan kemudian bagian tersulit. Dapatkan lebih banyak atau lebih sedikit pencetakan berkualitas tinggi. Ini adalah pencarian yang paling menarik.Debugging, jalankan pertamaSaya mulai dengan yang dimengerti. Sejajarkan meja dengan mata, menggunakan selembar kertas. Menggunakan penggaris dan spidol, saya mengukur berapa banyak plastik yang benar-benar diserap oleh extruder, dan menyesuaikan nilai yang sesuai dalam firmware. Mencetak sentimeter kubik pertama. Tidak, saya tidak mendapatkan kekacauan plastik, seperti biasa. Sebuah objek keluar, agak mirip dengan kubus, tapi cukup "bengkak". Oke, saya menghabiskan lebih banyak plastik untuk eksperimen tidak sistematis, tidak ada yang baik dari itu. Di sinilah pengertian bahwa kita harus mendekati masalah dengan lebih serius.Debugging, jalankan keduaJadi, masalahnya.1. Menghapus bagian-bagian dari tabel.2. "Pembengkakan" bagian dengan pengisian 100%.3. Meningkatkan sudut dan memukulnya dengan extruder.4. Cacat "menghancurkan" tulang rusuk vertikal.Menurut poin pertama - ternyata, massa keputusan berbagai tingkat keanehan. Selotip ajaib biru 3M. Hair spray. Meja dipanaskan. Film termal untuk printer. Saya berhasil mencapai hasil yang kurang lebih dapat diterima setelah menempelkan selotip tahan panas di atas meja (orang Cina menyebutnya Koptan dengan riang, bukan Kapton), menyeka dengan aseton sebelum mencetak dan mengatur lebar Brim 3-5 mm di alat pengiris.
Itu tampak seperti upaya pertama untuk menjinakkan aliran udaraBeberapa kali saya memasang dan membongkar alas printer, karena dinding samping yang panjang tidak mau dipasang tegak lurus dengan bidang meja, dan motor stepper miring. Saya harus berjalan sedikit di sepanjang ujung bagian horizontal alas dengan sebuah file, dan juga memasukkan sepasang tempat penting yang strategis yang dilipat menjadi dua pelat aluminium (ketebalan akhirnya 0,3 mm). Jadi saya mencapai itu, setidaknya dengan melihat, semuanya lurus dan seimbang. Kemungkinan besar, itu akan bekerja seperti itu, dalam bentuk jajar genjang, tetapi pengaturan kurva mesin adalah ketegangan belt yang tidak rata. Dan kemudian lihat, karena itu akurasi posisi sepanjang sumbu XY menurun.Tetap gunakan bor atau obeng (yang terakhir lebih disukai, karena lebih sulit untuk membuatnya berlebihan) dan latihan - saya membutuhkan 3 mm dan 8 mm. Tetapi luangkan waktu Anda untuk menerapkan semua ini. Karena lebih baik mengukur tujuh kali.Secara umum, tentu saja, semuanya tidak begitu menakutkan. Versi saat ini dari instruksi perakitan cukup rinci, sulit untuk melakukan kesalahan serius. Selain itu, majelis itu omong kosong. Karena dengan begitu Anda perlu mencetak bisnis ini. Dan kemudian bagian tersulit. Dapatkan lebih banyak atau lebih sedikit pencetakan berkualitas tinggi. Ini adalah pencarian yang paling menarik.Debugging, jalankan pertamaSaya mulai dengan yang dimengerti. Sejajarkan meja dengan mata, menggunakan selembar kertas. Menggunakan penggaris dan spidol, saya mengukur berapa banyak plastik yang benar-benar diserap oleh extruder, dan menyesuaikan nilai yang sesuai dalam firmware. Mencetak sentimeter kubik pertama. Tidak, saya tidak mendapatkan kekacauan plastik, seperti biasa. Sebuah objek keluar, agak mirip dengan kubus, tapi cukup "bengkak". Oke, saya menghabiskan lebih banyak plastik untuk eksperimen tidak sistematis, tidak ada yang baik dari itu. Di sinilah pengertian bahwa kita harus mendekati masalah dengan lebih serius.Debugging, jalankan keduaJadi, masalahnya.1. Menghapus bagian-bagian dari tabel.2. "Pembengkakan" bagian dengan pengisian 100%.3. Meningkatkan sudut dan memukulnya dengan extruder.4. Cacat "menghancurkan" tulang rusuk vertikal.Menurut poin pertama - ternyata, massa keputusan berbagai tingkat keanehan. Selotip ajaib biru 3M. Hair spray. Meja dipanaskan. Film termal untuk printer. Saya berhasil mencapai hasil yang kurang lebih dapat diterima setelah menempelkan selotip tahan panas di atas meja (orang Cina menyebutnya Koptan dengan riang, bukan Kapton), menyeka dengan aseton sebelum mencetak dan mengatur lebar Brim 3-5 mm di alat pengiris.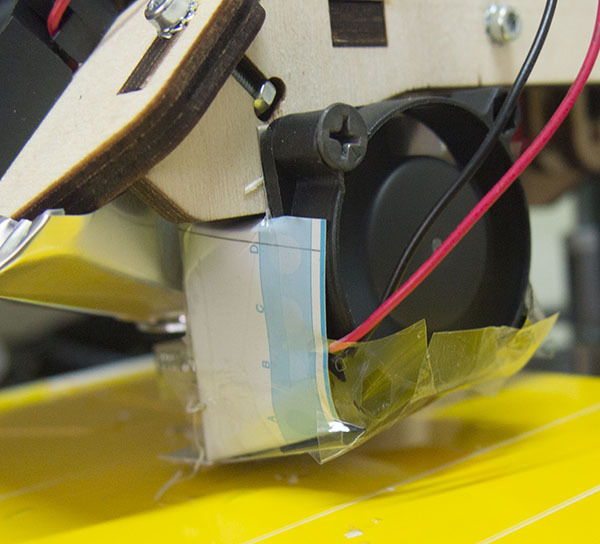 Ada opsi seperti itu.Pada yang kedua - pada awalnya saya berpikir bahwa masalahnya adalah jumlah plastik yang berlebihan. Dia melakukan beberapa percobaan, dan beristirahat dalam kenyataan bahwa 100% masih "bengkak", dan kerusakan nyata di wajah bagian atas dimulai pada bagian-bagian dengan 20% isian. Sekali lagi, "pada perangkat" jumlah plastik normal. Dan kemudian saya mulai menggali ke arah meniup zona cetak. Kali ini menjadi hit langsung.Kesombongan saat bertiupDesain printer yang biasa melibatkan pemasangan satu kipas 40 mm, yang berhembus "ke suatu tempat" ke arah radiator ekstruder dan zona cetak. Dan berupaya dengan tugas begitu-begitu. Keputusan pertama yang muncul di benak saya adalah dua penggemar. Yang di tempat biasa berhembus radiator, alirannya dibelokkan dengan plat aluminium. Dan di suatu tempat di sisi kawat tergantung sedetik, dirancang untuk mempercepat proses pemadatan plastik di zona cetak. Yang lucu adalah bahwa solusi ini secara radikal meningkatkan kualitas cetak. Benar, hanya untuk detail rendah. Ketika extruder sudah cukup tinggi (3-5 cm di atas meja), aliran udara tidak mencerminkan dari tabel, tetapi tersebar, dan sebenarnya tidak masuk ke area nozzle.
Ada opsi seperti itu.Pada yang kedua - pada awalnya saya berpikir bahwa masalahnya adalah jumlah plastik yang berlebihan. Dia melakukan beberapa percobaan, dan beristirahat dalam kenyataan bahwa 100% masih "bengkak", dan kerusakan nyata di wajah bagian atas dimulai pada bagian-bagian dengan 20% isian. Sekali lagi, "pada perangkat" jumlah plastik normal. Dan kemudian saya mulai menggali ke arah meniup zona cetak. Kali ini menjadi hit langsung.Kesombongan saat bertiupDesain printer yang biasa melibatkan pemasangan satu kipas 40 mm, yang berhembus "ke suatu tempat" ke arah radiator ekstruder dan zona cetak. Dan berupaya dengan tugas begitu-begitu. Keputusan pertama yang muncul di benak saya adalah dua penggemar. Yang di tempat biasa berhembus radiator, alirannya dibelokkan dengan plat aluminium. Dan di suatu tempat di sisi kawat tergantung sedetik, dirancang untuk mempercepat proses pemadatan plastik di zona cetak. Yang lucu adalah bahwa solusi ini secara radikal meningkatkan kualitas cetak. Benar, hanya untuk detail rendah. Ketika extruder sudah cukup tinggi (3-5 cm di atas meja), aliran udara tidak mencerminkan dari tabel, tetapi tersebar, dan sebenarnya tidak masuk ke area nozzle.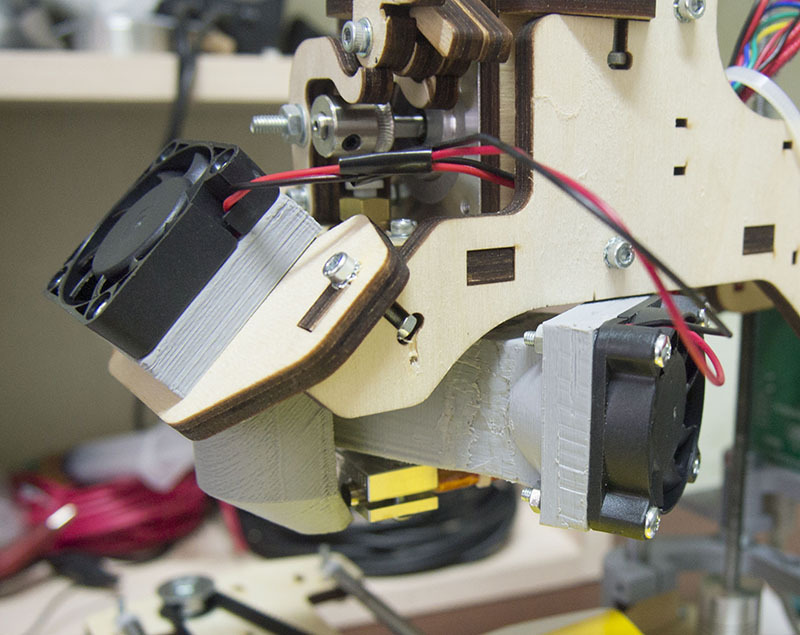 Versi bertiup paling canggih selama percobaan.Jadi menjadi jelas bahwa kami membutuhkan "corong" untuk kipas dan nozzle. Untuk meniupnya langsung ke tempat di mana plastik keluar. Kemudian saya kira membaca forum di situs web pabrikan. Dan di sana, satu orang baik telah datang dengan coretan untuk meniup di sekitar zona cetak (tautan di akhir artikel). Saya mencetaknya, dan terlalu panjang. Saya harus sedikit keluar dari kendali.Salah satu alat favorit saya adalah perangkat gas Dremel Versatip. Saya membelinya sebagai besi solder otonom untuk satu tugas pemasangan rendah saat ini dalam kondisi menara dengan kastor dan kekurangan listrik, tetapi dapat digunakan sebagai "pisau panas". Dalam bentuk ini, sangat berguna saat menyelesaikan bagian yang dicetak.Secara umum, sekarang ada pukulan di sekitar area cetak. Tapi zagogulin diatur di tempat kipas biasa, dan dia meniup sirip pengekstrusi dari saya. Oke, saya sedang menciptakan coretan kedua. Ini pada prinsipnya mirip dengan "asli" casing E3D extruder, tetapi tidak di bawah kipas 25 mm, yang sulit bagi saya untuk mendapatkannya. Dan di bawah "empat puluh" biasa. Sekarang semuanya ditiup sebagaimana mestinya.Ya, agar lebih menarik, saya memutuskan untuk menggunakan OpenSCAD untuk persiapan model saya. Ada artikel tentang dia, misalnya .tentang Habré. Ini adalah "editor program 3D." Area kode, dan area tampilan. Yang pertama mengatakan sesuatu seperti "Kurangi silinder dari kubus dengan dimensi ini dan itu, offset di sana-sini". Menyukai. Tentu saja, sulit untuk membuat model burung hantu di OpenSCAD, tetapi detail kecil dari primitif geometris sangat bagus. Memutuskan di dalamnya dan terus bekerja.Setelah memasang dan memeriksa saluran udara, saya “mengubah” logika para penggemar. Meniup alat ekstrusi selalu berhasil. Pendinginan zona cetak diaktifkan oleh sakelar sakelar (hanya hardcore, hanya MT-1), yang berhasil diletakkan di lubang yang tidak digunakan di sisi print head. Lapisan pertama dicetak tanpa bertiup, sehingga menempel lebih meyakinkan.Dalam gambarEverywhere layer 0,25, mengisi 15%.Kotak- hanya kubus, tulang rusuk 20 mm. Bagus untuk memeriksa geometri.Langkah - terdiri dari kubus dengan tepi 5mm.Burung Hantu Legendaris (berkurang menjadi 40% di slicer).
Versi bertiup paling canggih selama percobaan.Jadi menjadi jelas bahwa kami membutuhkan "corong" untuk kipas dan nozzle. Untuk meniupnya langsung ke tempat di mana plastik keluar. Kemudian saya kira membaca forum di situs web pabrikan. Dan di sana, satu orang baik telah datang dengan coretan untuk meniup di sekitar zona cetak (tautan di akhir artikel). Saya mencetaknya, dan terlalu panjang. Saya harus sedikit keluar dari kendali.Salah satu alat favorit saya adalah perangkat gas Dremel Versatip. Saya membelinya sebagai besi solder otonom untuk satu tugas pemasangan rendah saat ini dalam kondisi menara dengan kastor dan kekurangan listrik, tetapi dapat digunakan sebagai "pisau panas". Dalam bentuk ini, sangat berguna saat menyelesaikan bagian yang dicetak.Secara umum, sekarang ada pukulan di sekitar area cetak. Tapi zagogulin diatur di tempat kipas biasa, dan dia meniup sirip pengekstrusi dari saya. Oke, saya sedang menciptakan coretan kedua. Ini pada prinsipnya mirip dengan "asli" casing E3D extruder, tetapi tidak di bawah kipas 25 mm, yang sulit bagi saya untuk mendapatkannya. Dan di bawah "empat puluh" biasa. Sekarang semuanya ditiup sebagaimana mestinya.Ya, agar lebih menarik, saya memutuskan untuk menggunakan OpenSCAD untuk persiapan model saya. Ada artikel tentang dia, misalnya .tentang Habré. Ini adalah "editor program 3D." Area kode, dan area tampilan. Yang pertama mengatakan sesuatu seperti "Kurangi silinder dari kubus dengan dimensi ini dan itu, offset di sana-sini". Menyukai. Tentu saja, sulit untuk membuat model burung hantu di OpenSCAD, tetapi detail kecil dari primitif geometris sangat bagus. Memutuskan di dalamnya dan terus bekerja.Setelah memasang dan memeriksa saluran udara, saya “mengubah” logika para penggemar. Meniup alat ekstrusi selalu berhasil. Pendinginan zona cetak diaktifkan oleh sakelar sakelar (hanya hardcore, hanya MT-1), yang berhasil diletakkan di lubang yang tidak digunakan di sisi print head. Lapisan pertama dicetak tanpa bertiup, sehingga menempel lebih meyakinkan.Dalam gambarEverywhere layer 0,25, mengisi 15%.Kotak- hanya kubus, tulang rusuk 20 mm. Bagus untuk memeriksa geometri.Langkah - terdiri dari kubus dengan tepi 5mm.Burung Hantu Legendaris (berkurang menjadi 40% di slicer).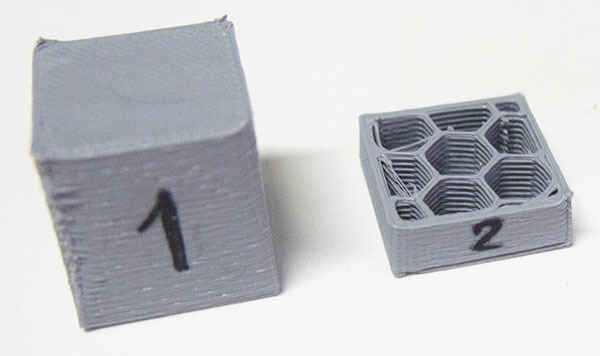 Cube nomor 1. Hembusan reguler "ke segala arah." Munculnya sudut-sudut.
Cube nomor 1. Hembusan reguler "ke segala arah." Munculnya sudut-sudut.
Kubus nomor 2. Hembusan bertujuan untuk mendenda ekstruder dengan pelat aluminium tipis. Cacat yang sama tidak mulai menyegel.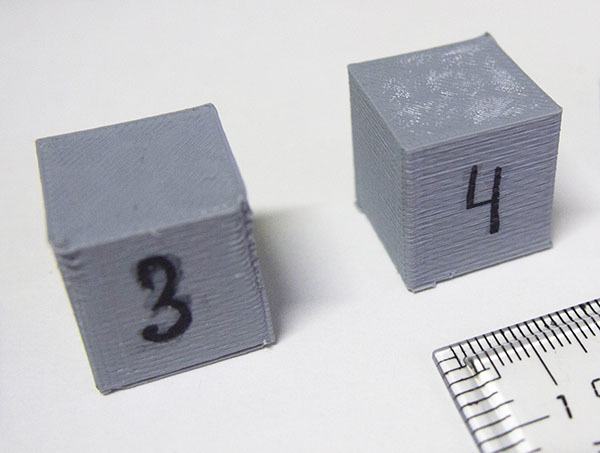 Cube nomor 3. Hembusan - kipas 40 mm pada kawat dari satu sisi. Peningkatan sudut telah menurun, tetapi tulang rusuknya buruk.
Cube nomor 3. Hembusan - kipas 40 mm pada kawat dari satu sisi. Peningkatan sudut telah menurun, tetapi tulang rusuknya buruk.
Kubus nomor 4. Kipas 40 mm di sisi lain. Hampir sempurna.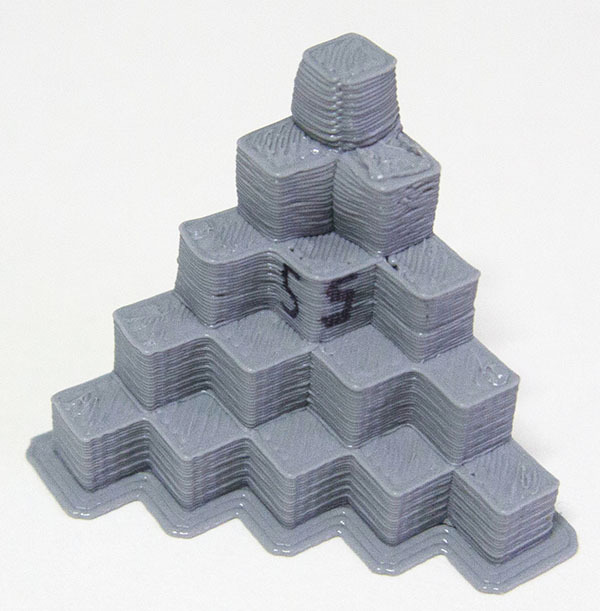
 Langkah No. 5 dan No. 6 - percobaan dengan berbagai posisi kipas pada kabel.
Langkah No. 5 dan No. 6 - percobaan dengan berbagai posisi kipas pada kabel.
Nomor 6 lebih baik, tetapi "pembengkakan" bagian atas, di mana 100% penuh, belum hilang. Burung hantu nomor 1. Kipas di sisi sayap kiri. Pada awalnya semuanya baik-baik saja, tetapi ketika sampai ke paruh, aib dimulai.
Burung hantu nomor 1. Kipas di sisi sayap kiri. Pada awalnya semuanya baik-baik saja, tetapi ketika sampai ke paruh, aib dimulai.
Kipas itu dengan tajam melebihi pukulan di bagian depan;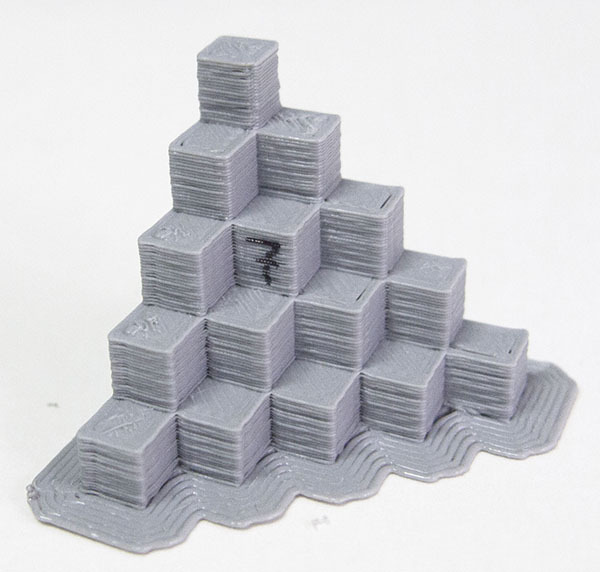
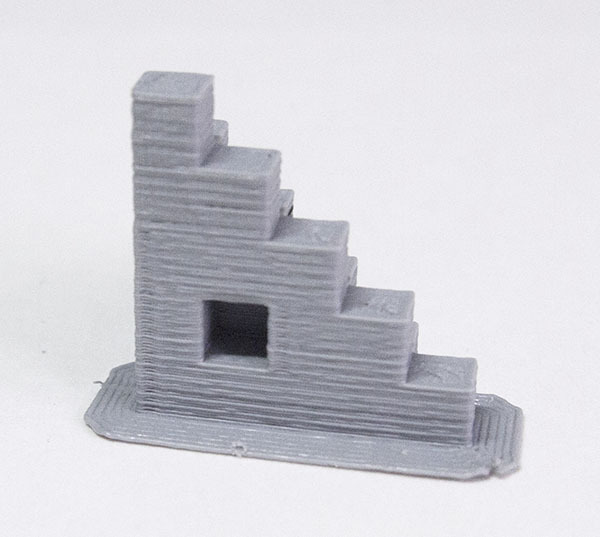
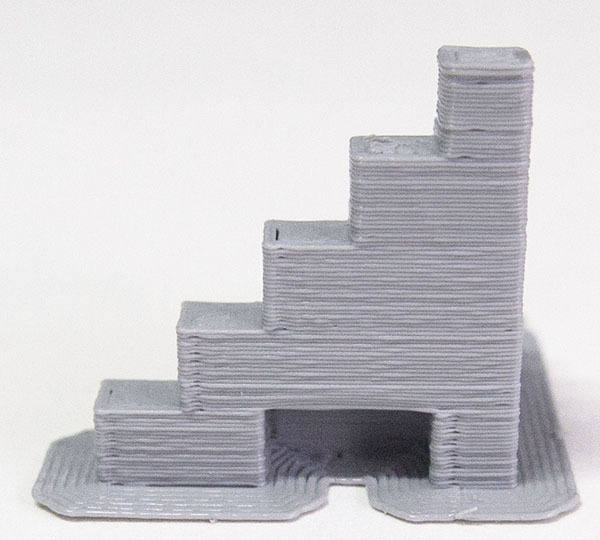
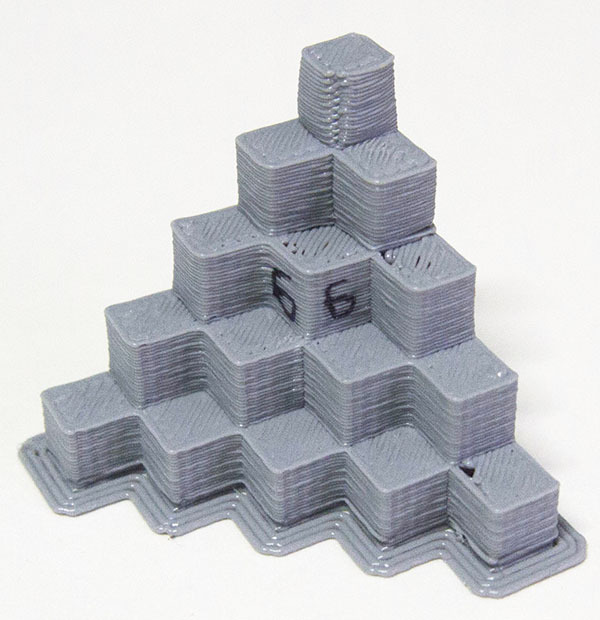
 Langkah nomor 7 dan nomor burung hantu 2. Meniup zona cetak dengan coretan.
Langkah nomor 7 dan nomor burung hantu 2. Meniup zona cetak dengan coretan.
Hembusan sirip ekstruder dengan kipas kawat. Kemajuan jelas.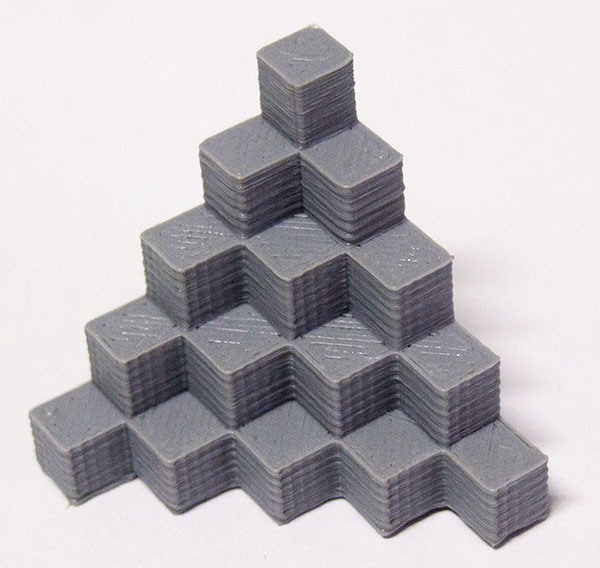 Langkah-langkah lainnya, layer 0.15.Tamat?Tidak. Orang yang berpengetahuan mengisyaratkan kepada saya bahwa secara umum, "Kayu Bakar" sepenuhnya dicetak dengan tiupan biasa. Tetapi bagaimana dengan konstruksi heroik dari saluran udara dan selubung?Secara umum, percobaan selanjutnya adalah lebih lanjut. Saya membersihkan seluruh "pertanian kolektif" dan meletakkan kipas 40 mm di tempatnya biasa. Hanya saya terhubung bukan ke output yang dikendalikan, tetapi langsung ke 12 volt. Saya menaikkan suhu ekstruder sedikit. Dan saya mencetak kubus.
Langkah-langkah lainnya, layer 0.15.Tamat?Tidak. Orang yang berpengetahuan mengisyaratkan kepada saya bahwa secara umum, "Kayu Bakar" sepenuhnya dicetak dengan tiupan biasa. Tetapi bagaimana dengan konstruksi heroik dari saluran udara dan selubung?Secara umum, percobaan selanjutnya adalah lebih lanjut. Saya membersihkan seluruh "pertanian kolektif" dan meletakkan kipas 40 mm di tempatnya biasa. Hanya saya terhubung bukan ke output yang dikendalikan, tetapi langsung ke 12 volt. Saya menaikkan suhu ekstruder sedikit. Dan saya mencetak kubus.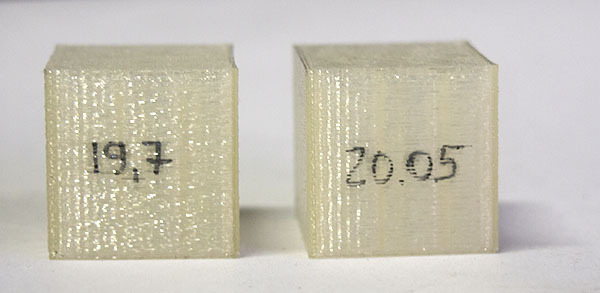 Oke, saya mencetak burung hantu 60 persen. Meski begitu, ada peningkatan unsur-unsur, tetapi tidak seseram sebelumnya, sangat mungkin untuk mencetak. Masalah terbesar dengan burung hantu ini adalah sulit untuk memotret. Saya hampir tidak memiliki plastik abu-abu, saya mulai mencetak tanpa cat. Burung hantu, tidak seperti gambar lain, dapat diklik.
Oke, saya mencetak burung hantu 60 persen. Meski begitu, ada peningkatan unsur-unsur, tetapi tidak seseram sebelumnya, sangat mungkin untuk mencetak. Masalah terbesar dengan burung hantu ini adalah sulit untuk memotret. Saya hampir tidak memiliki plastik abu-abu, saya mulai mencetak tanpa cat. Burung hantu, tidak seperti gambar lain, dapat diklik. Sekarang kita perlu membuat kesimpulan yang sulit. Ternyata saya bergegas dengan perubahan tiupan, menghabiskan banyak waktu dan plastik di atasnya. Ada dua tindakan yang sangat berguna - dimasukkannya kipas asli "permanen" dan beberapa percobaan dengan suhu. Ya, mungkin saja pada suhu tinggi di dalam ruangan akan ada kekurangan hembusan sirip dari extruder. Ya, mungkin beberapa detail benar-benar membutuhkan aliran udara yang ditingkatkan.Beberapa fakta dan angka. Opsi yang saya gunakan sekarang.- PLA REC 1.75 plastik, abu-abu dan tidak dicat (alami);- suhu akhir ekstruder - 210 derajat lapisan pertama, 200 - berikutnya;- suhu ekstruder diperiksa dengan pirometer, cocok dengan termistor;- suhu di dalam ruangan adalah 21 derajat;- Meniup ekstruder - secara teratur, kipas dihubungkan secara konstan ke 12V;- Pita termal di atas meja, sebelum dicetak dengan aseton;- Pengali Ekstrusi 1.0.Perlu dicatat bahwa berpotensi perlu menyesuaikan mode untuk setiap jenis plastik (bahkan dari satu produsen), suhu di dalam ruangan (serta keberadaan konsep) dapat memainkan perannya.Pikiran terakhirTernyata perangkat yang layak untuk uang. Tentu saja, agar bisa mencetak dengan baik, Anda perlu menghabiskan banyak waktu - saya butuh sedikit lebih banyak untuk mengatur daripada membangun. Jika Anda membaca lebih banyak dan mengajukan pertanyaan dan kurang antusias memasuki pertempuran, itu akan berubah lebih cepat. Secara umum, saya setuju dengan posisi desainer oleh pabrikan - pilihan yang baik untuk memasuki dunia pencetakan 3D dengan harga yang wajar. Perlu diingat bahwa ini bukan mesin industri siap pakai "out of the box", tetapi seorang desainer, dan bahkan dengan kebebasan bertindak yang nyata. Sangat mungkin untuk mendapatkan cetakan yang layak darinya, tetapi hasilnya sangat tergantung pada jumlah usaha. Sekali lagi, pilihannya tergantung pada pembeli - Anda dapat secara independen pergi jauh dari membongkar kotak dengan detail untuk mencetak burung hantu, Anda dapat menghemat waktu,memesan perakitan (atau perakitan dan konfigurasi), layanan tambahan seperti itu oleh pabrikanditawarkan .Rencana untuk masa mendatang:- pengaturan arus motor stepper;- penggantian batang berulir dengan sekrup trapesium;- Mengalahkan diri sendiri pada tangan ketika mereka gatal untuk membuat modifikasi ruam;- perubahan desain sakelar batas sumbu Z;- Pemasangan meja yang dipanaskan;- Menguasai ABS.Rincian yang dicetak untuk printer:1) pemegang batang berulir dan papan elektronik - di situs web produsen ;2) zagogulin karena meniup zona cetak - slava pengguna di forum pabrikan - opsional;3) penutup untuk papan elektronik dengan tempat kipas;4) selubung untuk meniup sirip ekstruder adalah opsional;5) kisi-kisi 40 mm - sebenarnya, untuk kecantikan.Tiga poin terakhir, dengan sumber-sumber di OpenSCAD, ada di github saya .Tautan yang berguna:- halaman desainer di situs web produsen ;- satu set meja yang diperbesar ;- utas forum waras di MS5 ;- galeri model di situs web produsen, sebagian besar dicetak pada printer 3D MS ;Untuk penggemar video (diambil dari saluran Masterkit) :Video langsung MC5, yang mencetak panjang penuh tabel yang diperbesarPS Hal bermanfaat pertama sudah dicetak pada akhir gulungan plastik "pelatihan" 750 gram.
Sekarang kita perlu membuat kesimpulan yang sulit. Ternyata saya bergegas dengan perubahan tiupan, menghabiskan banyak waktu dan plastik di atasnya. Ada dua tindakan yang sangat berguna - dimasukkannya kipas asli "permanen" dan beberapa percobaan dengan suhu. Ya, mungkin saja pada suhu tinggi di dalam ruangan akan ada kekurangan hembusan sirip dari extruder. Ya, mungkin beberapa detail benar-benar membutuhkan aliran udara yang ditingkatkan.Beberapa fakta dan angka. Opsi yang saya gunakan sekarang.- PLA REC 1.75 plastik, abu-abu dan tidak dicat (alami);- suhu akhir ekstruder - 210 derajat lapisan pertama, 200 - berikutnya;- suhu ekstruder diperiksa dengan pirometer, cocok dengan termistor;- suhu di dalam ruangan adalah 21 derajat;- Meniup ekstruder - secara teratur, kipas dihubungkan secara konstan ke 12V;- Pita termal di atas meja, sebelum dicetak dengan aseton;- Pengali Ekstrusi 1.0.Perlu dicatat bahwa berpotensi perlu menyesuaikan mode untuk setiap jenis plastik (bahkan dari satu produsen), suhu di dalam ruangan (serta keberadaan konsep) dapat memainkan perannya.Pikiran terakhirTernyata perangkat yang layak untuk uang. Tentu saja, agar bisa mencetak dengan baik, Anda perlu menghabiskan banyak waktu - saya butuh sedikit lebih banyak untuk mengatur daripada membangun. Jika Anda membaca lebih banyak dan mengajukan pertanyaan dan kurang antusias memasuki pertempuran, itu akan berubah lebih cepat. Secara umum, saya setuju dengan posisi desainer oleh pabrikan - pilihan yang baik untuk memasuki dunia pencetakan 3D dengan harga yang wajar. Perlu diingat bahwa ini bukan mesin industri siap pakai "out of the box", tetapi seorang desainer, dan bahkan dengan kebebasan bertindak yang nyata. Sangat mungkin untuk mendapatkan cetakan yang layak darinya, tetapi hasilnya sangat tergantung pada jumlah usaha. Sekali lagi, pilihannya tergantung pada pembeli - Anda dapat secara independen pergi jauh dari membongkar kotak dengan detail untuk mencetak burung hantu, Anda dapat menghemat waktu,memesan perakitan (atau perakitan dan konfigurasi), layanan tambahan seperti itu oleh pabrikanditawarkan .Rencana untuk masa mendatang:- pengaturan arus motor stepper;- penggantian batang berulir dengan sekrup trapesium;- Mengalahkan diri sendiri pada tangan ketika mereka gatal untuk membuat modifikasi ruam;- perubahan desain sakelar batas sumbu Z;- Pemasangan meja yang dipanaskan;- Menguasai ABS.Rincian yang dicetak untuk printer:1) pemegang batang berulir dan papan elektronik - di situs web produsen ;2) zagogulin karena meniup zona cetak - slava pengguna di forum pabrikan - opsional;3) penutup untuk papan elektronik dengan tempat kipas;4) selubung untuk meniup sirip ekstruder adalah opsional;5) kisi-kisi 40 mm - sebenarnya, untuk kecantikan.Tiga poin terakhir, dengan sumber-sumber di OpenSCAD, ada di github saya .Tautan yang berguna:- halaman desainer di situs web produsen ;- satu set meja yang diperbesar ;- utas forum waras di MS5 ;- galeri model di situs web produsen, sebagian besar dicetak pada printer 3D MS ;Untuk penggemar video (diambil dari saluran Masterkit) :Video langsung MC5, yang mencetak panjang penuh tabel yang diperbesarPS Hal bermanfaat pertama sudah dicetak pada akhir gulungan plastik "pelatihan" 750 gram.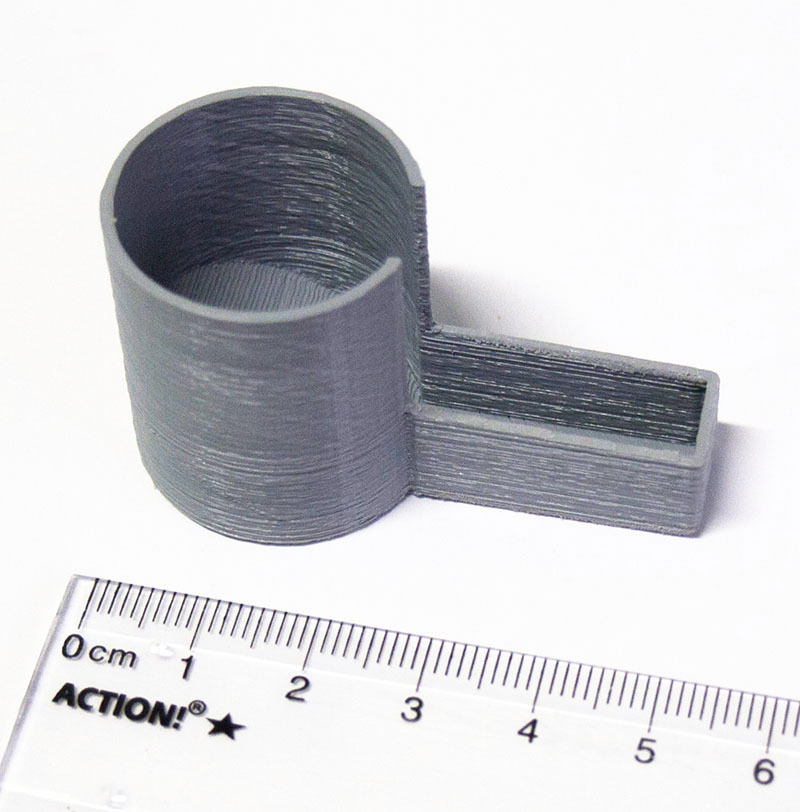 Detail mangkuk minum untuk burung, bukan yang retak. Ngomong-ngomong, tidak mengalir.
Detail mangkuk minum untuk burung, bukan yang retak. Ngomong-ngomong, tidak mengalir.Source: https://habr.com/ru/post/id383701/
All Articles