Produksi Konektor SNR Cina
 Substitusi impor di Rusia adalah kata ajaib, dan terutama bagi para pejabat, yang memiliki efek menarik. Semua orang ingin "mengimpor pengganti" dari Parmesan ke teknologi komputer yang canggih. Tetapi untuk membuat produksi bahkan konektor sederhana , diperlukan seluruh lini produksi, yang masing-masing bagian merupakan mesin yang kompleks dan spesialis berdiri di belakangnya.Mari kita berjalan-jalan melalui bengkel pabrik, tempat NAG memproduksi soket optik SC untuk mengevaluasi upaya dan investasi apa yang akan membebani biaya substitusi impor di negara kita.Semuanya dimulai dengan pembuatan cetakan. Cetakan adalah desainer multikomponen dengan batang bergerak, tanda-tanda dipertukarkan, ejector, membentuk rongga internal. Semua ini memungkinkan Anda untuk mendapatkan produk yang rumit dalam geometri dengan cetakan besar, yang pada gilirannya meminimalkan tenaga kerja manual.
Substitusi impor di Rusia adalah kata ajaib, dan terutama bagi para pejabat, yang memiliki efek menarik. Semua orang ingin "mengimpor pengganti" dari Parmesan ke teknologi komputer yang canggih. Tetapi untuk membuat produksi bahkan konektor sederhana , diperlukan seluruh lini produksi, yang masing-masing bagian merupakan mesin yang kompleks dan spesialis berdiri di belakangnya.Mari kita berjalan-jalan melalui bengkel pabrik, tempat NAG memproduksi soket optik SC untuk mengevaluasi upaya dan investasi apa yang akan membebani biaya substitusi impor di negara kita.Semuanya dimulai dengan pembuatan cetakan. Cetakan adalah desainer multikomponen dengan batang bergerak, tanda-tanda dipertukarkan, ejector, membentuk rongga internal. Semua ini memungkinkan Anda untuk mendapatkan produk yang rumit dalam geometri dengan cetakan besar, yang pada gilirannya meminimalkan tenaga kerja manual.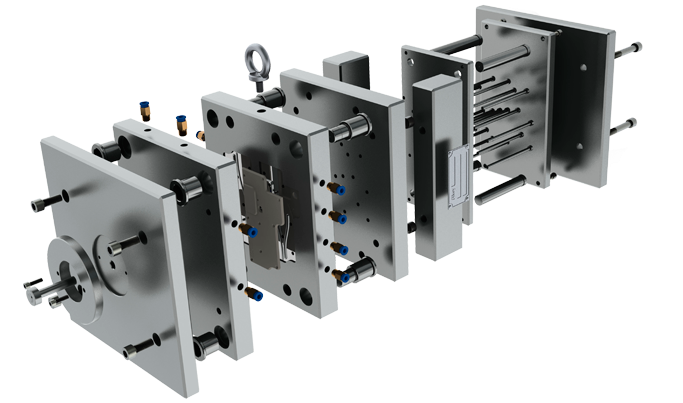 Untuk menghasilkan cetakan, Anda memerlukan insinyur desain yang kompeten, karena Anda harus mempertimbangkan banyak nuansa saat bekerja dengan plastik, misalnya plastik setelah pengecoran dapat mengalami penyusutan dan lengkungan. Juga, ada masalah serius tekanan pada material selama pendinginan tidak merata.
Untuk menghasilkan cetakan, Anda memerlukan insinyur desain yang kompeten, karena Anda harus mempertimbangkan banyak nuansa saat bekerja dengan plastik, misalnya plastik setelah pengecoran dapat mengalami penyusutan dan lengkungan. Juga, ada masalah serius tekanan pada material selama pendinginan tidak merata. Beginilah bentuk bengkel pembuatan cetakan:
Beginilah bentuk bengkel pembuatan cetakan: Abad kerja cetakan tidak lama. Kehidupan rata-rata dari 100 hingga 700 ribu penutupan. Oleh karena itu, produksinya adalah logam yang sesuai dengan nilai tertinggi. Selain itu, untuk pembuatan cetakan, seluruh daftar mesin yang berbeda diperlukan - mulai dari milling, planing, EDM dan wire-cut, hingga pusat permesinan universal.
Abad kerja cetakan tidak lama. Kehidupan rata-rata dari 100 hingga 700 ribu penutupan. Oleh karena itu, produksinya adalah logam yang sesuai dengan nilai tertinggi. Selain itu, untuk pembuatan cetakan, seluruh daftar mesin yang berbeda diperlukan - mulai dari milling, planing, EDM dan wire-cut, hingga pusat permesinan universal. Mesin
Mesin penggilingan CNC, mesin penggilingan horizontal, mesin
penggilingan CNC, mesin penggilingan horizontal, mesin EDM, mesin
EDM, mesin pemotong kawat,
pemotong kawat, Pusat permesinan universal,
Pusat permesinan universal, Mesin gerinda permukaan. Selesai
Mesin gerinda permukaan. Selesai Mesin Electroerosive Mesin
Mesin Electroerosive Mesin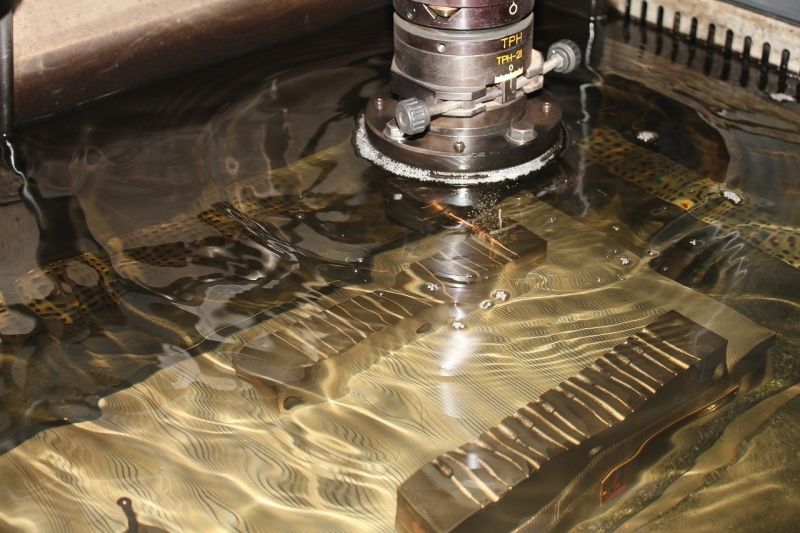 ini menggunakan pulsa menghancurkan kisi kristal dari bahan konduktif listrik. Karena ini, dimungkinkan untuk mencapai pembuatan presisi tinggi dari bentuk kompleks - hingga 1 mikron dan dengan tingkat kekasaran N 11-12.
ini menggunakan pulsa menghancurkan kisi kristal dari bahan konduktif listrik. Karena ini, dimungkinkan untuk mencapai pembuatan presisi tinggi dari bentuk kompleks - hingga 1 mikron dan dengan tingkat kekasaran N 11-12. Mesin pemotong kawatSaat mengerjakan mesin, digunakan kawat tipis dengan diameter hingga 0,1 mm, bekerja berdasarkan prinsip gergaji pita. Teknologi ini memungkinkan pemrosesan bagian yang lebih cepat dengan dimensi linier besar.
Mesin pemotong kawatSaat mengerjakan mesin, digunakan kawat tipis dengan diameter hingga 0,1 mm, bekerja berdasarkan prinsip gergaji pita. Teknologi ini memungkinkan pemrosesan bagian yang lebih cepat dengan dimensi linier besar. Outputnya adalah ini.
Outputnya adalah ini.

Mengisi formulir
Lokakarya ini memiliki serangkaian mesin termoplastik. Mesin harus selalu diisi dengan pekerjaan, karena banyak energi diperlukan untuk memanaskannya. Karena itu, mereka tidak boleh didinginkan.
Mesin harus selalu diisi dengan pekerjaan, karena banyak energi diperlukan untuk memanaskannya. Karena itu, mereka tidak boleh didinginkan.
 Konektor yang rusak akan terlepas tanpa ampun untuk didaur ulang.
Konektor yang rusak akan terlepas tanpa ampun untuk didaur ulang.
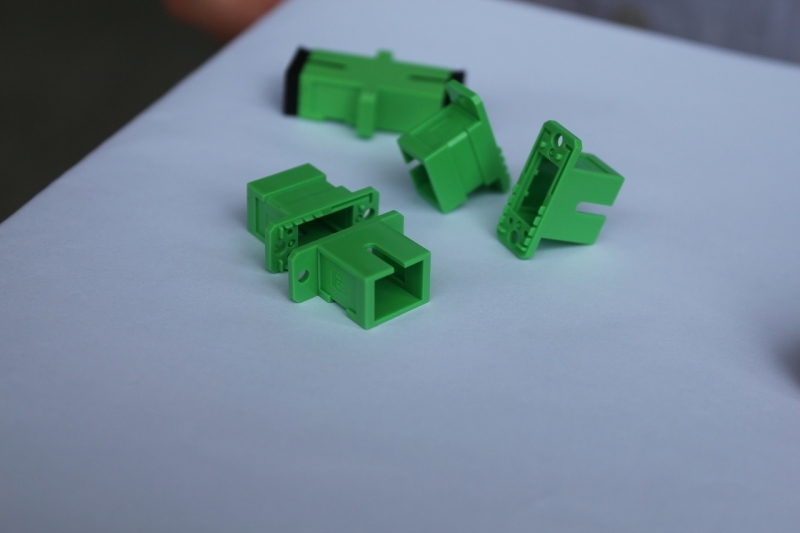
 Pria tampan plastik ini dari berbagai modifikasi dan warna diperoleh setelah melewati beberapa tahap.
Pria tampan plastik ini dari berbagai modifikasi dan warna diperoleh setelah melewati beberapa tahap.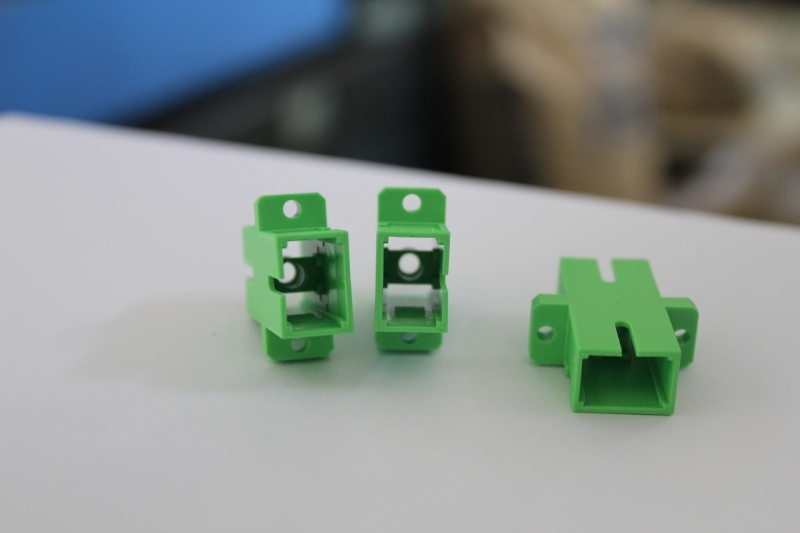

 Skala produksi dalam semangat raksasa rekayasa Soviet. Dalam bengkel-bengkel ini, misalnya, bagian dari garpu FC dibuat.
Skala produksi dalam semangat raksasa rekayasa Soviet. Dalam bengkel-bengkel ini, misalnya, bagian dari garpu FC dibuat.
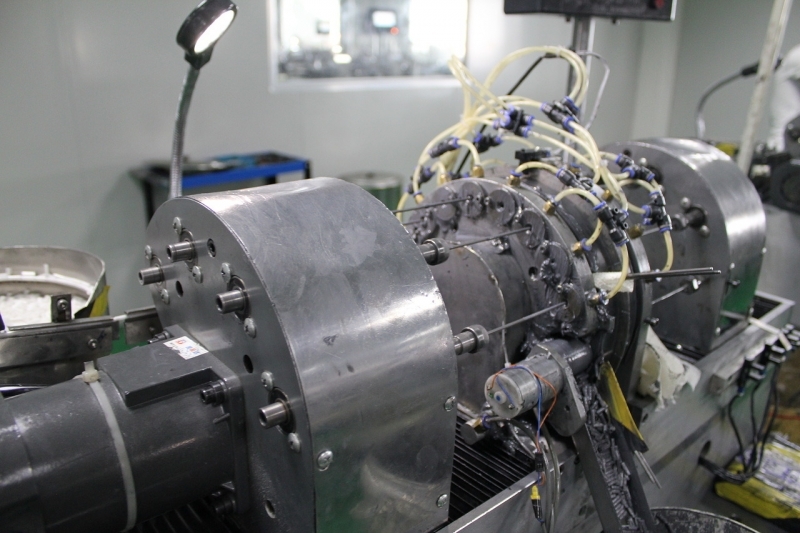
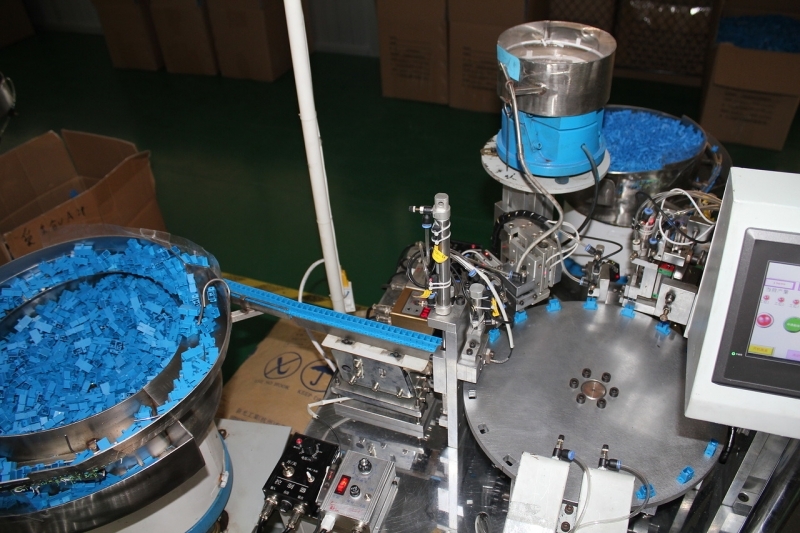
 Melangkah lebih jauh melalui bengkel-bengkel kami sekali lagi bertemu barisan termoplastik yang ramping. Semua proses kerja diotomatisasi di sini. Orang-orang hanya diperlukan untuk memulai peralatan.
Melangkah lebih jauh melalui bengkel-bengkel kami sekali lagi bertemu barisan termoplastik yang ramping. Semua proses kerja diotomatisasi di sini. Orang-orang hanya diperlukan untuk memulai peralatan. Surplus produksi dihancurkan dan dikirim untuk diproses.Dan ini adalah bagaimana sistem umpan terlihat.
Surplus produksi dihancurkan dan dikirim untuk diproses.Dan ini adalah bagaimana sistem umpan terlihat.
Pembuatan lengan zirkonium
Saat ini pengadaan benda kerja dalam bentuk tabung, yang selanjutnya menjalani proses yang diperlukan. Pertama, selongsong dipotong ke ukuran yang diinginkan. Ini adalah bagian longitudinal dari selongsong.
Ini adalah bagian longitudinal dari selongsong.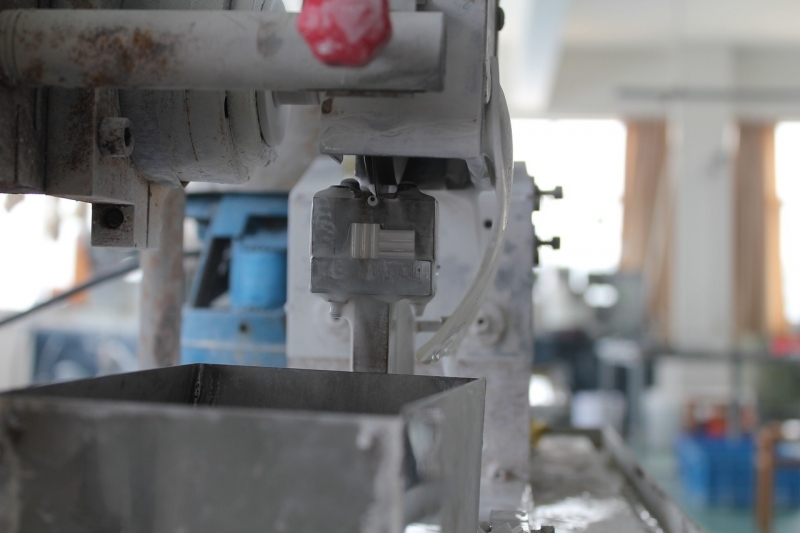 Selanjutnya, bagian diproses dalam centrifuge.
Selanjutnya, bagian diproses dalam centrifuge. Selongsong dikeringkan
Selongsong dikeringkan , lalu selongsong tengah melalui proses penggilingan: kasar dan kemudian tipis.
, lalu selongsong tengah melalui proses penggilingan: kasar dan kemudian tipis.
 Seperti inilah bentuk lokakarya ini. Orang-orang di sini juga diperlukan hanya untuk pemeliharaan peralatan mesin yang secara mandiri melakukan semua pekerjaan.
Seperti inilah bentuk lokakarya ini. Orang-orang di sini juga diperlukan hanya untuk pemeliharaan peralatan mesin yang secara mandiri melakukan semua pekerjaan. Tongkat logam ini membawa lengan ke kondisi. Patut dicatat bahwa satu batang hanya dapat memproses beberapa lusin busing, dan setelah itu dikirim untuk diproses.
Tongkat logam ini membawa lengan ke kondisi. Patut dicatat bahwa satu batang hanya dapat memproses beberapa lusin busing, dan setelah itu dikirim untuk diproses.
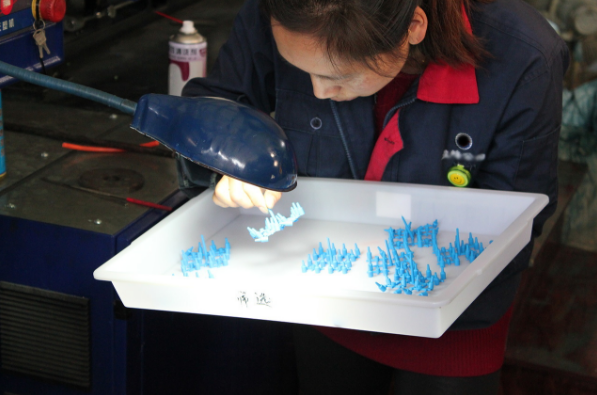
Kontrol kualitas
Produk menjalani inspeksi visual. Ini diikuti oleh kontrol geometri. Semuanya otomatis di sini.
Ini diikuti oleh kontrol geometri. Semuanya otomatis di sini.
 Ada proses untuk memeriksa seberapa aman ferrule akan bertahan.
Ada proses untuk memeriksa seberapa aman ferrule akan bertahan. Varian dari apa yang dapat dikirimkan ke pelanggan kami.
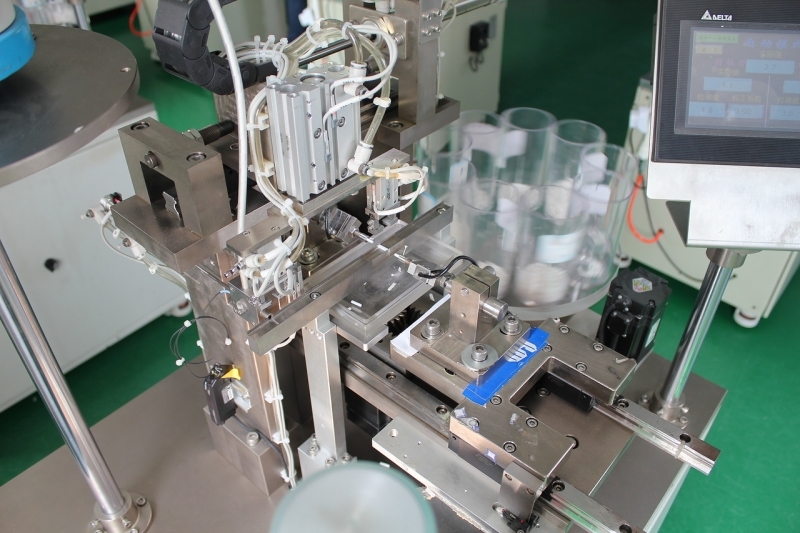
Varian dari apa yang dapat dikirimkan ke pelanggan kami. Dan di sini selongsong ditempatkan di wadah outlet optik.
Dan di sini selongsong ditempatkan di wadah outlet optik.
 Colokan pelindung dimasukkan ke dalam adaptor.
Colokan pelindung dimasukkan ke dalam adaptor.
 Pada produk langsung akhir , lakukan tes pernikahan lain.
Pada produk langsung akhir , lakukan tes pernikahan lain. Alhasil, ini adalah lelaki tampan .
Alhasil, ini adalah lelaki tampan .
Source: https://habr.com/ru/post/id400691/
All Articles