Hari baik untukmu,
3Dtool ! Kali ini kami memutuskan untuk mencari cara menghemat plastik saat mencetak model yang tidak berfungsi, yaitu model yang karakteristik kekuatannya tidak penting.
Dengan mencetak, misalnya, oleh-oleh, mock-up atau dekorasi rumah, kita dapat menghemat waktu dan plastik dengan mengurangi persentase pengisian internal atau ketebalan dinding. Tetapi ada kalanya ada tugas khusus - untuk mencetak bagian dengan jumlah plastik seminimal mungkin. Misalnya - mencetak model utama untuk casting. Ini adalah bagian yang hanya kulit luarnya yang dibutuhkan, dan semakin sedikit plastik di dalamnya, semakin mudah untuk membakarnya keluar dari labu. Siapa pun yang ada dalam subjek akan mengerti, dan siapa yang tidak - segera kami akan menerbitkan artikel tentang proses casting untuk model master dari PLA.
Sebagai contoh, kami mengambil model dari
sini .
Dan kita perlu mencetaknya dengan ketebalan dinding minimum dan pengisian minimal.
Printer 3D untuk percobaan -
Hercules Strong .
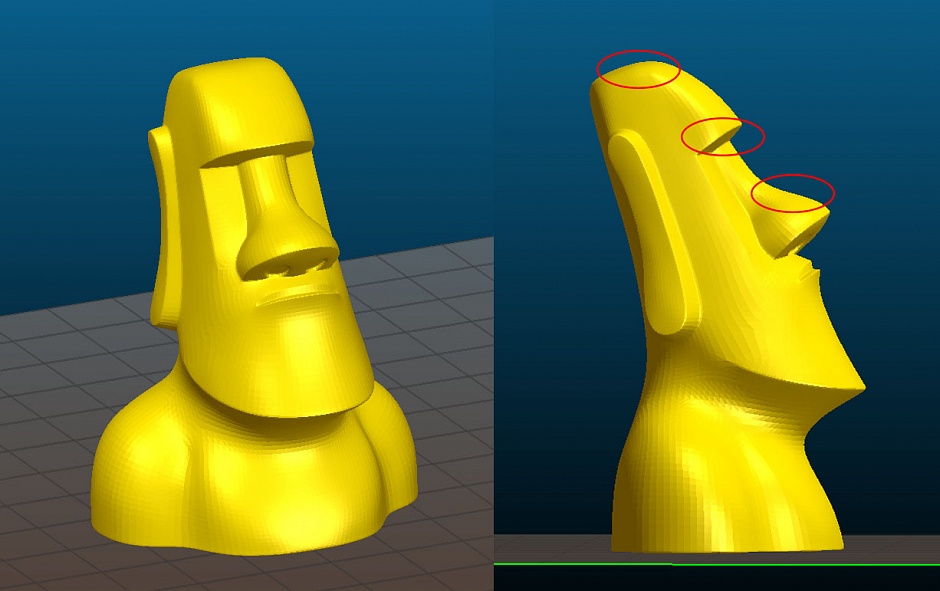
Hal pertama yang terlintas dalam pikiran adalah menempatkan 1 perimeter dan cakupan 0%. Dan ada kasus yang jarang terjadi ketika ini berhasil. Seperti biasa, banyak hal lebih rumit di sini. Ada tempat-tempat dalam model (ditunjukkan dengan warna merah pada gambar) di mana sudut kemiringan dinding tidak memungkinkan mencetaknya dalam satu perimeter - benang hanya akan jatuh ke bawah.
Karena itu, kita akan beralih dari yang sederhana ke yang kompleks. Untuk mulai dengan, kami akan membuat 3 perimeter dan mencoba untuk mencetak hanya "shell" dari model, tetapi bagaimana jika itu berhasil.
Nozzle 0,5 mm, tinggi lapisan 0,2 mm.

40 menit dan 6,9 meter kubik lihat
Kirim untuk dicetak.

Seperti yang diharapkan, benang merosot di tempat-tempat sulit dan lubang muncul di dinding model.
Tampaknya Anda tidak dapat melakukannya tanpa pengisian internal yang akan mendukung utas perimeter agar tidak kendur. Tapi kita perlu, seingat kita, untuk meminimalkan jumlah plastik. Oleh karena itu, kami akan menggunakan opsi Hanya mengisi jika diperlukan. Opsi ini memungkinkan Anda membuat isian hanya jika diperlukan untuk menopang dinding yang tergantung pada sudut tertentu. Slic3r sendiri menganalisis geometri dan menentukan di mana perlu membangun pengisian, sehingga opsi ini tidak selalu menyelesaikan masalah.
Tapi kami akan tetap mencoba. Atur Slic3r dan hitung.


44 menit dan 7,4 kubik cm plastik. Kami mencoba mencetak.

Cacat saat ini lebih sedikit, tetapi mereka lagi. Oleh karena itu, dalam hal ini, metode ini tidak berhasil.
Kami datang dengan lebih jauh.
Satu pilihan tetap - untuk menggunakan bantalan. Dalam hal ini, menyimpan lebar ekstrusi akan membantu kami. Karena kita hanya perlu mengisi agar dinding yang curam memiliki sesuatu untuk dijadikan pegangan dan tidak jatuh, kualitas dan kekuatan pengisian tidak menjadi masalah. Oleh karena itu, ambil dan buka kunci ke minimum yang masuk akal. Misalnya, 0,15 mm
Seperti yang kita ingat dari publikasi sebelumnya, ketika mengubah lebar ekstrusi, Slic3r mengubah kepadatan mesh pengisian, jadi jangan lupa untuk memeriksa parameter ini!
Berikut adalah pengaturan yang kami dapatkan:
Nozzle 0,5 mm, tinggi lapisan 0,2 mm, mengisi 5%, lebar ekstrusi pada pengisian 0,15 mm. Karena kisi isian sangat padat, jumlah perimeter akan dikurangi menjadi 2. Ini akan menghemat waktu pencetakan dan plastik.


Waktu pencetakan lebih dari satu jam, volume plastik 6,3 cm kubik! Kami mencetak.

Model itu dicetak pada akhir hari kerja, jadi demi rasa ingin tahu kami memecahnya untuk melihat apa yang semuanya pegang.

Foto menunjukkan bahwa isian dicetak dengan jaring tipis, ekstrusi di beberapa tempat terhenti. Namun demikian, jaring tipis ini cukup untuk menjaga dinding yang menjorok.
Model dicetak tanpa cacat dalam 2 perimeter. Kami tidak menghemat waktu, tetapi tugas utama - untuk mencetak model master untuk casting dengan minimum plastik - berhasil diselesaikan.
Hasil untuk perbandingan:

Jika geometri bagian memungkinkan Anda menggunakan metode pertama, maka dimungkinkan juga untuk mengurangi lebar ekstrusi di isian. Ini akan menghemat lebih banyak waktu dan plastik.
Dengan menggunakan metode ini, Anda harus memperhitungkan geometri bagian Anda dan properti plastik yang Anda cetak. Mengurangi lebar ekstrusi, penting untuk tidak lupa bahwa selama mencetak, mengisi benang tipis dapat pecah, sehingga kecepatan dan pola pengisian harus dipilih setiap waktu. Oleh karena itu, penghematan dalam setiap kasus akan berbeda.
→
Robust Hercules Strong 3D Printer→
Katalog umum printer 3DJangan lupa untuk berlangganan ke
saluran YouTube kami (video baru dirilis setiap minggu).
