Model 3D yang nantinya akan dicetak pada printer 3D berbeda dari model 3D yang dirancang untuk casting atau milling. Ini karena fitur teknis printer 3D, yang darinya Anda harus memeras manfaat maksimal, atau menyesuaikan dengan ketidaksempurnaan pencetakan.
Dari pemesanan, saya perhatikan bahwa rekomendasi ini terutama berkaitan dengan metode pencetakan 3D FDM (FFF), di mana batang plastik dipanaskan oleh ekstruder bergerak, membentuk bagian lapis demi lapis.
Pengembangan model 3D dimulai dengan pembuatan sketsa. Ini bisa berupa gambar di atas kertas, prototipe bahan, gambar mental, dll. Yang penting diperhatikan saat membuat sketsa dan model itu sendiri akan kami analisis secara terperinci.
Kekuatan bagian
Di sini dan lebih jauh ke bawah teks ada beberapa subtitle yang harus diperhitungkan secara bersamaan, diingat sejak awal.
- Ingat tentang pelapisan atau anisotropi bahan: memecah bagian menjadi lapisan jauh lebih mudah daripada menyilang. Ini harus diperhitungkan terlebih dahulu dengan memutuskan lokasi model 3D di atas meja printer 3D.
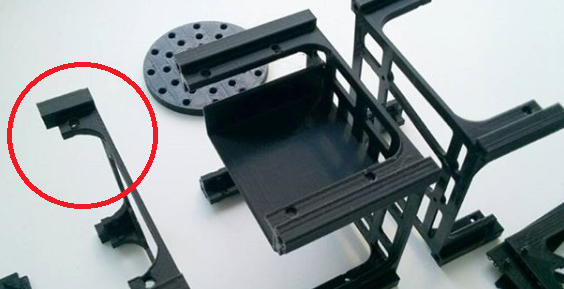
- Tambahkan fillet. Kaki bangku dan meja di persimpangan harus memiliki sudut bulat. Selain itu, semakin besar jari-jari fillet, semakin kuat kaki akan dipasang di atas meja. Begitu pula untuk berbagai bagian tubuh. Memodelkan sebuah kotak? Kami membulatkan sudut yang benar. Tidak masalah di pesawat mana mereka berada. Bahkan di mana sudut yang tepat dibutuhkan, kami membuat jari-jari 0,5 mm. Printer akan lebih mudah melewati bagian seperti itu daripada yang tidak bulat, tidak akan ada dampak dari berhenti tiba-tiba dari extruder, bagian tidak akan bergoyang dan plus lainnya.
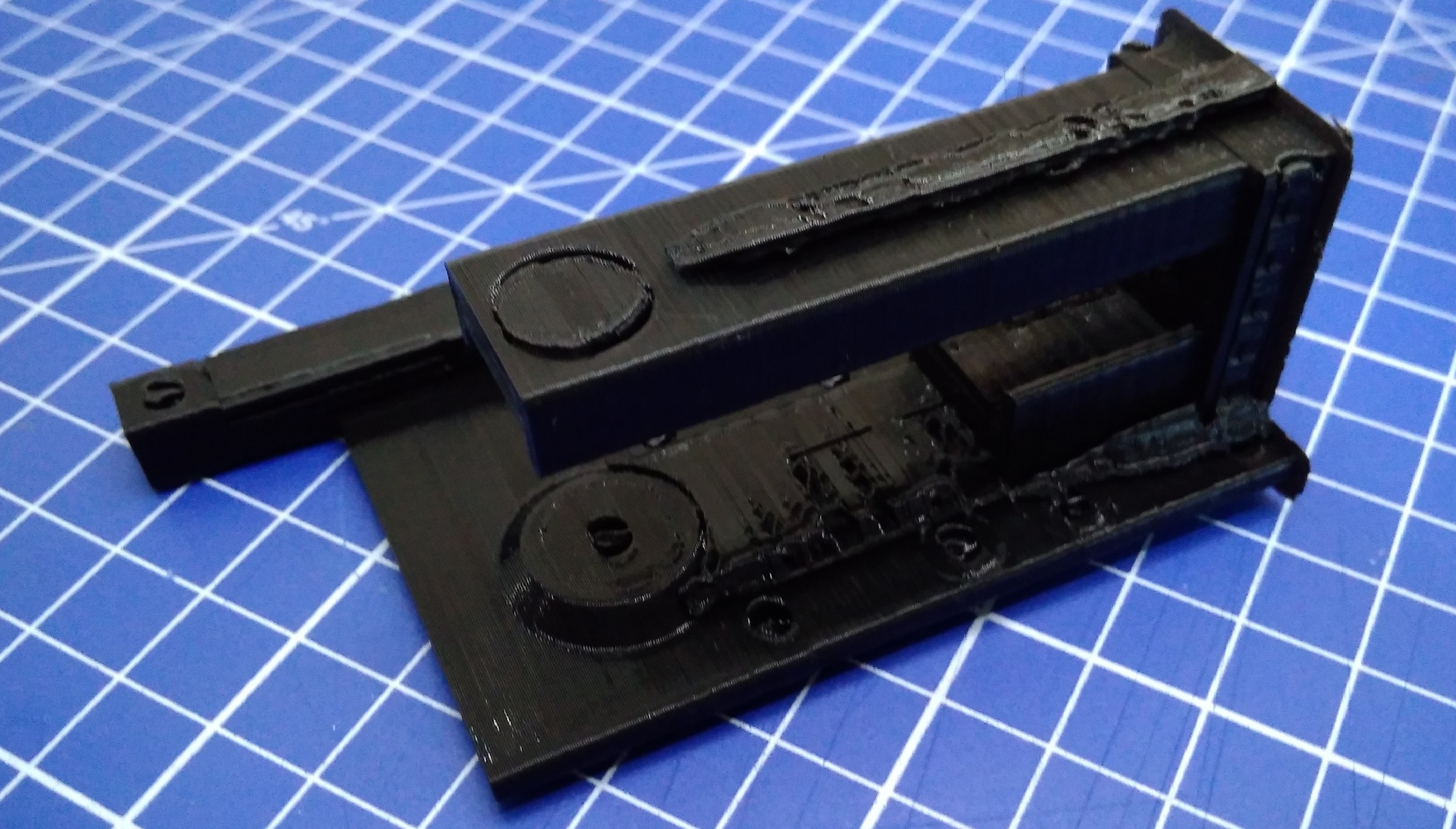
- Ketebalan dinding dan mengisi. Kekuatan maksimum pada cakupan 100% adalah fakta, tetapi jika Anda perlu meringankan bagian atau menghemat plastik, Anda dapat membuat pengaturan cetak dengan ketebalan dinding yang jauh lebih besar, dengan set pengisian yang jauh lebih rendah. Ini bekerja dengan bagian yang memiliki lubang untuk pengencang. Saat membuat kode mesin untuk printer, benar-benar semua dinding eksternal tebal, sehingga pengencang akan dikelilingi oleh lapisan plastik tebal yang andal dari bagian Anda.
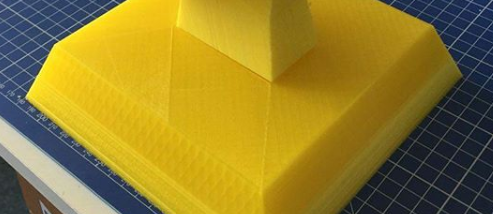
- Dukungan Elemen ini memengaruhi kekuatan oleh kenyataan bahwa lapisan berbasis dukungan tidak selalu ideal dalam struktur. Ini dapat diatasi dengan meningkatkan ketebalan dinding, mengisi, tetapi lebih baik tidak melakukan dukungan sama sekali. Dukungan ditambahkan oleh alat pengiris, tergantung pada sudut antara dinding bagian dan bidang tabel. Seringkali, standarnya adalah 60 derajat, kadang-kadang 45. Opsi ini dipilih secara eksperimental untuk setiap printer 3D. Anda dapat memverifikasi ini menggunakan bagian uji khusus. Misalnya, https://www.thingiverse.com/thing://806295 - jangan lupa mematikan dukungan untuk memeriksa kualitas cetak 3D yang nyata jika tidak ada. Misalnya, Anda perlu mencetak konektor berbentuk T untuk tabung. Produk cor menghasilkan bentuk-T. Pencetakan 3D membuat produk L atau bahkan berbentuk Λ. Dalam kasus kedua, Anda bahkan dapat menghindari dukungan, dan bagian itu akan menjadi lebih kuat karena lapisan yang terletak pada sudut 45 derajat ke tabung. Kami, di bengkel, menyiapkan slicer untuk setiap mesin dan bertanya kepada klien tentang persyaratan kekuatan, dan, tergantung pada ini, pilih printer 3D untuk dicetak.

Kendala geometris
- Ketebalan dinding dibatasi dari bawah dengan ukuran nozzle printer 3D. Diameternya konstan dan dalam sebagian besar kasus adalah 0,4 mm. Ketebalan yang lebih kecil - pencetakan 3D yang panjang untuk sebagian besar bagian. Nosel lebih besar - ikatan antar lapisan kurang kuat, langkah antar lapisan lebih terlihat. Secara umum, ketebalan dinding harus kelipatan 0,4 mm, maka printer 3D dapat secara akurat membuat dinding dalam dua lintasan (0,8 mm), dalam 3 lintasan (1,2 mm), dll. Ketebalan lain akan menyebabkan printer 3D meninggalkan ruang atau meluap, yang secara negatif mempengaruhi kekuatan dan tampilan bagian yang dicetak.
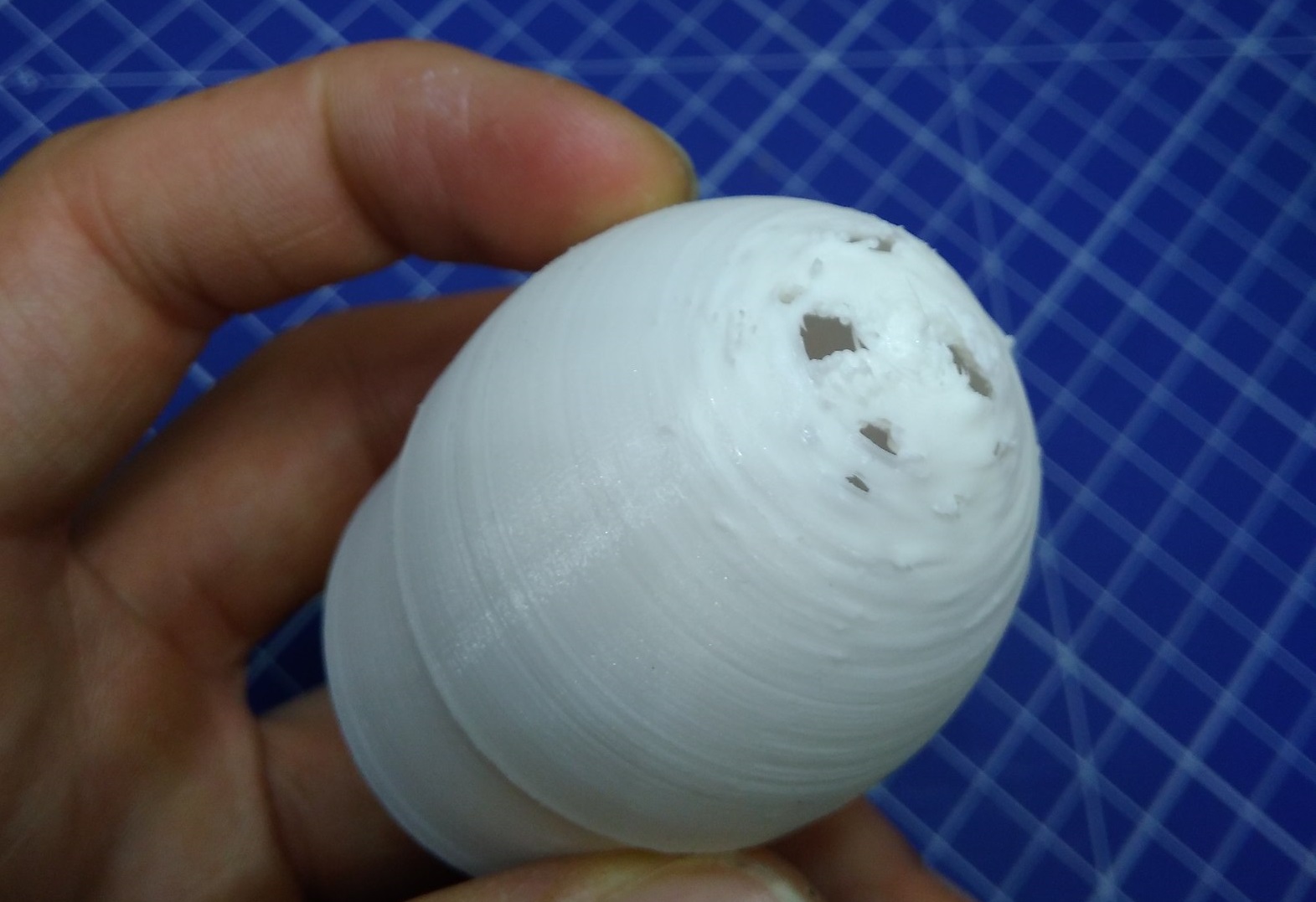
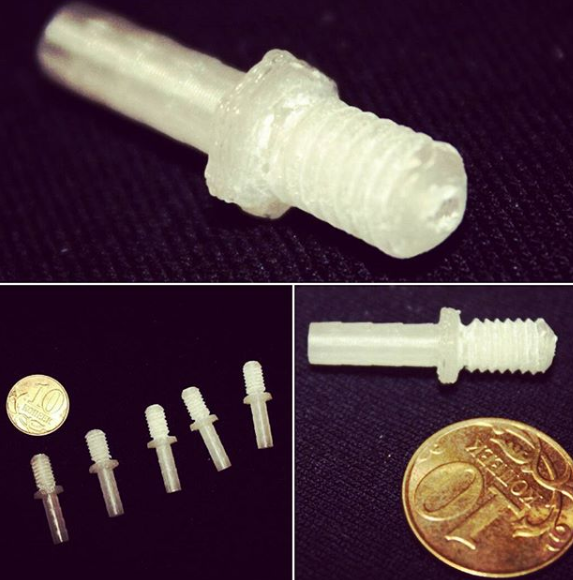
- Pencetakan 3D silinder tipis dan jarum. Untuk pencetakan 3D dari produk-produk semacam itu diperlukan pengaturan printer-3D khusus: pencetakan 3D dengan kecepatan rendah, berikan waktu untuk pendinginan, jika tidak maka struktur ini akan bengkok. Elemen-elemen tipis yang berdiri vertikal sebaiknya dihindari dengan segala cara. Bahkan jika mereka dicetak, mereka akan sangat rapuh. Masuk akal untuk membiarkannya hanya untuk tujuan dekoratif, tetapi Anda harus siap bahwa kualitasnya akan lebih buruk daripada kualitas elemen lain dari bagian 3D.
- Pencetakan lubang 3D. Saya perhatikan bahwa jika lubangnya lurus dan tembus, maka itu bisa dibor, jika melengkung dan membutuhkan dukungan, mungkin ternyata tidak mungkin mendapatkan dukungan.
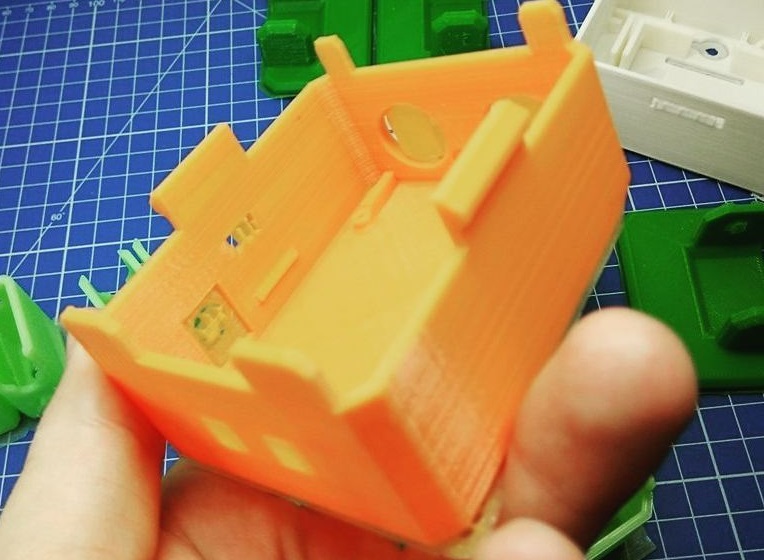
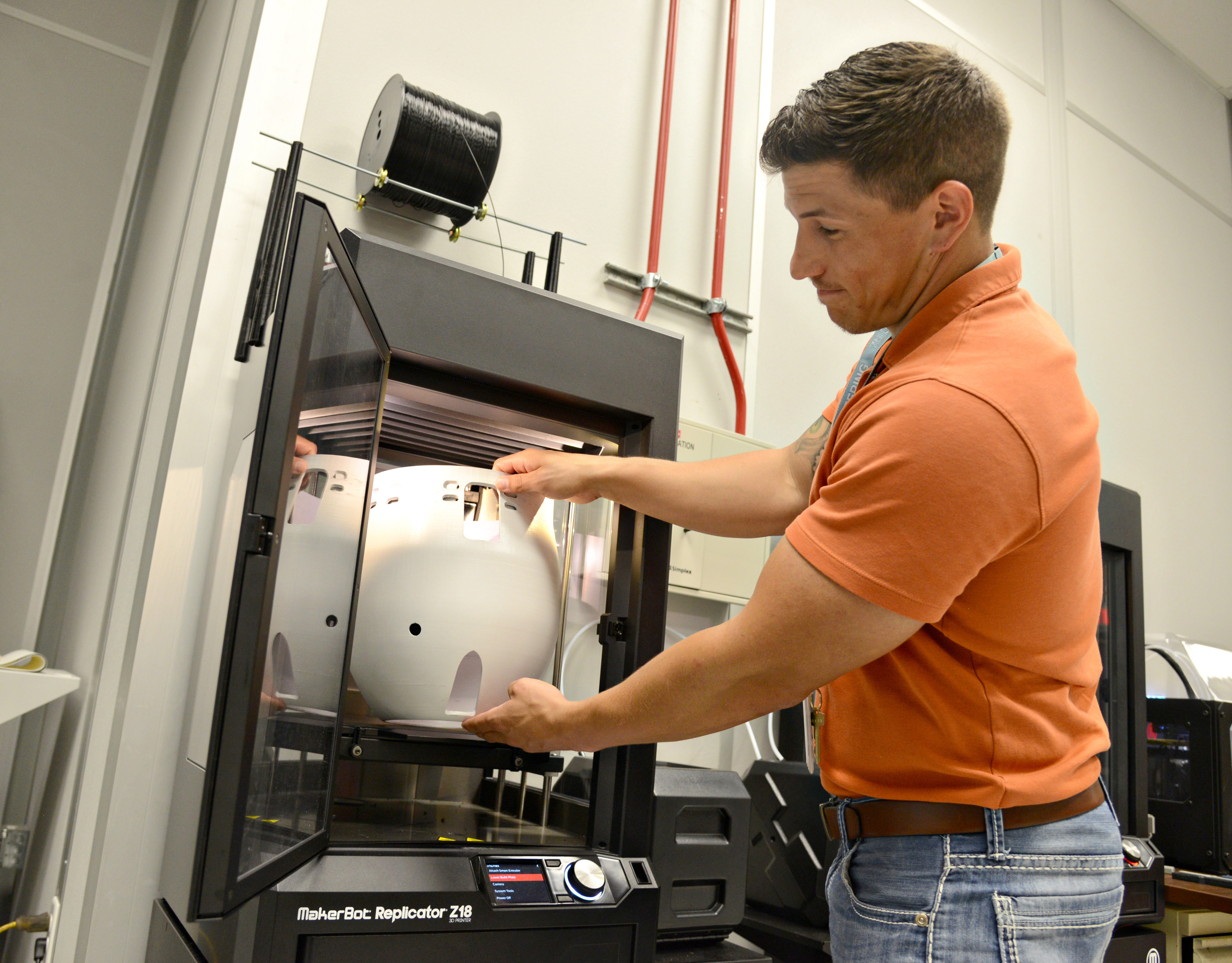
- Saat membuat model 3D, penting untuk mempertimbangkan dimensi printer 3D. Kami menggunakan printer 3D yang praktis, meja 250x250 mm, diagonal 353 mm. Di sinilah Anda harus memasukkan dimensi, jika memungkinkan. Jika tidak, Anda harus memesan printer 3D industri dengan area cetak besar, atau menggunakan lem, tetapi perakitan lebih baik, karena proses perakitan akan dikendalikan oleh pengembang, dan bukan oleh wizard pencetakan 3D.
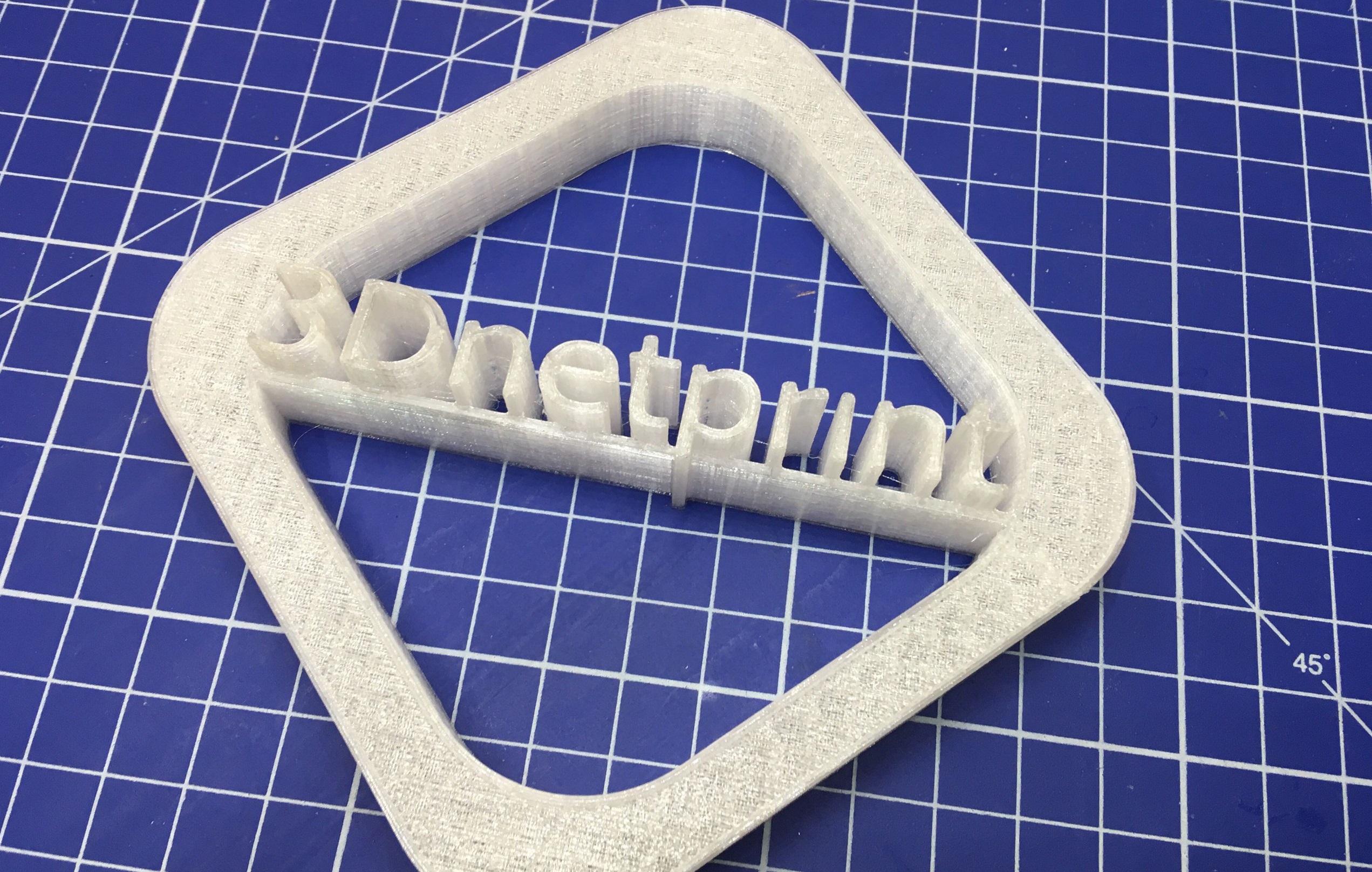
- Jejak kaki yang besar dapat menyebabkan tepiannya lepas dari meja. Kami menggunakan lem khusus, tetapi ini tidak selalu membantu. Kami secara berkala didekati dengan keluhan dari kolega di lantai toko bahwa bagi mereka cacat "minor" seperti ujung melengkung bukan alasan untuk memulai kembali pencetakan 3D, bawa saja. Tetapi insinyur, yang membuat model 3D bagian, dapat mempertimbangkan ini dalam karyanya, dan membuat baik rakitan atau bagian 3D datar berdinding tipis yang "tidak memiliki kekuatan yang cukup" untuk mengompresi kontur eksternal dan meningkatkan, sebagai hasilnya, ujung.

- "Menara" tinggi dan tipis dapat diperoleh dengan buruk karena getaran yang terjadi ketika printer 3D bekerja lebih dekat ke atas, perubahan lapisan juga dimungkinkan.

Stabilitas ukuran, akurasi
- Pencetakan 3D yang akurat adalah burung langka. Saya tidak ingin berbicara bahasa teknik di sini, tetapi kemungkinan struktur komposit yang rumit akan berkumpul pertama kali sangat rendah. Di sini perlu diperhitungkan fakta bahwa Anda dapat memodifikasi rinciannya secara mekanis.

- Lubang untuk pengencang paling baik dilakukan dengan margin diameter 0,5 mm. Ini tidak akan mengurangi kekuatan, pengencang juga tidak akan nongkrong karena kekuatan pengetatan, tetapi jika dilakukan tanpa margin, Anda pasti harus mengebornya. Mengurangi ukuran poros besar,> 10mm dengan amplas, jauh lebih mudah daripada membuat lubang yang membutuhkan bor besar yang memotong dinding plastik dan merusak bagian, atau terjebak di dalamnya. Penting juga untuk mempertimbangkan bahwa selama pengeboran, plastik meleleh dan bor dapat melebur ke dalamnya sehingga tidak mungkin dilepas. Ada beberapa kasus.
- Penyusutan tidak selalu dikompensasi, lebih tepatnya, sangat sulit ditangkap, tidak merata dalam arah yang berbeda, sehingga sangat sulit untuk diperhitungkan. Lebih mudah untuk mencetak versi percobaan, dan kemudian membuat penyesuaian.
Jika penampilan itu penting
- Pikirkan tentang bagaimana wizard akan mengarahkan bagian pada meja printer 3D. Pencetakan 3D berjalan berlapis-lapis, yang dimanifestasikan dengan jelas ketika permukaan pencetakan berjarak dari meja horizontal dengan sudut kecil. Menguliti akan memakan waktu yang lama dan menyakitkan, karena Anda harus memotong "tangga" ini ke palung terdalam dari "langkah". Lebih baik menempatkan permukaan seperti itu secara horizontal, misalnya, berbaring di atas meja, atau menambah sudut. Dalam beberapa kasus, bahkan menambahkan dukungan merusak sisi yang salah, menghemat waktu dan upaya pasca pemrosesan.
- Dukungan Pertama, permukaan yang didukungnya memiliki cacat jauh lebih banyak daripada tanpa itu. Kedua, dukungan tipis dan tinggi - lemah, goyah, yang mengarah pada fakta bahwa bagian pendukung mungkin memiliki cacat serius, atau gagal sama sekali.

- Meningkatkan kualitas lapisan pertama. Perlu menambahkan talang. Bahkan di mana sudut akut tidak diperlukan, saya sarankan menambahkan talang 0,5 mm. Itu tidak akan terlihat jelas, tetapi ujungnya akan rapi.
Apa yang perlu Anda ketahui agar tidak salah ketika memesan pencetakan 3D
Jika penampilan itu penting
- Lokasi bagian di atas meja. Ingat tentang anisotropi.
- Ketebalan dinding dan mengisi. Apa yang dapat Anda temui: pengisian - 20% sel, yang dapat terlihat melalui dinding luar yang tipis, atau mengisi sedikit menarik dinding luar selama penyusutan, tetapi secara visual mudah untuk menentukan bahwa ada dukungan di dalamnya. Pertama-tama, peningkatan ketebalan dinding luar atau peningkatan kepadatan pengisian membantu di sini. Pertimbangkan ini saat memesan.
Pemrosesan pos
Penghapusan kelulusan dicapai dengan metode mekanis dan kimia. Dimungkinkan untuk menggunakan dempul. Lukisan akrilik tersedia. Jika bagian tersebut memiliki struktur warna yang kompleks, maka kami menggunakan printer ProJet 4500 yang berfungsi menggunakan teknologi berbeda. Dia menempelkan partikel bubuk dengan lem tinta berwarna. Ternyata cukup baik.

Akhlak
Sebagai kesimpulan, saya ingin mencatat bahwa rekomendasi ini dan pengalaman yang diperoleh akan memungkinkan kami untuk memproduksi komponen menggunakan metode pencetakan 3D, yang dalam propertinya tidak akan kalah dengan casting, yang memungkinkan kami menghemat dana yang signifikan dengan printer yang dikonfigurasi dan volume produksi kecil. Dari pengalaman saya sendiri, saya perhatikan bahwa mengotak-atik printer, men-debug-nya, mengetahui "semua celah" adalah topik yang terpisah, yang akan saya ceritakan nanti. Sebagai penutup, saya ingin meminta pembaca untuk menyatakan pendapat dalam survei.