Hari baik untukmu,
3Dtool ! Seringkali ada situasi di mana perlu untuk mencetak bagian yang kompleks secara geometris pada printer 3D dengan satu ekstruder, misalnya,
Hercules Strong , yang tidak dapat Anda lakukan tanpa mencetak dan tanpa dukungan. Opsi - potong-potong dan lem dalam konteks posting ini tidak akan dipertimbangkan.
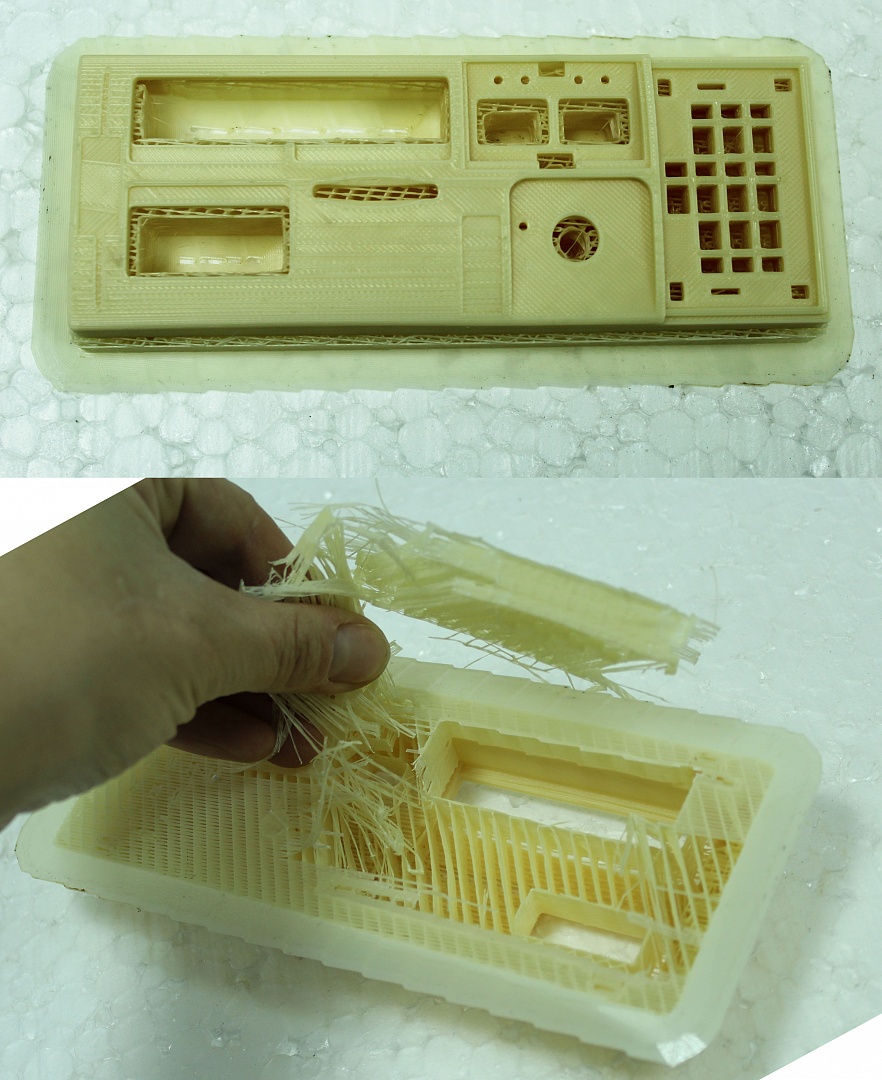
Salah satu pelanggan kami mengalami kesulitan dalam menyiapkan, mencetak, dan komponen pasca-pemrosesan (lihat di bawah). Di atas gambar adalah sisi depan, sisi dalam (gambar kedua) dicetak dengan penyangga.
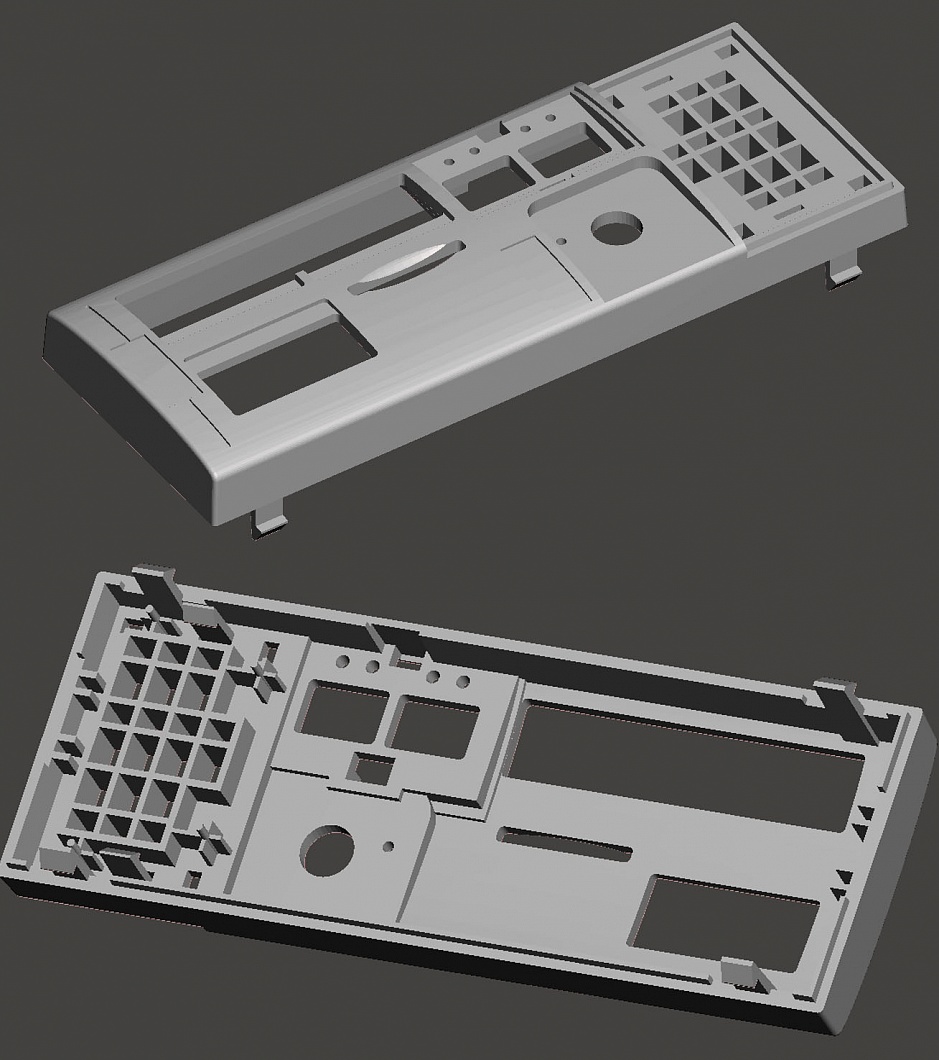
Kompleksitas pencetakan 3D terletak pada kenyataan bahwa hampir tidak mungkin untuk menghapus dukungan dari sisi kasar bagian tersebut, mereka dapat dihapus dengan bagian-bagian bagian, atau lapisan pertama bagian melorot di atas dukungan dan tidak dicetak secara merata.
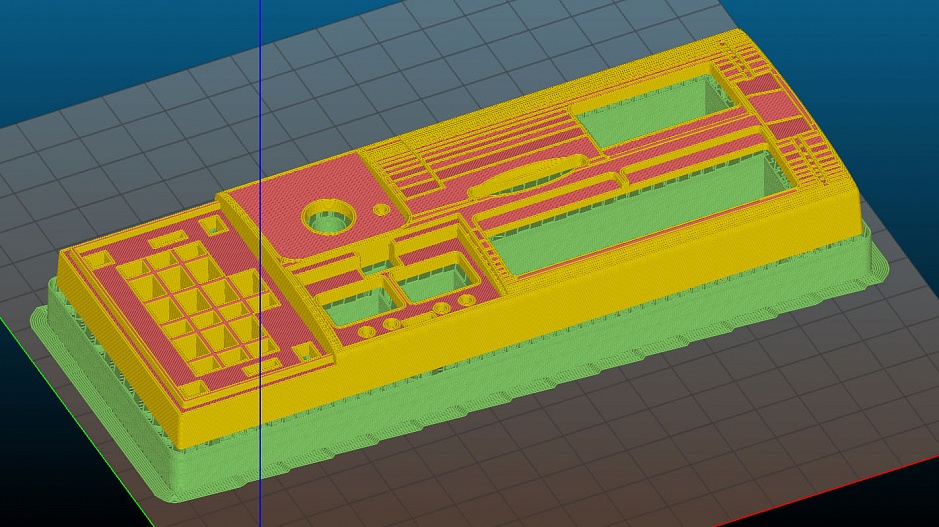
Memuat bagian dalam Slic3r.

Kami memposisikan bagian sehingga bagian atas panel dalam kualitas yang baik. Kualitas dinding luar samping juga penting bagi kami. Bagian dalam panel adalah konsep, jadi kami membangun dukungan di bagian dalam.
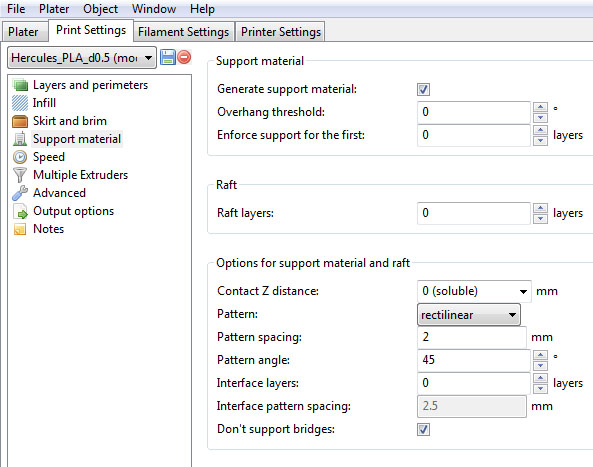
Buka Pengaturan cetak → Bahan pendukung dan aktifkan dukungan.
Ternyata semua detail terletak pada dukungan, dan akan sangat sulit untuk menghapusnya. Foto menunjukkan hasil cetak pelanggan kami. Dialah yang melempar kami tugas menarik ini. Waktu pencetakan 4,5 jam.

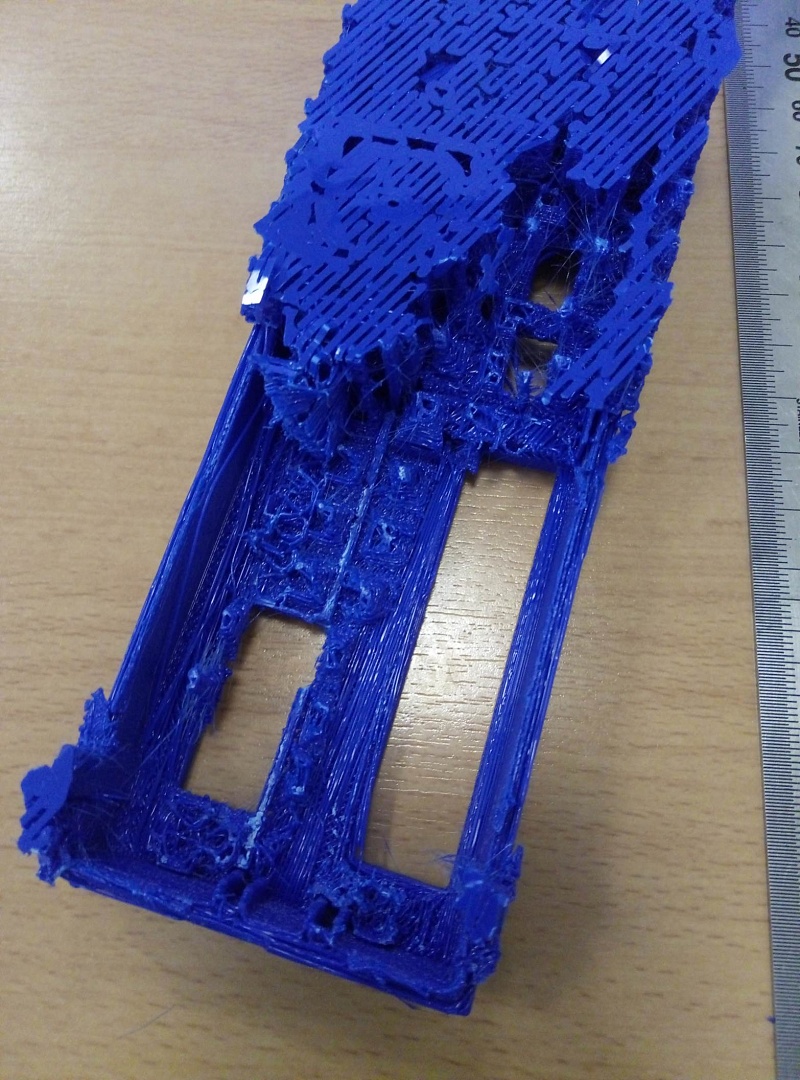
Kami berhasil memisahkan dukungan dengan kesulitan besar dengan tang. Permukaan bagian dalam memiliki kualitas yang sangat buruk, tidak mungkin untuk memprosesnya.
Pengaturan standar dalam hal ini tidak mengatasi tugas. Oleh karena itu, kami akan mengkonfigurasi Slic3r secara manual.
Agar dukungan dapat dengan mudah dilepas dan bagian dalam panel ternyata dalam kualitas yang dapat diterima, beberapa parameter perlu diubah:
Buka bagian Bahan Pendukung
1. Kurangi lebar ekstrusi pada dukungan. Kisi dukungan akan dicetak dalam filamen tipis seperti web. Mereka mudah untuk dihapus dengan tangan dan pada saat yang sama kekuatan mereka cukup untuk menahan lapisan pertama dari bagian itu.
Ubah pengaturan dalam Lanjutan → Lebar ekstrusi → Bahan pendukung - 0,35 mm.
2. Agar benang dari lapisan pertama bagian yang akan dicetak di atas dukungan tidak melorot, kita perlu kisi dukungan menjadi kencang, yaitu, pitch harus dibuat minimal 1 mm. Parameter ini disebut Pola Spasi. Ini adalah jarak dalam milimeter antara utas dukungan. Jika kami mengindikasikan jarak yang pendek di sana, dukungan pencetakan akan membutuhkan waktu yang sangat lama. Oleh karena itu, kami akan melakukan ini: kami akan mencetak dukungan dengan peningkatan 3 mm, dan mencetak 2 lapisan dukungan terakhir dengan pitch yang diinginkan 1 mm, lapisan ini akan mendukung lapisan pertama dari bagian tersebut dan peningkatan 1 mm akan mencegah benang melorot. Ini akan menghemat banyak waktu. Ubah pengaturan:
Spacing pola –3 mm - dukungan cetak dengan peningkatan 3 mm
Lapisan antarmuka –2, Jarak pola antarmuka - 1 mm - atur dua lapisan antara bagian dan dukungan untuk mencetak garis dengan peningkatan 1 mm.
3. Hubungi jarak Z, tentukan 0. Lapisan pertama dari bagian akan dicetak dekat dengan dukungan, sehingga akan lebih halus. Dan mengurangi lebar ekstrusi memungkinkan kita untuk dengan mudah menghilangkan dukungan dari permukaan bagian tersebut.
 4.
4. Pergi ke bagian Kecepatan. Untuk mencegah putusnya dukungan benang karena berkurangnya ekstrusi, kami mengurangi kecepatan untuk material pendukung hingga 40 mm / s dan material pendukung antarmuka menjadi 30 mm / s.
Kecepatan untuk lapisan kontinu, yang sama yang akan dicetak di atas dukungan, berkurang hingga 50%. Kami melakukan ini agar lapisan pada dukungan terletak lebih rata dan utasnya tidak putus.
Kecepatan → Isi Padat - 50%
Simpan kode-G dan cetak.
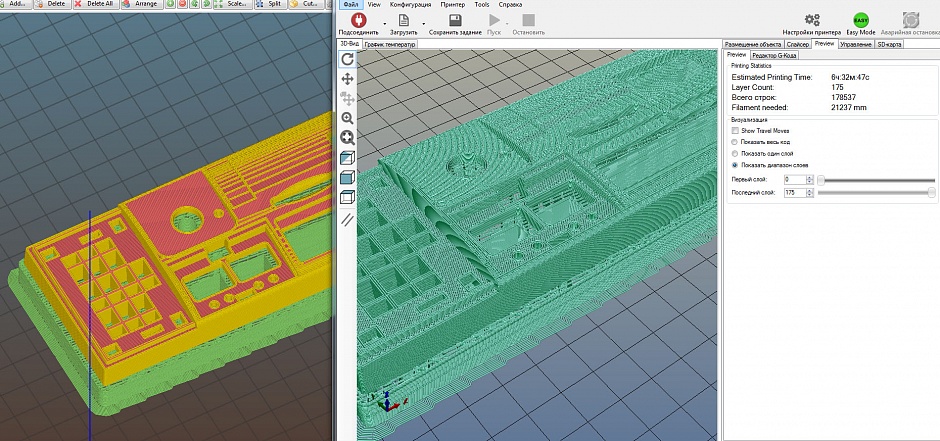
Kami melihat hasilnya.
Green PLA Esun dan ABS Esun krem. Itu dicetak pada
Hercules Strong dengan nozzle 0,5 mm, ketinggian lapisan 0,2 mm. Waktu pencetakan PLA 6,5 jam dan ABS hampir 7 jam.
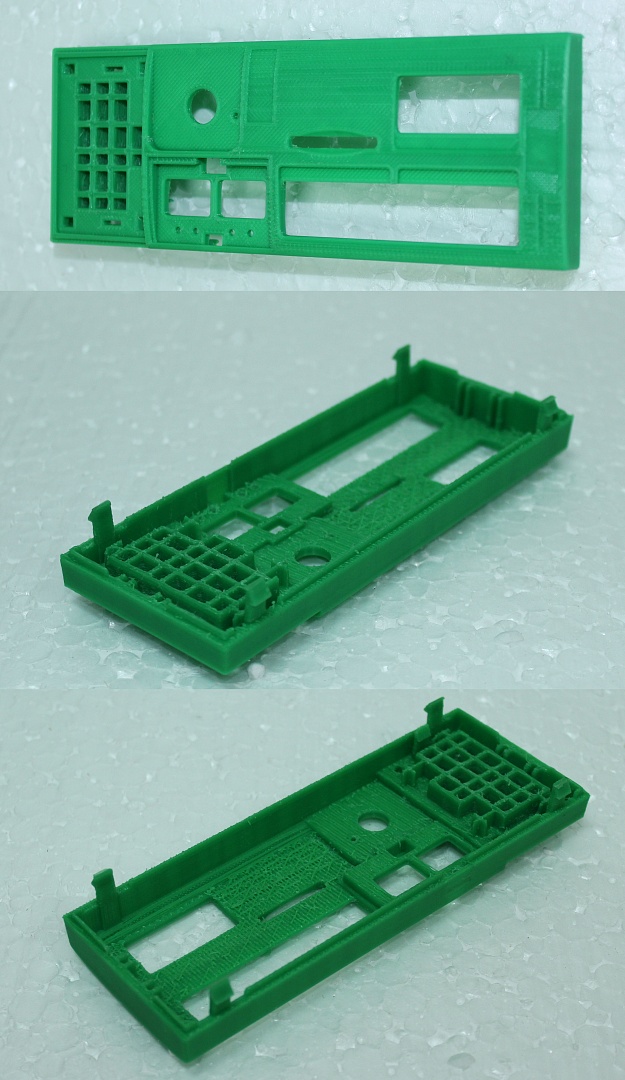
Bagian utama penopang mudah dipisahkan dengan tangan, kami melepas benang dua lapisan antara bagian dan penopang dengan pisau klerikal dan obeng pipih tipis. Permukaan di atas pendukung ternyata halus, tanpa putus atau benang kendur.
Metode ini memungkinkan Anda untuk mencetak bagian-bagian kompleks dengan banyak dukungan. Waktu pencetakan akan meningkat tergantung pada pengaturan Slic3r, yang pada gilirannya akan tergantung pada kerumitan bagian, jenis plastik dan hasil yang diinginkan. Dalam kasus kami, waktu cetak telah meningkat hampir 40%.
Seperti yang diperlihatkan percobaan, lebar ekstrusi pada penopang dapat dikurangi menjadi 40% dari diameter nosel, semakin kecil nilainya, semakin mudah untuk memisahkan penopang, tetapi semakin besar kemungkinan ekstrusi akan pecah dan lapisan pertama bagian akan jatuh tidak merata atau tidak mendukung. Juga, jangan lupa tentang sifat fisik plastik: untuk plastik ABS, kami mengurangi kecepatan dukungan pencetakan hingga 30 mm / s, jika ekstrusi gagal. Plastik PLA membentang dengan baik, tidak seperti ABS, dan dicetak pada kecepatan 40mm / s tanpa kerusakan. Oleh karena itu, semua parameter yang tercantum dapat bervariasi di setiap kasus.
Katalog printer 3DJangan lupa untuk berlangganan ke
saluran YouTube kami (video baru dirilis setiap minggu).
