Halo, perusahaan
3Dtool ! Hari ini kami memutuskan untuk menguji kemampuan Slic3r, mencetak objek individual dengan ketinggian lapisan berbeda dan properti berbeda dalam satu sesi pencetakan 3D.
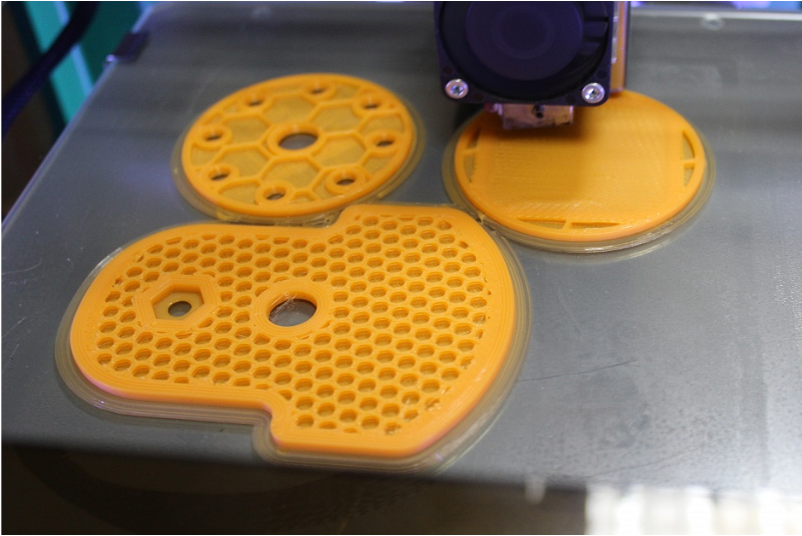
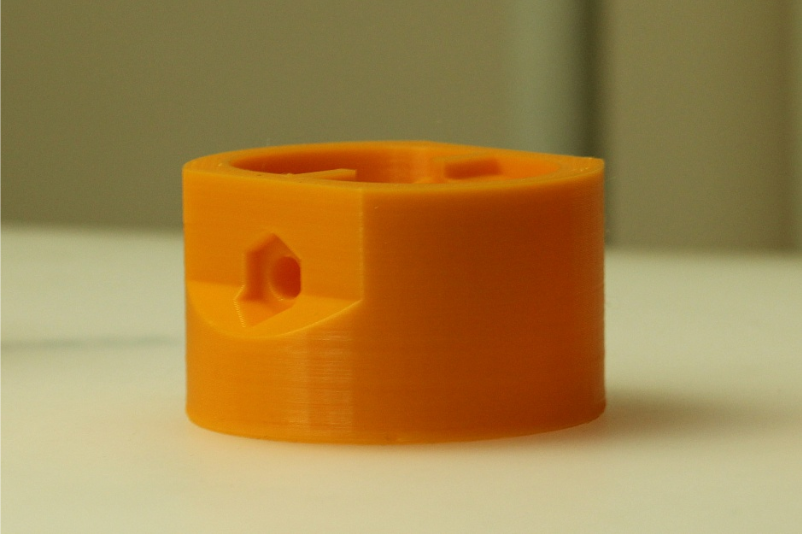
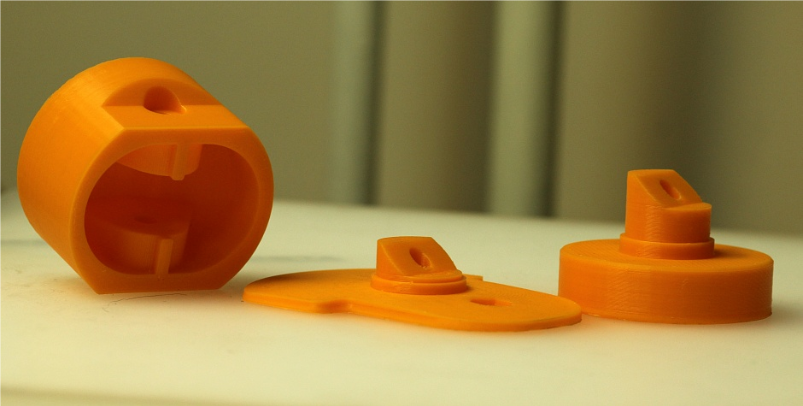
Sebagai contoh, kami mengambil tiga bagian mesin yang berbeda.
Hercules Strong 17 3D printer untuk percobaan, bahan PLA, nozzle dengan diameter 0,8 mm, tinggi lapisan 0,3 mm.
Hasilkan Gcode, waktu cetak - 4 jam.
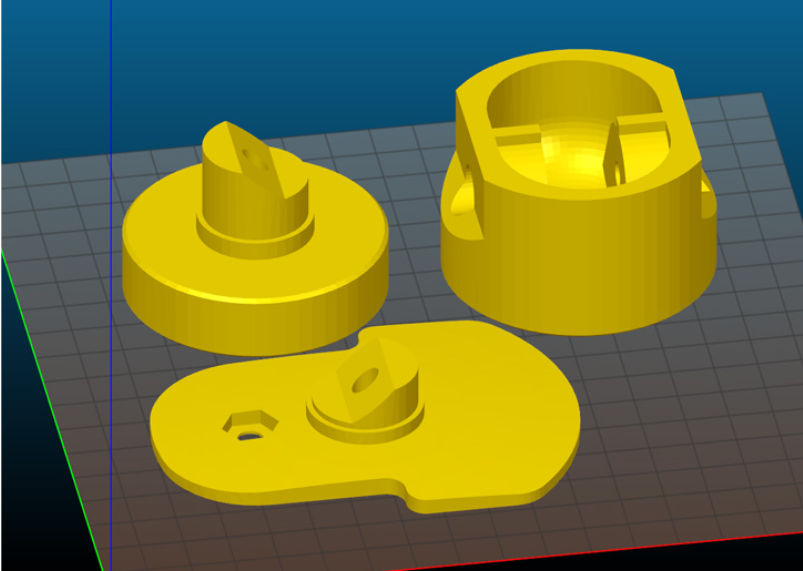
Tetapi detail pada platform yang sama tidak dari jenis yang sama, dengan fitur geometri yang berbeda. Oleh karena itu, untuk mendapatkan hasil yang lebih baik, kami akan kembali menyiksa Slic3r.
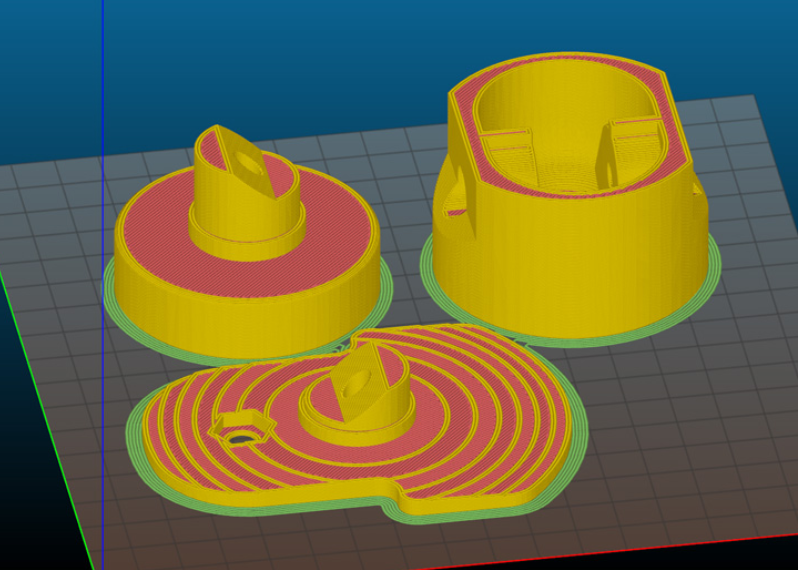
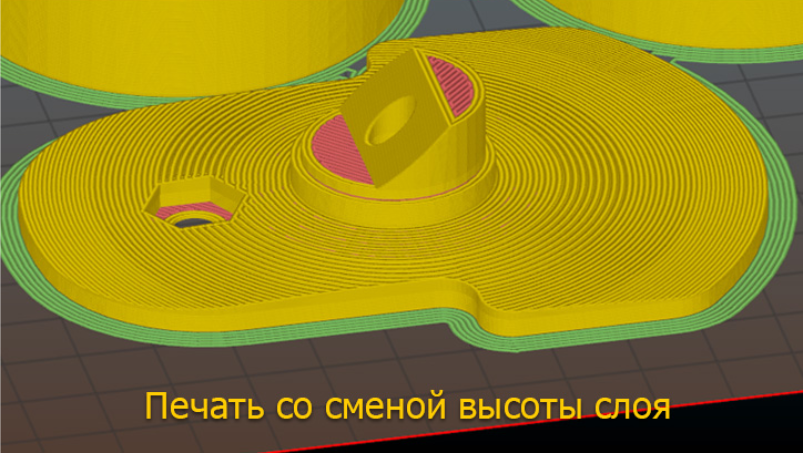
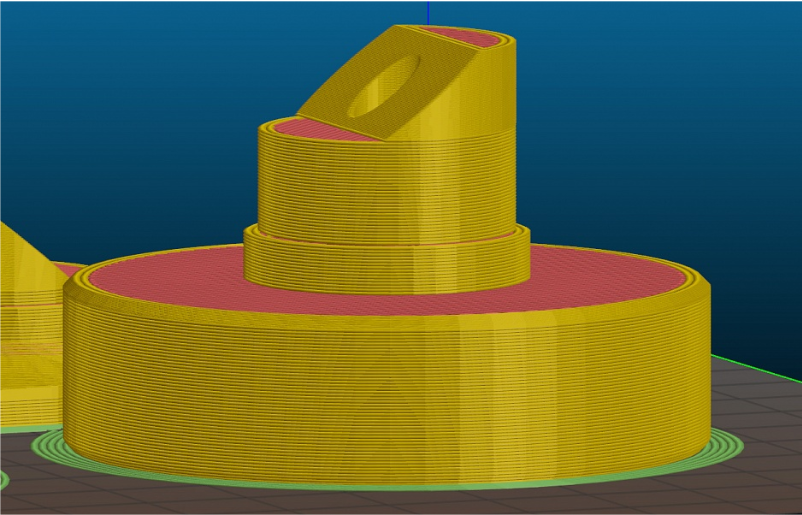
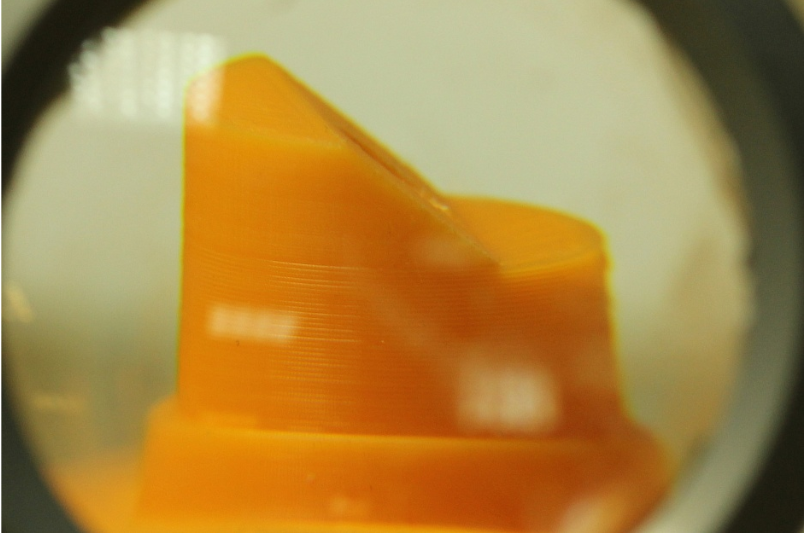
Karena ketinggian lapisan 300 μm dan sudut kemiringan permukaan yang sangat besar, lapisan-lapisan pada bagian datar diperoleh secara bertahap. Untuk menghilangkan ini, Anda perlu mengurangi ketinggian lapisan.
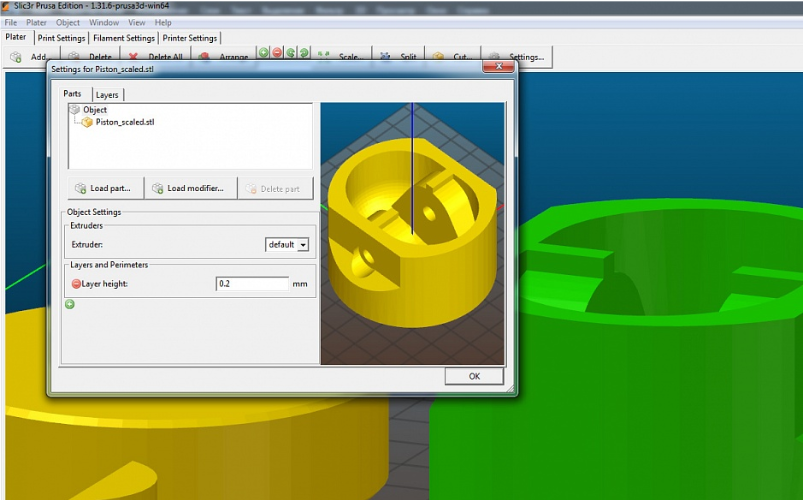
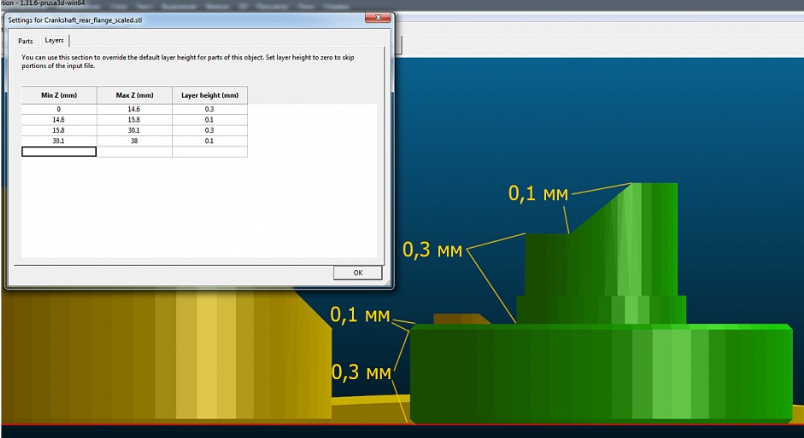
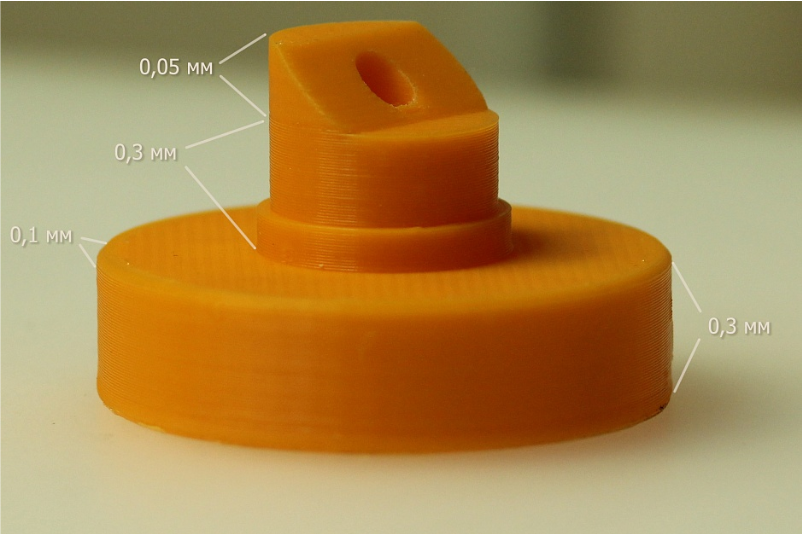
Untuk mengatur berbagai properti pencetakan untuk setiap bagian, klik dua kali pada bagian yang diperlukan atau pilih bagian dan klik tombol Pengaturan. Pada tab Layers, kurangi ketinggian lapisan pada permukaan miring menjadi 0,05mm. Pada saat yang sama, kurangi ketinggian lapisan di bagian atas hingga 0,1 mm.

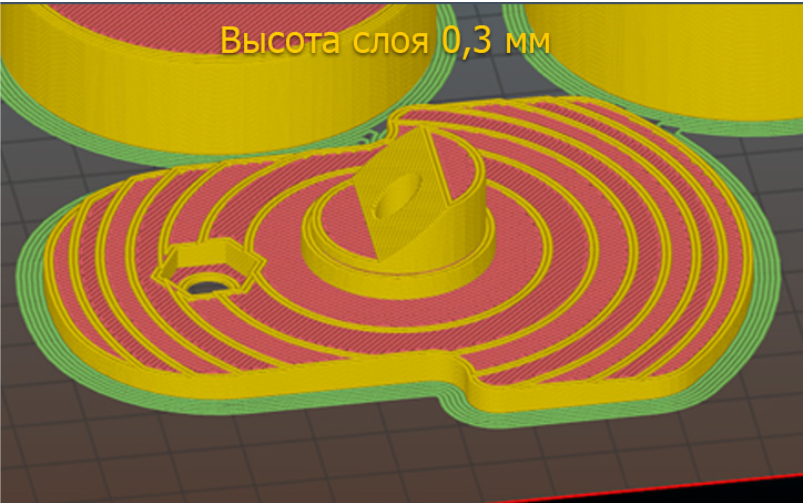
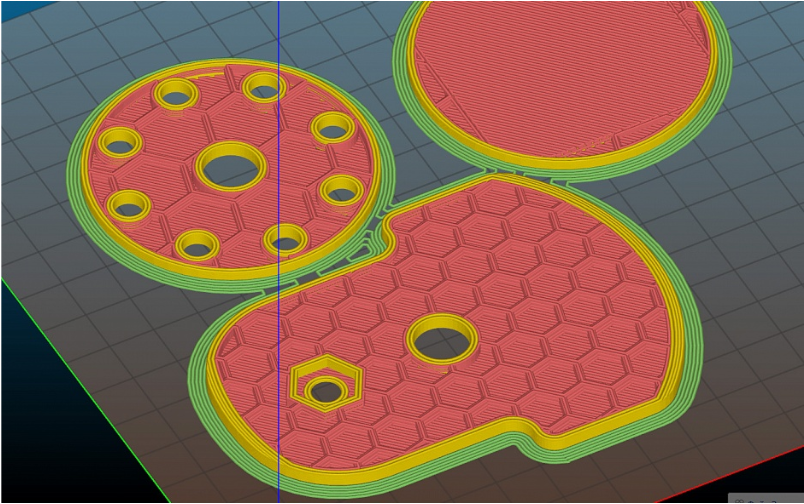
Sekarang langkah-langkahnya tidak terlihat, permukaannya menjadi halus. Karena permukaannya hampir miring, kami meningkatkan persentase pengisian internal dan jumlah perimeter untuk mengecualikan pembentukan lubang.
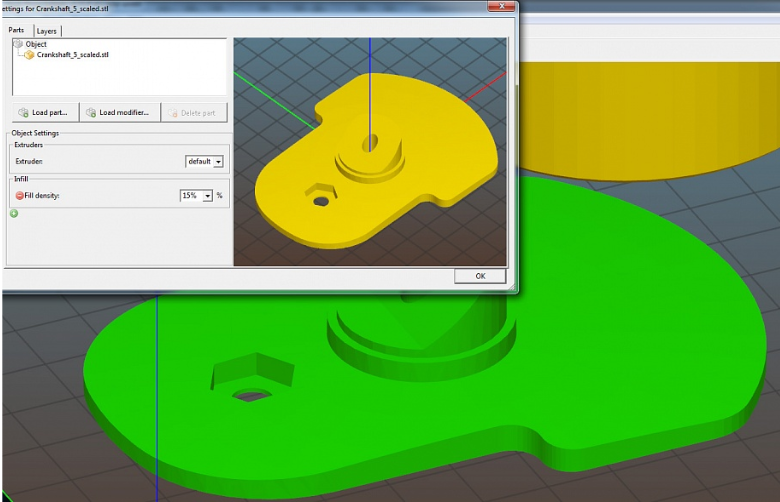
Juga, di menu Pengaturan, buka tab Bagian dan klik "+", daftar properti pencetakan muncul, yang dapat kita ubah untuk bagian ini. Pilih Infill → Fill density, Layers and Perimeter → Perimeter → 4.
Untuk bagian selanjutnya, dengan cara yang sama kita mengurangi ketinggian lapisan pada permukaan miring.
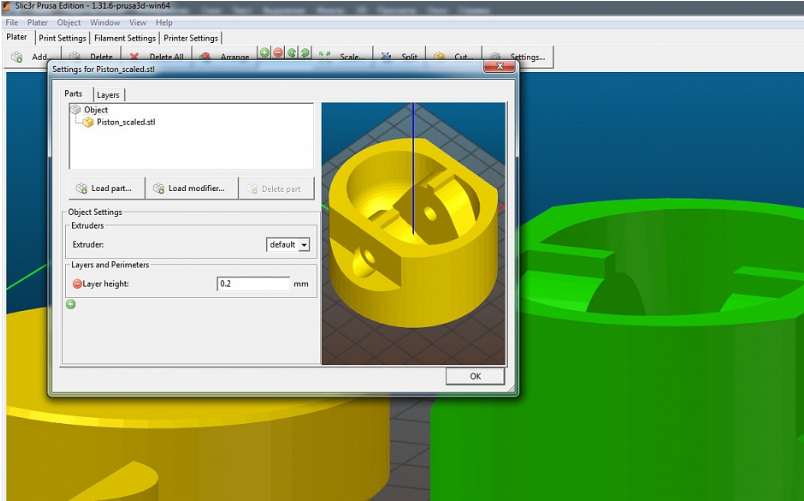
Untuk percobaan, pada bagian terakhir kita akan membuat tinggi lapisan non-ganda - 0,2 mm. Hanya ingin tahu bagaimana Slic3r menghitung ketinggian beberapa lapisan.
Klik dua kali pada bagian tersebut, pada tab Bagian, pilih Layers and Perimeter → Tinggi lapisan 0,2 mm.
Kami menghasilkan kode. Waktu pencetakan 8 jam. Kami mencetak.
Waktu pencetakan dalam kasing pertama, di mana semua properti cetak dan ketinggian lapisan adalah sama - 4 jam, dan pada kasing kedua, waktu pencetakan digandakan –8 jam. Namun, dalam kasus kami, meningkatkan waktu pencetakan tidak kritis, dan keuntungan dari metode ini adalah kemampuan untuk mencetak bagian-bagian yang berbeda dalam sifat dan fitur geometri geometri dalam satu sesi.
Kami harap ini bermanfaat bagi Anda.
Katalog printer 3DPrinter 3D
Hercules Strong 17 (pahlawan percobaan kami)
Jangan lupa untuk berlangganan ke jejaring sosial kami:
Saluran Youtube kamiINSTAGRAMVKontakteFacebook