Hari baik!
Seperti biasa, klien kami membantu kami dengan ide untuk artikel. Hari ini kita akan mencetak telur. Menggunakan contohnya, kami menguji fungsi
bawaan Slic3r , yang karena beberapa alasan disebutkan oleh beberapa orang.
Telur perlu dicetak tidak sederhana, tetapi kuat, dengan konsumsi plastik minimum dan cepat.
Selanjutnya akan ditangguhkan dari langit-langit dengan kait di bagian atas. Bagian bawah telur akan menjadi bagian depan, dengan kait - draf, karena akan menggantung tinggi dan bagian atas tidak akan terlihat. Anda dapat mencetak seluruh telur dengan loop ke bawah dengan dukungan di bagian bawah, tetapi mencetak dan menghapus dukungan akan memakan waktu.
Untuk menyelesaikan tugas ini, kami memilih
printer 3D Hercules 2018 - ini adalah printer 3D yang sangat serbaguna karena dapat mencetak dengan semua jenis plastik dan memiliki kamera yang berfungsi besar.
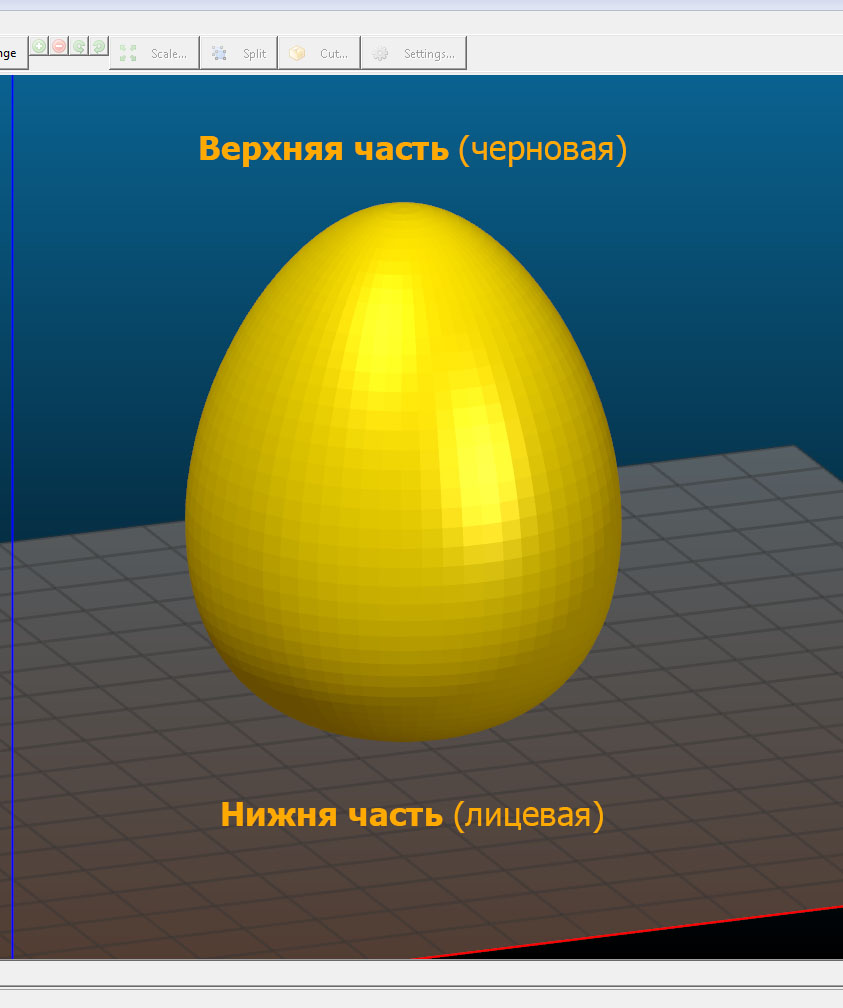
Karena itu, potong telur menjadi 2 bagian, sekaligus tambahkan satu lingkaran di bagian atas. Setelah mencetak, kami akan merekatkan bagian atas dengan dichloroethane.
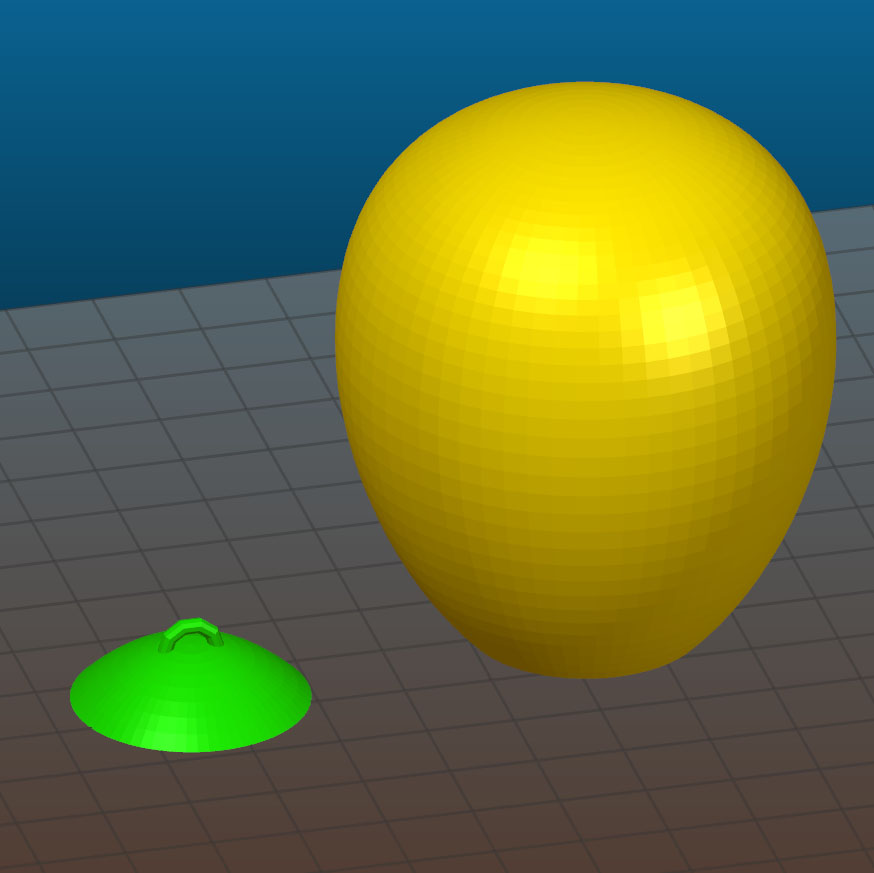
Sekarang Anda perlu memikirkan mode cetak. Bagian loop dicetak tanpa masalah pada mode nozzle standar 0,5, jadi kami akan memilih mode untuk "setengah" besar. Kompleksitas pencetakan terletak pada kenyataan bahwa: pertama, jika Anda mencetak telur tanpa mengisi, di bagian atas dinding di beberapa titik tidak akan ada yang menarik, dan mereka akan mulai jatuh dan membuat lubang. Kedua, untuk meningkatkan kualitas permukaan, ketinggian lapisan di bagian atas telur, di mana sudut kemiringan perimeter mulai menurun dengan cepat, perlu dikurangi.


Mari kita mulai dengan pengaturan yang biasa tanpa menggunakan rebana.
Karena model harus berubah dengan dinding rata tanpa gelombang dari akselerasi, kami tidak akan mencetak dengan kecepatan selangit. Kecepatan tidak lebih dari 50 mm / s.
Metode No. 1 - PLA, 0,5 nozzle, 2 perimeter, cakupan 10%, tinggi lapisan 0,2mm-0,1mm. Kecepatannya 50 mm / s, lebar ekstrusi pada isian dikurangi menjadi 0,35 mm, karena isian dalam hal ini hanya digunakan untuk menyangga dinding di bagian atas, di mana perimeter dicetak pada sudut. Waktu pencetakan 2h 26m, volume plastik 22,7 cm3.
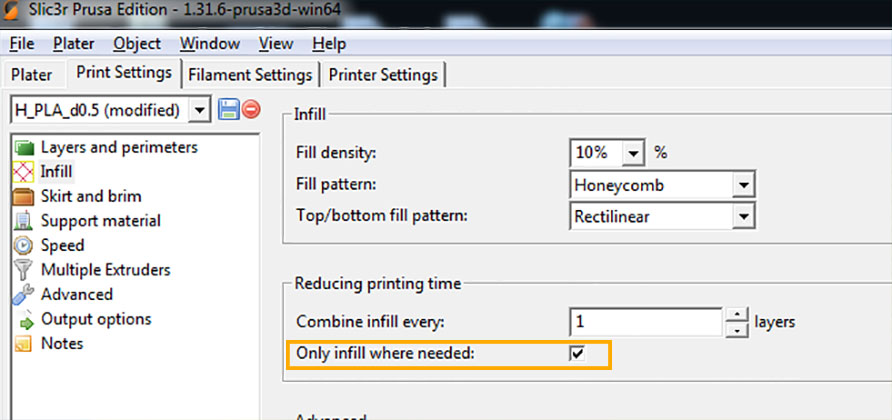
Metode No. 2 - 0,5 nosel, 2 perimeter, isi Hanya Isi jika diperlukan 10% ... Kecepatan 50 mm / dt, lebar ekstrusi pada pengisian dikurangi menjadi 0,35 mm, tinggi lapisan 0,2 mm-0,1 mm. Waktu pencetakan 1 jam 31m, volume plastik 14,2 cm3.
 Metode No. 3
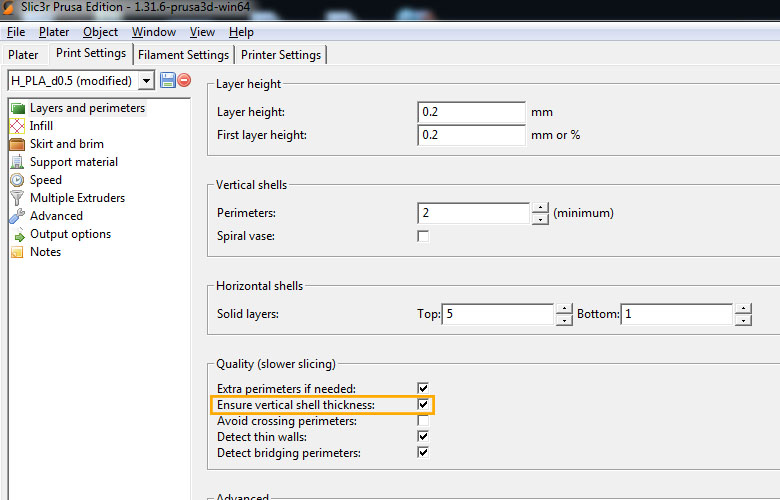
Metode No. 3 - 0,5 nosel, 2 perimeter, tanpa mengisi, menggunakan fungsi Pastikan ketebalan vertikal shell (slic3r secara otomatis menambahkan perimeter pendukung di tempat-tempat di mana dinding dapat jatuh) dibangun ke versi slic3r (Slic3r Prusa Edition) baru, tinggi lapisan 0.2mm-0.1mm, kecepatan 50mm / s. Waktu pencetakan 58 menit, volume plastik 9,4 cm3.
Tabel untuk memahami hubungan antara waktu cetak dan volume plastik.
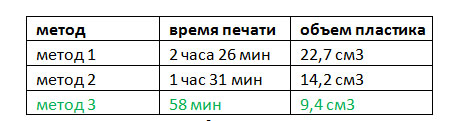
Dalam hal waktu pencetakan dan volume plastik, opsi ketiga cocok untuk kita. Kami mencoba.
Opsi
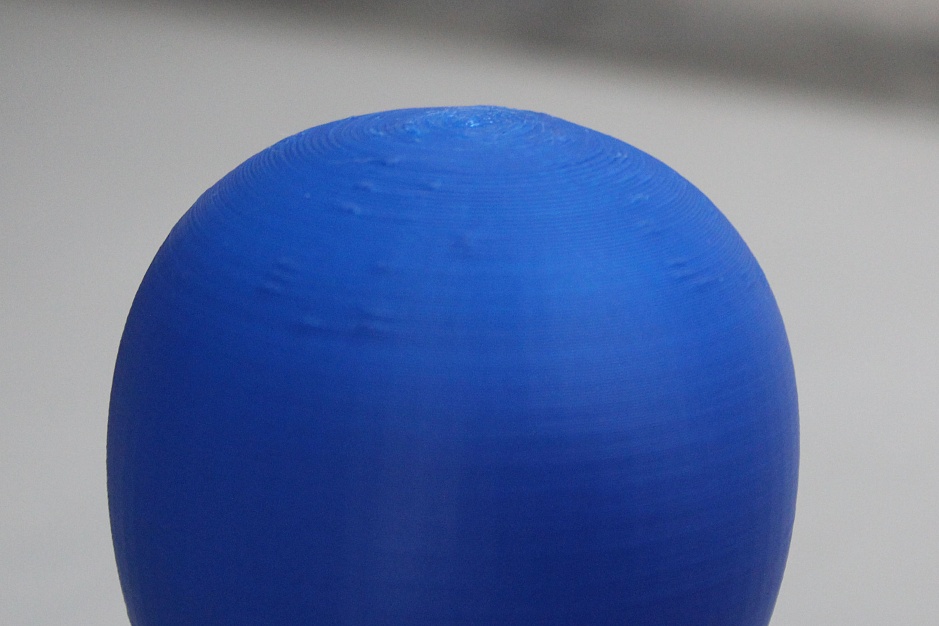
Pastikan ketebalan cangkang vertikal dalam hal ini dikelola dengan perimeter, tetapi pada dinding ternyata tuberkel.
Selain itu, semakin dekat ke atas, kecepatan dalam mode manual berkurang 20% karena fakta bahwa sudut kemiringan cetakan perimeter mulai berkurang dan dinding pada kecepatan 50 mm / s tidak punya waktu untuk membeku dan menekuk.
Ternyata untuk mendapatkan dinding yang rata di tempat-tempat di mana perimeter dicetak pada sudut dan memiliki bagian atas yang rata, kita perlu mengurangi kecepatan sehingga plastik punya waktu untuk mendingin dan menambahkan isian sehingga tidak ada celah pada permukaan yang miring. Kami tidak akan mengurangi kecepatan dan menambahkan padding untuk seluruh model, ini sudah terlalu banyak. Untuk mengurangi kecepatan pada lapisan tertentu dan menambahkan padding jika perlu, kita akan menggunakan fungsi bawaan Slic3r-modifier.
Pengubah adalah permukaan yang digunakan untuk menentukan pengaturan untuk bagian-bagian tertentu dari model. Saya akan menulis lebih banyak tentang cara menggunakan pengubah di artikel selanjutnya.
Sementara itu ... klik dua kali pada model kami, jendela Pengaturan muncul. Klik Load modifier ... dan muat permukaan yang disimulasikan sebelumnya (kami memiliki silinder).

Di tempat model bersinggungan dengan pengubah, pengaturan utama model akan tumpang tindih dengan pengaturan pengubah. Untuk mengatur pengaturan ini, Anda perlu memilih pengubah (silinder) di jendela atau dalam daftar dan klik "+".
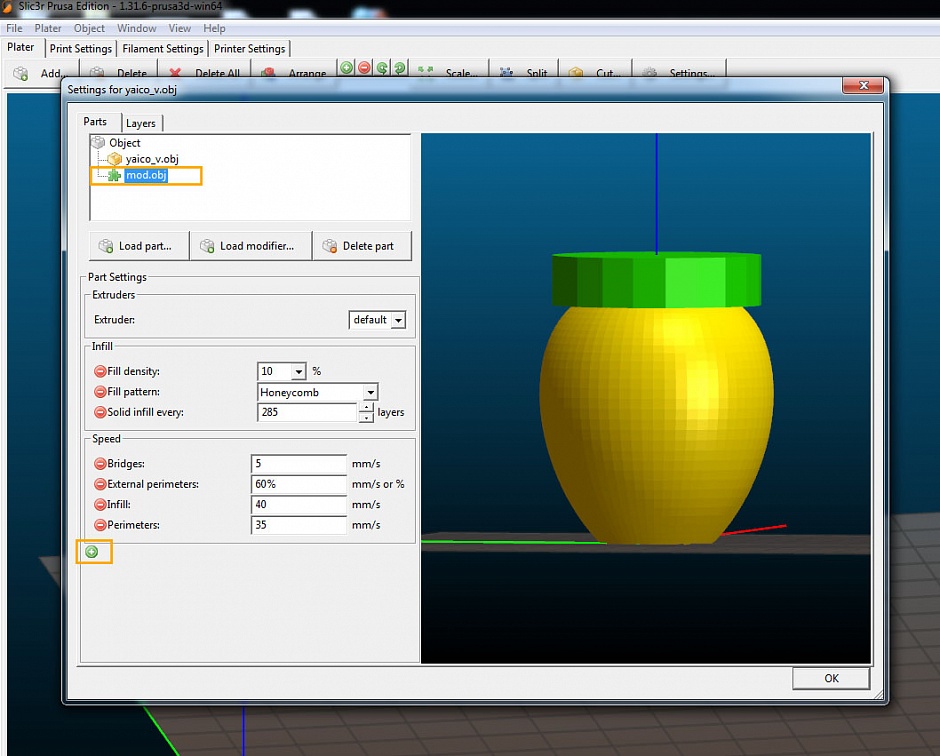
Dalam kasus kami, kami mengurangi kecepatan pencetakan perimeter, tambahkan isian, dan sebelum isian, cetak satu lapisan isian (Solid Infill every ...) sehingga isian memiliki sesuatu untuk dijadikan pegangan. Untuk menentukan pada lapisan mana untuk mencetak isian padat, pertama-tama kita menghasilkan kode, lihat jumlah lapisan dari mana isian isian dimulai di RepetierHost, dan letakkan lapisan sebelumnya, kita memiliki 285. Kita mengurangi kecepatan pencetakan jembatan sehingga lapisan isian padat tercetak “di udara "tanpa istirahat.
Kami mencetak.
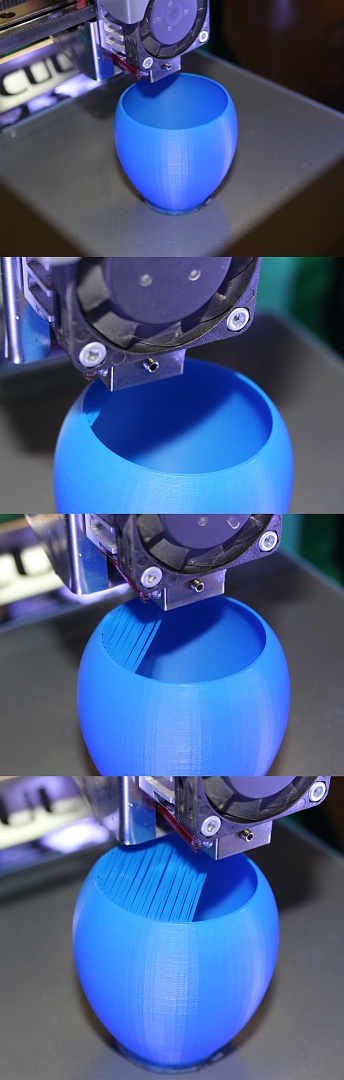

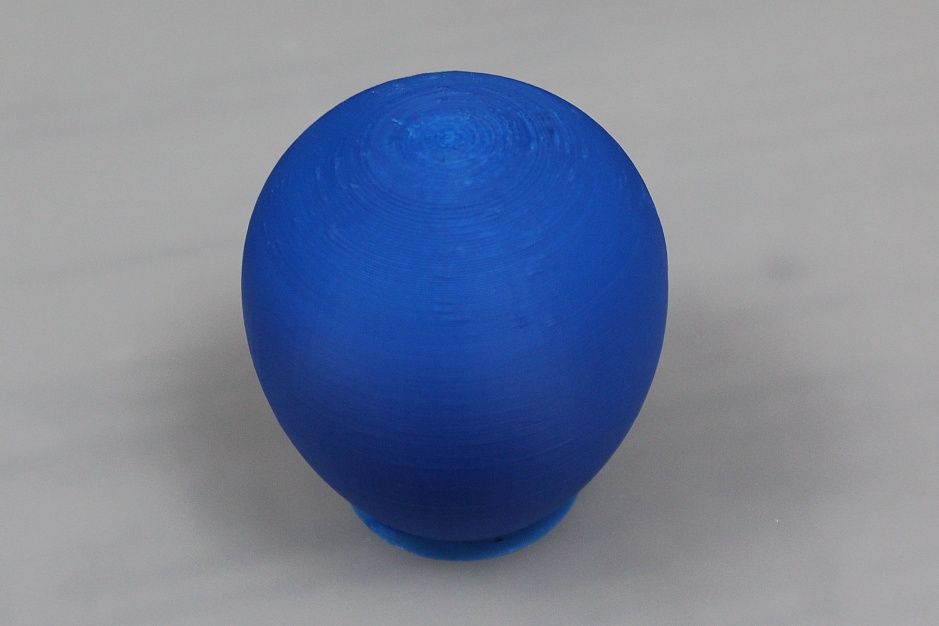
Waktu pencetakan 1 jam 10 menit, volume plastik 9,8 cm3. Karena kecepatan pencetakan yang melambat, plastik berubah warna sedikit, tetapi lapisannya ternyata lebih halus daripada versi sebelumnya, dinding tanpa punuk, bagian atas tanpa celah.

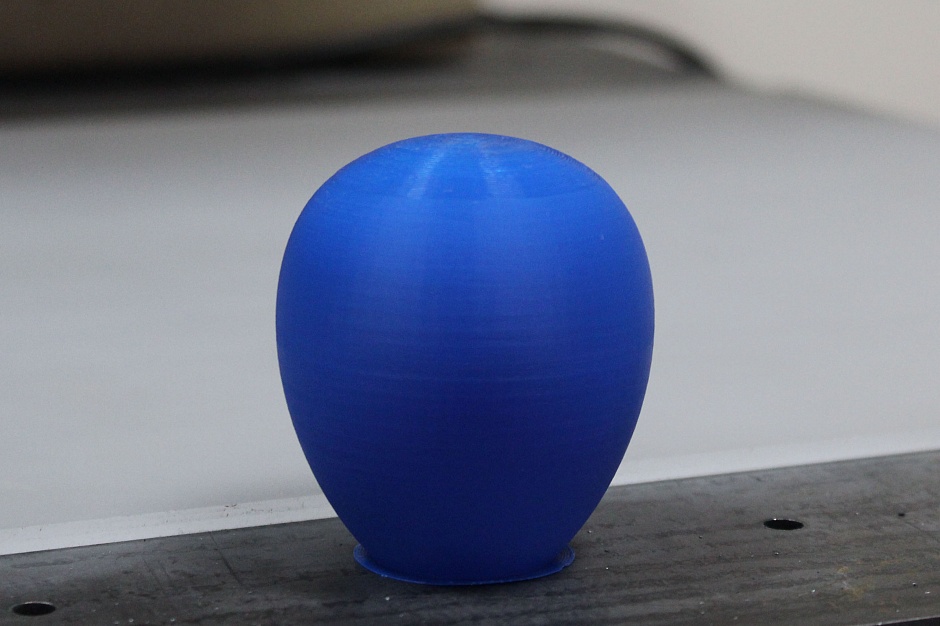
Dari semua opsi waktu, volume plastik yang dihabiskan dan kualitas cetak, metode terakhir datang kepada kami, menggunakan pengubah.
Semua hal di atas hanyalah metode yang berguna menurut pendapat kami yang mungkin berguna bagi Anda. Cara mencetak tergantung pada kompleksitas bagian dan hasil yang diinginkan.
Katalog printer 3D:
https://3dtool.ru/category/3d-printery/Jangan lupa untuk berlangganan ke
saluran YouTube kami
(Video baru keluar setiap minggu).
