Setelah mulai menulis tentang strategi pemrosesan, saya menyadari bahwa saya sedang menciptakan "set monyet" - panduan langkah demi langkah bahkan tidak untuk boneka, tetapi untuk orang bodoh, Anda dapat mengulangi langkah saya, membuat pola Anda sendiri juga, tetapi pemahaman tidak ditambahkan. Pada suatu waktu, ketika saya tiba-tiba memutuskan untuk menjadi operator mesin penggilingan, memiliki latar belakang medis, MBA, dan komputer ritel 10 tahun paling tinggi, sangat sulit bagi saya untuk mengarungi terminologi dan alat konseptual yang sama sekali baru.
Tentu saja, sebagian besar program CAM dilengkapi dengan bantuan yang baik, namun demikian ditulis oleh teknologi untuk operator, dan seseorang dari jalanan tidak selalu dapat memahami apa “keduanya dalam peningkatan”, mengapa “area keselamatan silinder” diperlukan, jenis pendekatan apa yang harus dipilih dan apa itu hal seperti itu.
Di bawah ini adalah upaya sederhana saya untuk membahas konsep dasar penggilingan dengan transkrip singkat. Saya menggunakan terminologi Rusia dari buku teks Delkamov, mungkin tidak bertepatan dengan program CAM lainnya, tapi saya pikir di sini intuisi dan Google akan menghemat. Yah, dan seperti biasa, setetes pengalaman pribadi dalam memproses plastik pada mesin hobi.
Kecepatan spindle
Faktanya, kecepatan spindle adalah parameter yang tidak independen, tergantung pada alat dan materialnya. Dalam dokumentasi untuk pemotong penggilingan dewasa normal terdapat parameter "kecepatan potong" dalam m / mnt untuk bahan yang berbeda, ini adalah kecepatan tepi relatif terhadap bahan.

Untuk menghitung kecepatan spindel, perlu untuk membagi kecepatan yang disarankan dengan kelilingnya. Tetapi ada 2 masalah: pertama, kami memotong bahan “rumah” seperti plastik dan kayu, di mana produsen tidak menentukan parameter pemotongan, dan kedua, kami menggunakan pemotong hobi, di mana tidak ada mode yang ditulis sama sekali. Jadi kami menghitung kecepatan secara empiris: kami menggambar lintasan sederhana seperti alur, memulai pemotong pada material dengan umpan kecil (700-1000 mm / menit), dan mulai perlahan-lahan menaikkannya dari 6000. Mulai mencair / membakar - kurangi beberapa langkah. Menurut pengalaman, untuk pemotong frais dengan diameter 6 mm, kecepatan dalam plastik kental (caprolon, PP, PE) adalah 6-8K, dalam hard (ABS, PS, PC) - 8-12k, dalam kayu - 15-18K, dalam serbuk sari - 10-20K . Dengan penurunan diameter, kami meningkatkan kecepatan, pada yang finishing, kami juga meningkat.
Tingkat pakan
Tingkat pakan juga merupakan turunan, tetapi masih lebih buruk - jika di satu sisi itu tergantung pada angka “feed to tooth” yang dapat dibaca / didokumentasikan, maka di sisi lain, pada kekakuan sistem alat-alat-alat-mesin (alias AIDS ) Umpan per gigi Sz atau Fz dapat ditemukan dalam dokumentasi untuk pemotong, yang dijelaskan dalam mm / gigi (mm / t). Ketika dikalikan dengan jumlah gigi pemotong dan frekuensi rotasi, itu akan memberikan tingkat umpan teoritis maksimum.

Tetapi sulit untuk mengukur kekakuan sistem AIDS, dan itu tidak dibenarkan, oleh karena itu, seperti biasa dengan orang-orang buatan sendiri, parameter feed dipilih dari pengalaman: kami mencoba feed yang berbeda, mulai dari 500 mm / menit (kami berbicara tentang plastik, ya) ketika kami berhenti seperti suara (atau rusak) pemotong penggilingan, atau benda kerja terbang) - kami mengurangi kecepatan. Jangan lupa bahwa pakan untuk berbagai pemotong dan perawatan berbeda akan berbeda. Aturan umumnya adalah ini: dengan penurunan ekstraksi gigi, kami meningkatkan kecepatan, dengan peningkatan - kami menurun. Meskipun efek paradoks kadang-kadang terjadi pada plastik, misalnya, kualitas permukaan POM vertikal lebih tinggi pada kecepatan yang lebih tinggi. Pada mesin saya, saat memproses plastik, saya paling sering menggunakan kecepatan dari 1500 hingga 3000 mm / menit, permukaannya benar-benar didapat.
Area keamanan
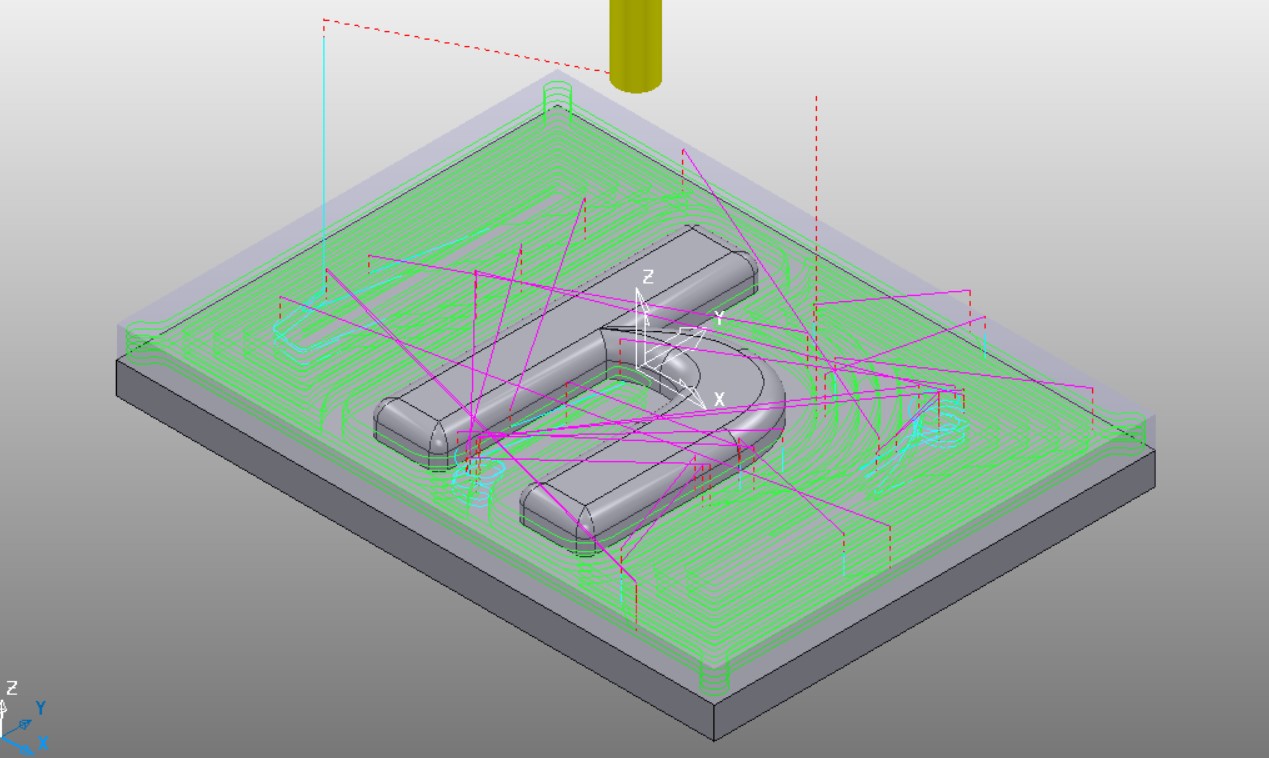
Area keamanan, juga merupakan OB, adalah seperangkat area mesin di mana CAM yakin bahwa itu dijamin tidak memenuhi benda kerja atau pengencang. Transisi dilakukan melalui area ini, di dalamnya, secara default, diizinkan untuk meneruskan feed yang dipercepat. Dalam permesinan 2.5D biasa, ini adalah pesawat - kami memperbaiki bagian sehingga bersih dan tidak berawan di seluruh zona permesinan. Namun demikian, kadang-kadang masuk akal untuk menetapkan OB berbeda, misalnya, jika kita hanya menggiling sisi benda kerja, dan mengikat melalui lubang di benda kerja di tengah. Selain itu, beberapa pemotong frais tidak menyiratkan kemungkinan sayatan vertikal atau bahkan miring ke dalam material dan perlu dijelaskan kepada CAM bahwa transisi dan sadapan hanya boleh berada di samping. Dalam sebagian besar CAM normal, untuk ini, tipe OB adalah "blok", "silinder" atau bahkan "model", yang menentukan OB sesuai.

Pendekatan dan tikungan
Banyak bahan dan jenis pemrosesan memungkinkan Anda untuk tidak repot dengan konsep jalur suplai secara umum - PVC, PS, varietas kayu lunak dipotong ke segala arah oleh pemotong dalam mode pemrosesan normal. Pemakanan diatur dan pergi. Namun demikian, saat masuk dan keluar dari bahan berbeda baik untuk pemotong milling (beban tidak rata pada pesawat, pekerjaan pusat milling ketika memotong multi-cutter vertikal), dan untuk material (menggantung gerinda, mengetuk chip). Oleh karena itu, dalam program CAM, biasanya dimungkinkan untuk mengatur mode terpisah untuk inlet dan outlet.

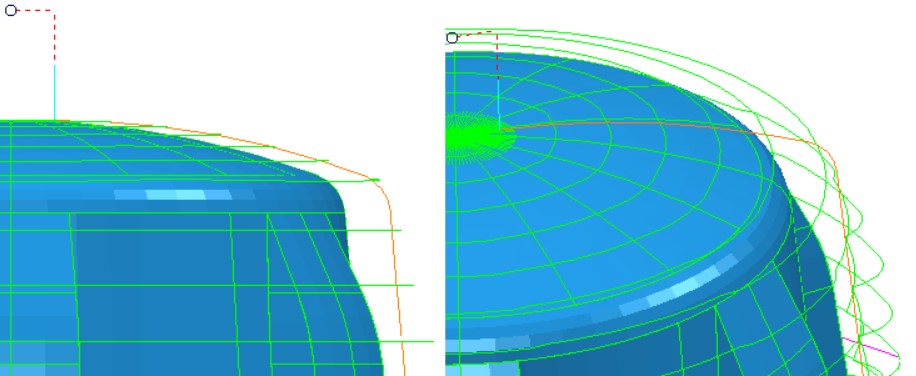
- Pendekatan Arc Vertikal
- Cabang "langsung"
- Transisi "keduanya secara bertahap"
- Pendekatan - bergerak dengan dipercepat
- Mengangkat - bergerak saat dipercepat
Di satu sisi, semuanya sederhana di kamp do-it-yourself: bahannya lunak, rejim dan sangat lembut, sehingga banyak yang umumnya meremehkan parameter ini dan meletakkan inlet dan outlet vertikal. Di sisi lain, sliver knock-out pada relief kayu di akhir jam pengolahan atau dipukuli oleh getaran pemotong pada bagian terendah dari 50 lintasan, dinding vertikal sangat tidak menyenangkan. Oleh karena itu, kami menggunakannya secara wajar: ketika membuat seadanya dengan kelonggaran normal (potensi cacat besar), kami bekerja keras, mengatur minimum vertikal, sementara menyelesaikan atau bekerja dengan baik, kami mengecewakannya tergantung pada operasi dalam lengkungan atau miring. Tetapi sekali lagi, jangan bodoh, pendekatan panjang dan tikungan sangat meningkatkan waktu pemrosesan total. Pada plastik selama finishing, saya meletakkan gerobak miring selama operasi dengan permukaan horizontal dan miring dan "horizontal sepanjang busur" dalam operasi dengan dinding vertikal. Panjang pendekatan dipilih secara individual, saya menempatkan 2-3 diameter pemotong atau ketebalan penghapusan 10-15.
Ketinggian
Sebenarnya, semuanya relatif sederhana dengan ketinggian. Ada Z aman mutlak yang ditentukan oleh OB. Tetapi bayangkan Anda sedang mengerjakan tulisan di bagian bawah kotak dengan offset dengan langkah yang sangat kecil. Banyak transisi kecil, pada setiap CAM, pemotong mengarah ke OB, diterjemahkan menjadi beberapa milimeter dan kemudian turun dengan menyakitkan. Untuk menghindari ini, mereka datang dengan Z relatif aman - ketinggian di mana Anda dapat berjalan selama finishing setelah pengambilan sampel terakhir. Pada saat yang sama hanya perlu diingat bahwa jika pemilihan tidak dilakukan dalam kehidupan nyata, misalnya, operator mencampur urutan jalur, alat akan mencoba untuk beralih antar segmen dalam material, secara bersamaan memutar benda kerja dan pecah.
Parameter pribadi saya untuk komponen kecil sangat aman - 5-10 mm, relatif - 2-5 mm.

Transisi dan kesenjangan
Transisi - bagian lintasan antara gerakan kerja pemotong. Seperti yang telah disebutkan, ini dapat dilakukan pada ketinggian aman absolut atau relatif, di powermill pengaturan yang sesuai disebut "aman" dan "keduanya secara bertahap." Tetapi kadang-kadang, terutama pada lintasan akhir atau tambahan, masuk akal untuk mengatur transisi secara berbeda, sehingga program CAM memberikan opsi:
- Di permukaan. Terlepas dari kenyataan bahwa pendekatan dan outlet yang dikonfigurasi dengan benar praktis tidak meninggalkan jejak merobek alat pada benda kerja, kadang-kadang, misalnya, jika jarak transisi kecil, masuk akal untuk melakukan transisi tanpa merobek pemotong sama sekali.
- Langkah Z. Pilihan yang tepat untuk jalur dengan pemesinan dinding vertikal tertutup yang konstan, misalnya, konstanta Z
- Benar Opsi hardcore sejati, CAM mengabaikan segalanya dan dengan bodoh menarik garis antara keran dan tarikan. Dan celakalah materi yang ditemui di jalan, dikurangi gaji operator, mengunci pemotong dan benda kerja. Tetapi menghormati dan menghormati pahlawan, yang dengan bijak menggunakan alat dan mengurangi waktu beralih ke jam (bukan lelucon, itu).
Bahkan sulit untuk merekomendasikan sesuatu di sini. Mungkin untuk pemula, aturan umumnya adalah: sampel "aman" atau "keduanya secara bertahap," dinding vertikal adalah "langkah Z," perpindahan 3D atau permukaan "sepanjang permukaan".
Tunjangan dan toleransi
Titik yang sangat sederhana, intuitif.
Toleransi adalah ukuran yang Anda pedulikan dan di mana CAM dapat digantung sesuai keinginan. Di satu sisi, lebih banyak toleransi - lebih banyak kebebasan untuk CAM, lintasan yang lebih halus, lebih sedikit perubahan arah, dan sebagainya. Di sisi lain, dalam kasus yang jarang terjadi, CAM dapat, misalnya, menempatkan pendekatan pembongkaran sampel di tengah permukaan vertikal, dan terlepas dari apa yang Anda ukuran umum dari area ini dalam drum, permukaan akan menjadi jelek. Di abad ini kami memiliki banyak memori dan komputer yang kuat yang mempertimbangkan lintasan, lebih baik CAM berpikir sedikit lebih lama dan menulis beberapa megabita tambahan dalam program daripada menggaruk lobaknya tentang apa yang harus dilakukan dengan kekurangan. Saya memberi toleransi seratus pada plastik, sepertinya semua orang senang.
Oversize awalnya konsep tentang hidup seadanya. Pada level CAM, oversize terlihat seperti membangun yang sama (offset seragam) dari model aslinya. Saya sudah memberikan aturan umum di atas - ukuran uang saku harus jelas lebih besar dari ukuran cacat pemrosesan potensial, maka bahkan jika ada masalah Anda dapat memperbaiki kesalahan dengan memproses lebih lanjut. Selain itu, uang saku dapat digunakan untuk tujuan lain, misalnya, untuk menskalakan model saat memasang alur / bos yang cocok. Pada plastik dalam permesinan kasar, saya menaruh uang saku 0,3-0,7 mm, ini sudah cukup.
Secara umum, sesuatu seperti itu. Sekarang Anda dapat memulai artikel tentang konstruksi pemrosesan di CAM tanpa terus-menerus terganggu dengan memikirkan apakah sudah cukup jelas saya menulis dan tidak melempar catatan kaki dalam artikel tersebut. Jika Anda lupa sesuatu atau mengungkapkannya dengan tidak masuk akal - tulis komentar, ajukan pertanyaan, saya akan coba jawab.
Jika ada yang terlewat, tetapi yang menarik, artikel sebelumnya dalam seri:
Rumah router CNC sebagai alternatif untuk printer 3D, bagian satu - memilih mesinRumah router CNC sebagai alternatif untuk printer 3D, bagian duaRumah router CNC sebagai alternatif untuk printer 3D, bagian tiga, perangkat lunak dan kode-G