Em um artigo anterior , foi mostrado como calibrar a impressora delta no modo manual. Porém, devido à complexidade e complexidade das configurações, foi decidido fazer a calibração automática. Como a versão final está no estágio de teste e fabricação, ainda queremos facilitar a vida de nossos clientes e de todos os que fabricaram impressoras de acordo com esse esquema. A seguir, uma das maneiras de implementar a calibração automática será considerada.Existem muitas abordagens, instalar uma sonda retrátil em um ejetor com um microinterruptor, sensores FSR, sensor Hall, etc. Mas esses sistemas têm uma desvantagem significativa - eles medem a distância não ao bico, mas diretamente ao sensor, além disso, em alguns casos, o alinhamento pode falhar (se o sensor não estiver localizado no lugar do bico, o cálculo da geometria poderá ser violado. Sem mencionar a precisão) .A opção ideal é fixar o toque do próprio bico na mesa. E aqui você pode ir de duas maneiras:- Crie um contato elétrico entre o HotEnd e o efetor, para que o HotEnd seja móvel e abra (ou feche) o contato quando você clicar nele.
- Crie um contato elétrico entre o bico de metal e a mesa.
A primeira opção é mais complicada na fabricação e estabilidade do trabalho, mas com o design adequado, resultará em um resultado estável e permanente, sem movimentos adicionais do corpo.A segunda opção é menos conveniente de usar, mas é simples de implementar, e na maioria das vezes a calibração raramente é necessária e pode ser feita conforme necessário.Vamos falar sobre o segundo método: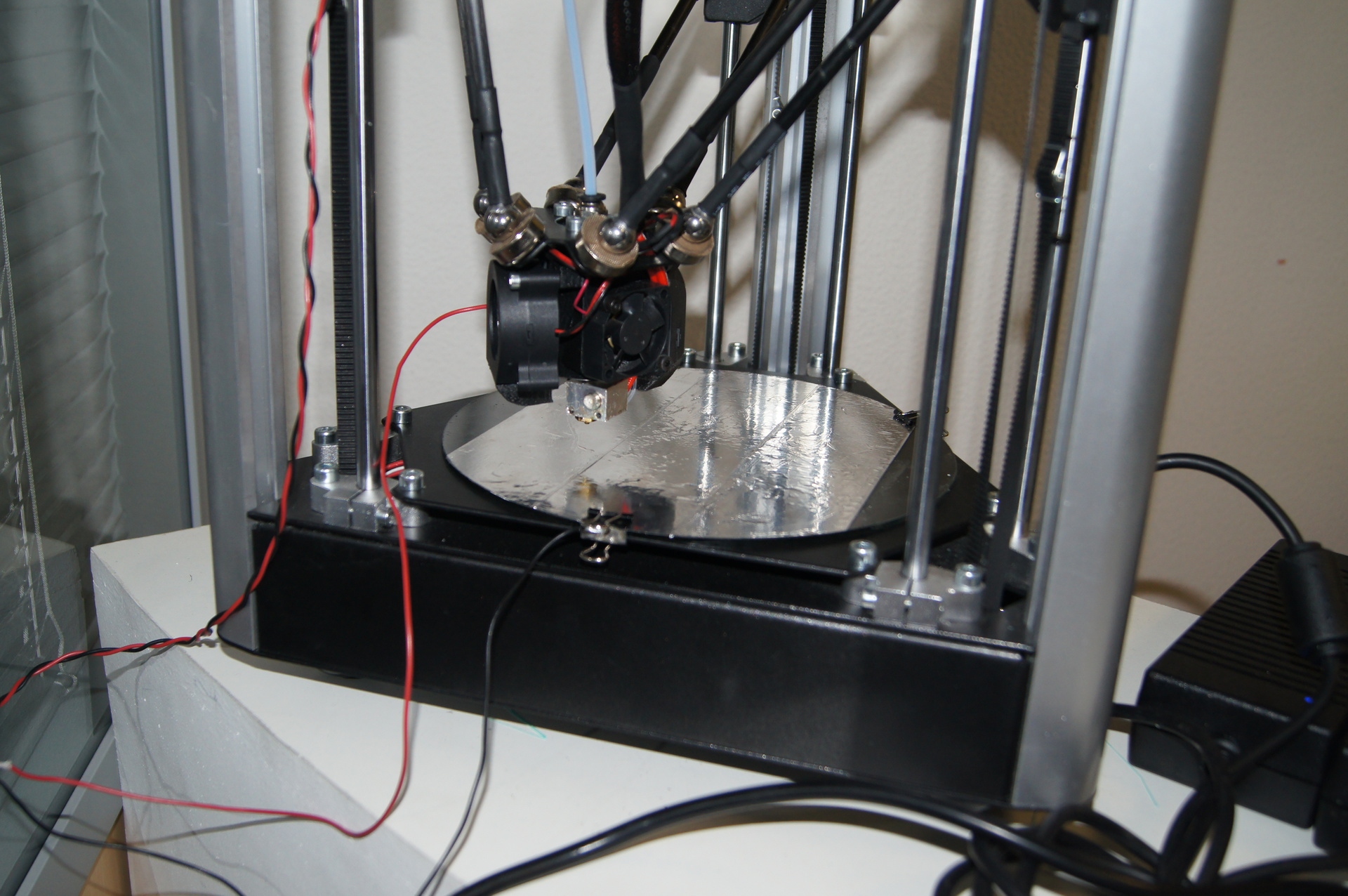 A partir da ferramenta, precisamos:
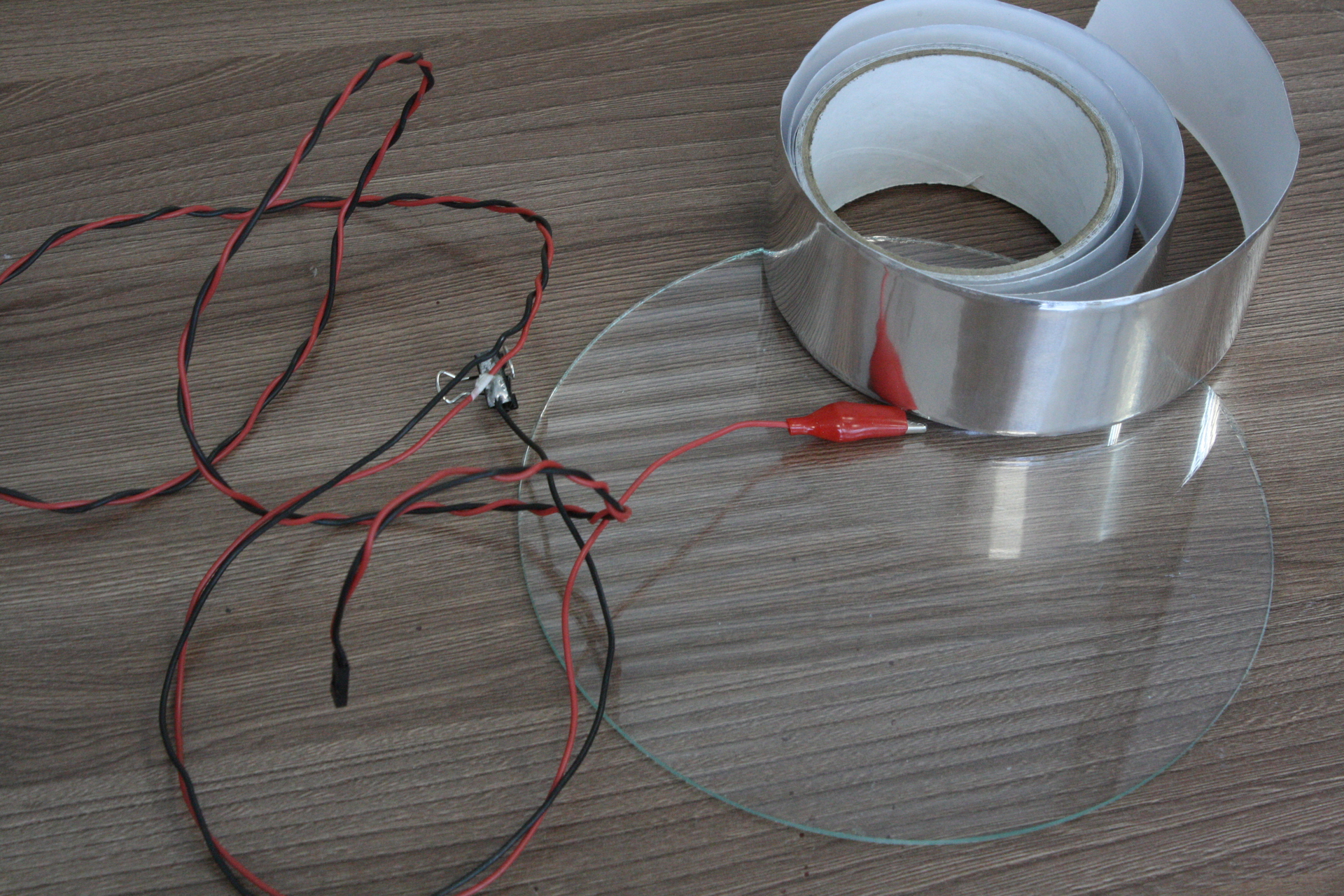
A partir da ferramenta, precisamos:- Fita adesiva de alumínio (na verdade, é folha de alumínio com base adesiva, e nem todos os tipos de fitas de reforço)
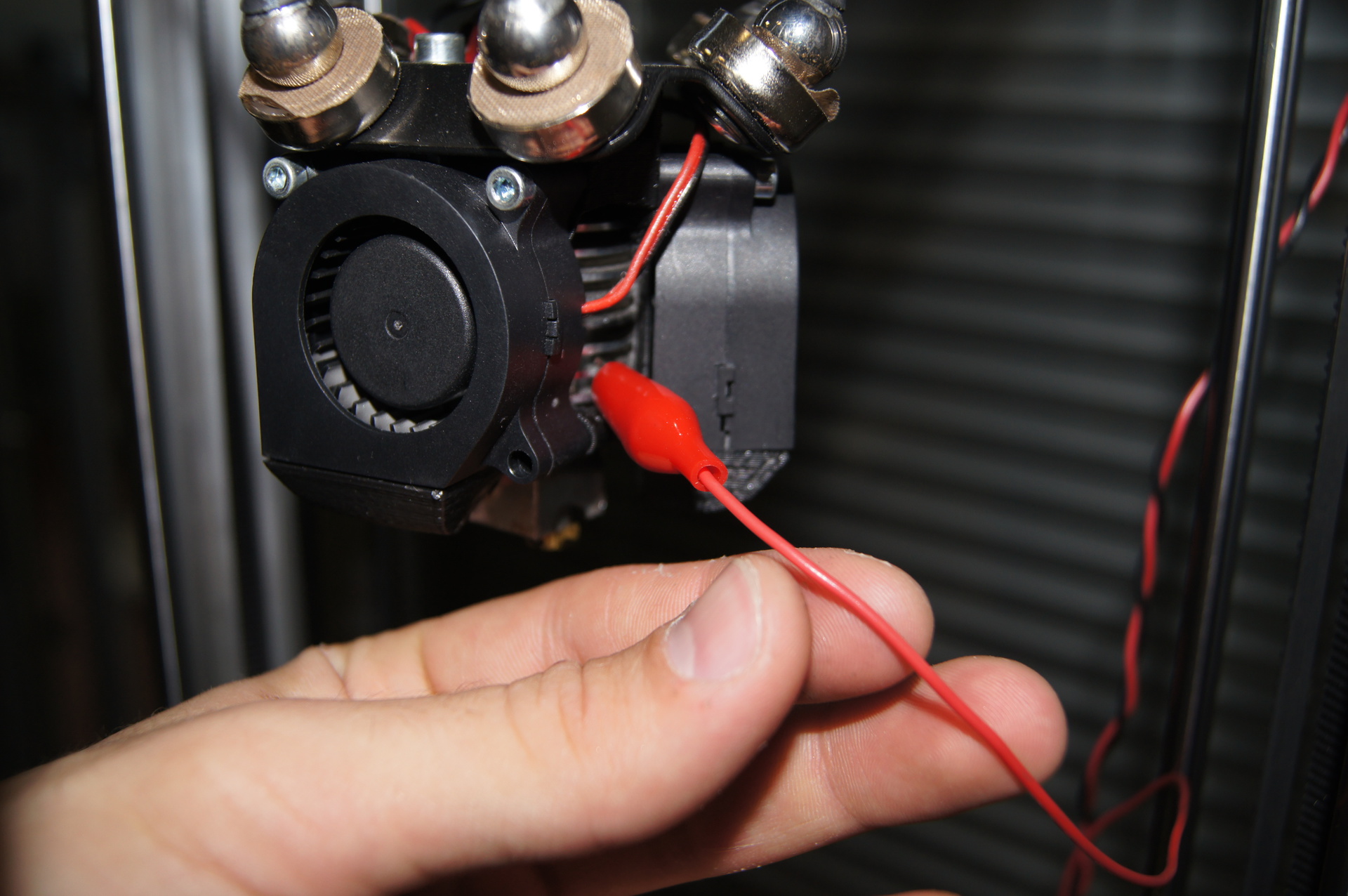
- “Crocodilo” - para conectar um dos contatos à caixa de metal hot-end, em princípio, você pode fazer com qualquer clipe de papel ou fixar a extremidade do fio parafusando-o ou soldando-o (com firmeza, mas com eficácia)
- Prendedor de papel do escritório
- Bloco de pinos 2,54 para conectar nosso sensor improvisado à placa RAMPS 1.4 (ou ao conector EndStop correspondente na sua placa). Poucas pessoas têm um friso para montar esses blocos, mas você pode encontrar um bloco semelhante na unidade de computador removendo-o do “tweeter” ou dos botões.
- Acessórios de solda, é desejável ter um fluxo ativo e um ferro de solda menos potente.
- Fios, cerca de um metro.
A maneira mais simples de aplicar uma camada condutora de corrente ao nosso plano de trabalho (vidro) era um adesivo de fita de alumínio, mas é importante colá-lo uniformemente e alisá-lo para que haja contato elétrico entre as tiras de fita, é verificado fundamentalmente com um multímetro para "tocar". Além disso, para alternar, você deve fazer um fio, como foi escrito anteriormente, apertar uma das extremidades em um bloco 2,54 (ou soldar a ele), as outras duas extremidades serão fixadas no radiador do HotEnd e na mesa com fita de alumínio. Para rastejar para o radiador, levamos um crocodilo comum e soldamos uma das extremidades do fio, para facilitar a solda, aconselho o uso de ácido, embora eu o tenha conseguido com bom aquecimento e resina comum, a segunda extremidade também pode ser soldada ao crocodilo, mas, neste caso, há uma chance de danificar a fita adesiva quando fixado, e o crocodilo deve ser grande o suficiente. Agimos da seguinte maneira: pegue um clipe de papel e limpe-o com tinta (de preferência de todos os lados). O ponto importante aqui éque soldaremos um fio de cobre a um prendedor de roupa de metal com solda comum (PIC 61) e, para uma soldagem bem-sucedida da mesma forma, precisamos de um fluxo ativo, usamos ácido ortofosfórico comum (ácido de solda).
Além disso, para alternar, você deve fazer um fio, como foi escrito anteriormente, apertar uma das extremidades em um bloco 2,54 (ou soldar a ele), as outras duas extremidades serão fixadas no radiador do HotEnd e na mesa com fita de alumínio. Para rastejar para o radiador, levamos um crocodilo comum e soldamos uma das extremidades do fio, para facilitar a solda, aconselho o uso de ácido, embora eu o tenha conseguido com bom aquecimento e resina comum, a segunda extremidade também pode ser soldada ao crocodilo, mas, neste caso, há uma chance de danificar a fita adesiva quando fixado, e o crocodilo deve ser grande o suficiente. Agimos da seguinte maneira: pegue um clipe de papel e limpe-o com tinta (de preferência de todos os lados). O ponto importante aqui éque soldaremos um fio de cobre a um prendedor de roupa de metal com solda comum (PIC 61) e, para uma soldagem bem-sucedida da mesma forma, precisamos de um fluxo ativo, usamos ácido ortofosfórico comum (ácido de solda).
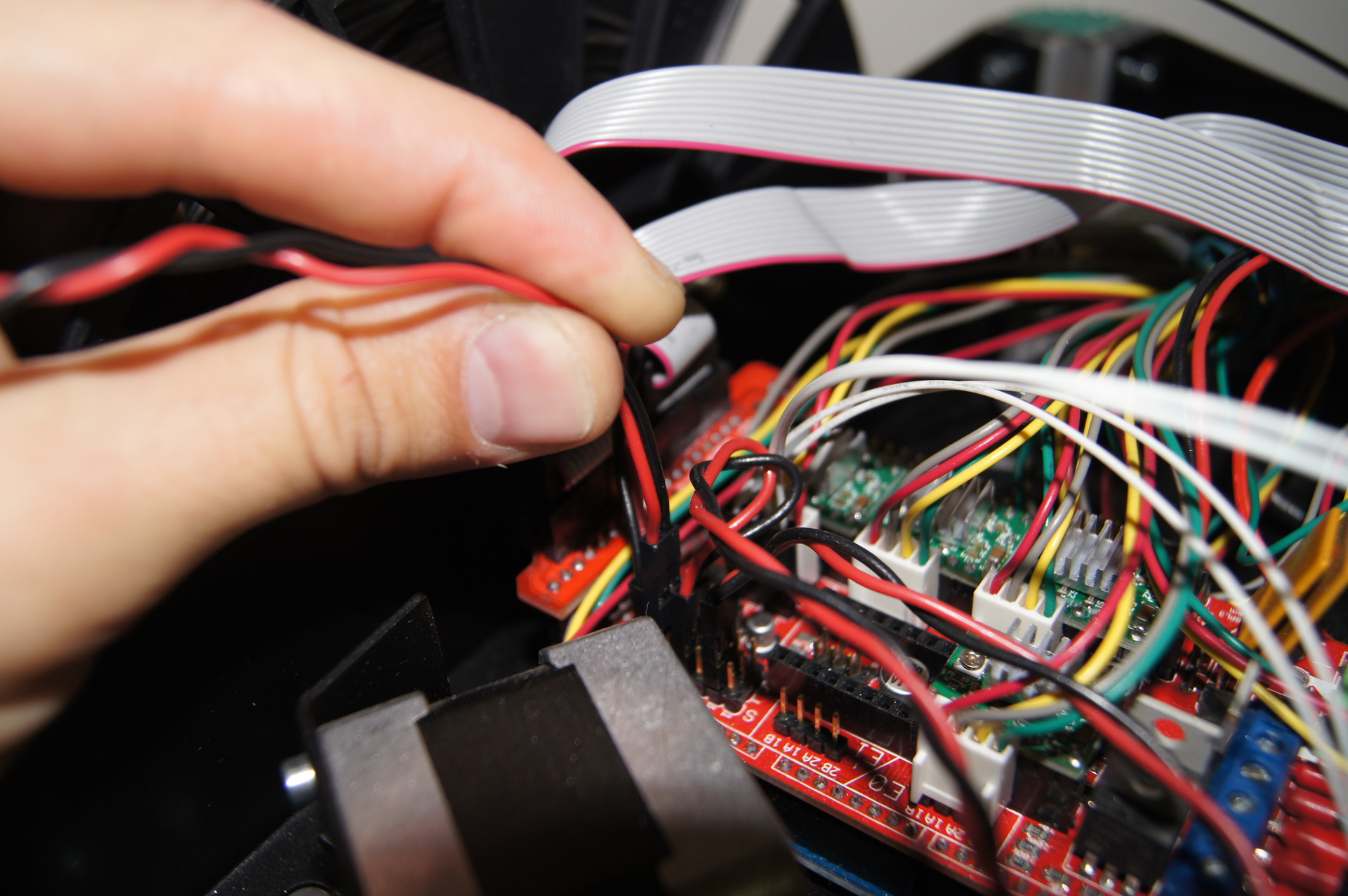
 A seguir, fotos da conexão à placa e à própria impressora. As extremidades dos fios da impressora estão conectadas ao Z-max. E no firmware é necessário indicar qual é o estado normal da chave limitadora (nosso sensor, fechado ou aberto). Com essa abordagem, o sensor é aberto em condições normais.
A seguir, fotos da conexão à placa e à própria impressora. As extremidades dos fios da impressora estão conectadas ao Z-max. E no firmware é necessário indicar qual é o estado normal da chave limitadora (nosso sensor, fechado ou aberto). Com essa abordagem, o sensor é aberto em condições normais.
 O firmware com calibração automática para impressoras delta pode ser obtido a partir daqui: Firmware Marlin Delta com atualizações de calibração automática . RichCattellConfigurações de firmware:Cohfiguration.h
O firmware com calibração automática para impressoras delta pode ser obtido a partir daqui: Firmware Marlin Delta com atualizações de calibração automática . RichCattellConfigurações de firmware:Cohfiguration.h
#define AUTOCALIBRATION_PRECISION 0.03
#define BED_DIAMETER 170
const bool X_MIN_ENDSTOP_INVERTING = false;
const bool Y_MIN_ENDSTOP_INVERTING = false;
const bool Z_MIN_ENDSTOP_INVERTING = false;
const bool X_MAX_ENDSTOP_INVERTING = false;
const bool Y_MAX_ENDSTOP_INVERTING = false;
const bool Z_MAX_ENDSTOP_INVERTING = true;
Após conectar os fios e ajustar o firmware da impressora, é necessário iniciar a calibração. E aqui está um ponto muito importante que a calibração deve ser feita em um computador, porque A impressora em si não executa esta operação corretamente. Aparentemente, não há memória suficiente no dispositivo e a calibração termina em algum lugar no meio.Além disso, um dos recursos da calibração automática é que o algoritmo seleciona sequencialmente os parâmetros da geometria, o que pode levar um tempo considerável, especialmente se a geometria for severamente quebrada ou se os parâmetros iniciais não estiverem definidos corretamente (por exemplo, o comprimento das diagonais é 150 mm e, de fato, 200 mm, e o algoritmo com o passo especificado repetirá a calibração a cada iteração novamente; no final, será calibrado, mas levará um tempo inconcebível)Para iniciar a calibração automática, conecte-se à impressora via USB e use o programa pronterface. Existem três tipos de calibração:- O comando G30 - calibra os desvios - define essencialmente a altura dos interruptores de limite.
- Equipe G30A - calibra toda a geometria da impressora, o comprimento das diagonais, o recuo dos interruptores de limite (altura) e a curvatura da geometria de acordo com as torres “Tower” (provavelmente, a impressora suporta diferentes alturas)
- Equipe G29 - o chamado AutoBedLevel - calibração automática da curvatura da mesa. Nas impressoras delta, ele funciona mais corretamente e é iniciado imediatamente antes do início da impressão no código g inicial.
Assim, os dois últimos são mais relevantes.A seguir, é apresentada uma lista do console da impressora sem calibração inicial e reinicialização.Princípio de calibração curto:- Verificação / ajuste de compensações de fim de curso
- Verificar / ajustar raio Delta
- Verificando erros de geometria da torre
- Seleção de comprimento diagonal> Verificação da geometria da torre> Reconciliação de compensações do EndStop. Quando os dois primeiros parâmetros mudam, o terceiro é selecionado e o ciclo é repetido até que todos os três parâmetros sejam satisfeitos.
Listagem da calibração inicial - as iterações de 4 a 17 são cortadas desde repete a açãoConnecting...
start
Printer is now online.
echo:Marlin 1.0.0
echo: Last Updated: Jul 31 2015 11:09:21 | Author: (RichCattell, Prism Mini)
Compiled: Jul 31 2015
echo: Free Memory: 1753 PlannerBufferBytes: 1232
echo:Hardcoded Default Settings Loaded
echo:Steps per unit:
echo: M92 X100.00 Y100.00 Z100.00 E156.00
echo:Maximum feedrates (mm/s):
echo: M203 X200.00 Y200.00 Z200.00 E200.00
echo:Maximum Acceleration (mm/s2):
echo: M201 X9000 Y9000 Z9000 E9000
echo:Acceleration: S=acceleration, T=retract acceleration
echo: M204 S3000.00 T3000.00
echo:Advanced variables: S=Min feedrate (mm/s), T=Min travel feedrate (mm/s), B=minimum segment time (ms), X=maximum XY jerk (mm/s), Z=maximum Z jerk (mm/s), E=maximum E jerk (mm/s)
echo: M205 S0.00 T0.00 B20000 X20.00 Z20.00 E20.00
echo:Home offset (mm):
echo: M206 X0.00 Y0.00 Z0.00
echo:Delta Geometry adjustment:
echo: M666 A0.000 B0.000 C0.000 I0.000 J0.000 K0.000 U0.000 V0.000 W0.000 R66.00 D154.00 H230.00
echo:Endstop Offsets:
echo: M666 X0.00 Y0.00 Z0.00
echo:Z-Probe Offset:
echo: M666 P X0.00 Y0.00 Z0.00
echo:PID settings:
echo: M301 P15.09 I0.75 D76.13
echo:SD init fail
Setting hotend temperature to 190.000000 degrees Celsius.
Setting bed temperature to 70.000000 degrees Celsius.
>>> g30 a
SENDING:G30 A
Starting Auto Calibration..
Calibration precision: +/-0.100mm
| Z-Tower Endstop Offsets
| -7.8500 X:0.00 Y:0.00 Z:0.00
| -5.2400 -8.5900 Tower Offsets
| -6.8400 A:0.00 b:0.00 C:0.00
| -3.7200 -8.0400 I:0.00 J:0.00 K:0.00
| -5.6900 Delta Radius: 66.0000
| X-Tower Y-Tower Diagonal Rod: 154.0000
Iteration: 1
Checking/Adjusting endstop offsets
x:-3.6800 (adj:-3.6800) y:-7.9600 (adj:-7.9600) z:-7.7700 (adj:-7.7700)
X=ERROR Y=ERROR Z=ERROR
x:0.7500 (adj:-2.9300) y:-0.1900 (adj:-8.1500) z:-0.2200 (adj:-7.9900)
X=ERROR Y=ERROR Z=ERROR
x:0.1600 (adj:-2.7700) y:-0.0800 (adj:-8.2300) z:0.0500 (adj:-7.9400)
X=ERROR Y=OK Z=OK
x:0.0300 (adj:-2.7400) y:-0.0200 (adj:-8.2500) z:0.0100 (adj:-7.9300)
X=OK Y=OK Z=OK
| Z-Tower Endstop Offsets
| -0.0300 X:-2.74 Y:-8.25 Z:-7.93
| -0.0200 0.1500 Tower Offsets
| -0.2800 A:0.00 b:0.00 C:0.00
| -0.0300 -0.0300 I:0.00 J:0.00 K:0.00
| -0.1900 Delta Radius: 66.0000
| X-Tower Y-Tower Diagonal Rod: 154.0000
Checking delta radius
Adjusting Delta Radius
x:-0.0600 (adj:-2.8000) y:-0.0300 (adj:-8.2800) z:-0.0500 (adj:-7.9800)
X=OK Y=OK Z=OK
c: -0.2000 delta radius:66.0000 prec:0.010 tries:0
done:false
x:0.0700 (adj:-2.7300) y:0.0900 (adj:-8.1900) z:0.0300 (adj:-7.9500)
X=OK Y=OK Z=OK
c: -0.2100 delta radius:66.2000 prec:0.010 tries:0
done:false
x:0.0600 (adj:-2.6700) y:0.0300 (adj:-8.1600) z:0.0600 (adj:-7.8900)
X=OK Y=OK Z=OK
c: -0.1500 delta radius:66.4000 prec:0.010 tries:0
done:false
x:0.0400 (adj:-2.6300) y:-0.0100 (adj:-8.1700) z:0.0300 (adj:-7.8600)
X=OK Y=OK Z=OK
c: -0.0800 delta radius:66.6000 prec:0.010 tries:1
done:false
x:0.0300 (adj:-2.6000) y:0.0400 (adj:-8.1300) z:0.0600 (adj:-7.8000)
X=OK Y=OK Z=OK
c: 0.0200 delta radius:66.8000 prec:0.010 tries:2
done:false
x:-0.0100 (adj:-2.6100) y:0.0200 (adj:-8.1100) z:-0.0200 (adj:-7.8200)
X=OK Y=OK Z=OK
c: -0.0900 delta radius:66.7000 prec:0.010 tries:3
done:false
x:-0.0000 (adj:-2.6100) y:-0.0000 (adj:-8.1100) z:-0.0000 (adj:-7.8200)
X=OK Y=OK Z=OK
c: -0.0500 delta radius:66.7500 prec:0.020 tries:0
done:false
x:0.0500 (adj:-2.5600) y:0.0100 (adj:-8.1000) z:0.0300 (adj:-7.7900)
X=OK Y=OK Z=OK
c: -0.0400 delta radius:66.8000 prec:0.020 tries:1
done:false
x:-0.0100 (adj:-2.5700) y:-0.0500 (adj:-8.1500) z:-0.0400 (adj:-7.8300)
X=OK Y=OK Z=OK
c: 0.0100 delta radius:66.8500 prec:0.020 tries:1
done:true
Iteration: 2
Checking/Adjusting endstop offsets
x:-0.0000 (adj:-2.5700) y:0.0300 (adj:-8.1200) z:0.0300 (adj:-7.8000)
X=OK Y=OK Z=OK
| Z-Tower Endstop Offsets
| 0.0100 X:-2.57 Y:-8.12 Z:-7.80
| 0.0100 0.1700 Tower Offsets
| 0.0000 A:0.00 b:0.00 C:0.00
| 0.0200 -0.0200 I:0.00 J:0.00 K:0.00
| -0.1900 Delta Radius: 66.8500
| X-Tower Y-Tower Diagonal Rod: 154.0000
Checking for tower geometry errors..
x_diff = 0.15000
y_diff = 0.03000
z_diff = 0.20000
high_diff = 0.20000
xy_equal = false
xz_equal = true
yz_equal = false
Opp Range = 0.36000
t1:Err t2:OK t3:Err
Tower geometry OK
Checking DiagRod Length
target:0.0033 c:0.0000 adj:0.00000
| Z-Tower Endstop Offsets
| -0.0000 X:-2.57 Y:-8.12 Z:-7.80
| 0.0400 0.2000 Tower Offsets
| -0.0000 A:0.00 b:0.00 C:0.00
| -0.0100 -0.0000 I:0.00 J:0.00 K:0.00
| -0.2000 Delta Radius: 66.8500
| X-Tower Y-Tower Diagonal Rod: 154.0000
Iteration: 3
Checking/Adjusting endstop offsets
x:-0.0100 (adj:-2.5800) y:0.0300 (adj:-8.0900) z:0.0300 (adj:-7.7700)
X=OK Y=OK Z=OK
| Z-Tower Endstop Offsets
| -0.0300 X:-2.58 Y:-8.09 Z:-7.77
| 0.0300 0.1400 Tower Offsets
| -0.0200 A:0.00 b:0.00 C:0.00
| 0.0100 -0.0400 I:0.00 J:0.00 K:0.00
| -0.2200 Delta Radius: 66.8500
| X-Tower Y-Tower Diagonal Rod: 154.0000
Checking for tower geometry errors..
x_diff = 0.13000
y_diff = 0.07000
z_diff = 0.19000
high_diff = 0.19000
xy_equal = true
xz_equal = true
yz_equal = false
Opp Range = 0.36000
t1:Err t2:OK t3:Err
Tower geometry OK
Checking DiagRod Length
target:-0.0033 c:-0.0200 adj:-0.20000
target:0.2133 c:0.2000 adj:-0.20000
target:0.4267 c:0.4000 adj:-0.20000
target:0.6233 c:0.6200 adj:0.00000
Diag Rod Length changed .. Homing Endstops
| Z-Tower Endstop Offsets
| -0.4600 X:-2.58 Y:-8.09 Z:-7.77
| -0.4000 -0.2900 Tower Offsets
| -0.4600 A:0.00 b:0.00 C:0.00
| -0.4500 -0.5200 I:0.00 J:0.00 K:0.00
| -0.6900 Delta Radius: 66.8500
| X-Tower Y-Tower Diagonal Rod: 153.4000
Iteration: 17
Checking/Adjusting endstop offsets
x:0.0100 (adj:-3.0300) y:0.0300 (adj:-8.5000) z:0.0100 (adj:-8.2300)
X=OK Y=OK Z=OK
| Z-Tower Endstop Offsets
| -0.0300 X:-3.03 Y:-8.50 Z:-8.23
| 0.0400 0.1200 Tower Offsets
| -0.0300 A:0.00 b:0.00 C:0.00
| 0.0100 -0.0600 I:0.00 J:0.00 K:0.00
| -0.2600 Delta Radius: 66.8500
| X-Tower Y-Tower Diagonal Rod: 153.3453
Checking for tower geometry errors..
x_diff = 0.11000
y_diff = 0.10000
z_diff = 0.23000
high_diff = 0.23000
xy_equal = true
xz_equal = false
yz_equal = false
Opp Range = 0.38000
Tower 3 has largest error
t1:Err t2:Err t3:Err
Tower3 Error: Adjusting
tower: -0.0400 opptower:-0.2700 tower radius adj:0.0000
done:false
x:0.0000 (adj:-3.0300) y:0.0000 (adj:-8.5000) z:-0.0600 (adj:-8.2900)
X=OK Y=OK Z=OK
tower: -0.0700 opptower:-0.1300 tower radius adj:-1.0000
done:false
x:-0.0600 (adj:-3.0900) y:-0.0900 (adj:-8.5900) z:-0.0900 (adj:-8.3800)
X=OK Y=OK Z=OK
tower: -0.0900 opptower:0.0900 tower radius adj:-2.0000
done:false
x:-0.0500 (adj:-3.1400) y:-0.0400 (adj:-8.6300) z:-0.0700 (adj:-8.4500)
X=OK Y=OK Z=OK
tower: 0.0400 opptower:0.0500 tower radius adj:-1.5000
done:true
Tower Postions changed .. Homing Endstops
| Z-Tower Endstop Offsets
| 0.6400 X:-3.14 Y:-8.63 Z:-8.45
| 0.3300 0.4500 Tower Offsets
| 0.0900 A:0.00 b:0.00 C:0.00
| 0.0900 0.0100 I:0.00 J:0.00 K:-1.50
| -0.0200 Delta Radius: 66.8500
| X-Tower Y-Tower Diagonal Rod: 153.3453
Iteration: 18
Checking/Adjusting endstop offsets
x:0.1000 (adj:-3.0400) y:0.0600 (adj:-8.5700) z:0.6500 (adj:-7.8000)
X=OK Y=OK Z=ERROR
x:-0.0500 (adj:-3.0900) y:-0.0400 (adj:-8.6100) z:0.0600 (adj:-7.7400)
X=OK Y=OK Z=OK
| Z-Tower Endstop Offsets
| -0.0000 X:-3.09 Y:-8.61 Z:-7.74
| -0.0600 0.0200 Tower Offsets
| -0.1100 A:0.00 b:0.00 C:0.00
| -0.0000 -0.0700 I:0.00 J:0.00 K:-1.50
| 0.0200 Delta Radius: 66.8500
| X-Tower Y-Tower Diagonal Rod: 153.3453
Checking delta radius
Adjusting Delta Radius
x:-0.0200 (adj:-3.1100) y:-0.0300 (adj:-8.6400) z:0.0200 (adj:-7.7200)
X=OK Y=OK Z=OK
c: -0.1100 delta radius:66.8500 prec:0.010 tries:0
done:false
x:0.0500 (adj:-3.0600) y:0.0400 (adj:-8.6000) z:0.0100 (adj:-7.7100)
X=OK Y=OK Z=OK
c: -0.0400 delta radius:67.0500 prec:0.010 tries:1
done:false
x:0.0400 (adj:-3.0200) y:0.0800 (adj:-8.5200) z:0.0600 (adj:-7.6500)
X=OK Y=OK Z=OK
c: -0.0000 delta radius:67.2500 prec:0.010 tries:1
done:true
Iteration: 19
Checking/Adjusting endstop offsets
x:-0.0000 (adj:-3.0200) y:-0.0200 (adj:-8.5400) z:0.0100 (adj:-7.6400)
X=OK Y=OK Z=OK
| Z-Tower Endstop Offsets
| -0.0200 X:-3.02 Y:-8.54 Z:-7.64
| -0.0600 0.0200 Tower Offsets
| 0.0000 A:0.00 b:0.00 C:0.00
| -0.0100 -0.0300 I:0.00 J:0.00 K:-1.50
| 0.0200 Delta Radius: 67.2500
| X-Tower Y-Tower Diagonal Rod: 153.3453
Autocalibration Complete
SENDING:M500
echo:Settings Stored
Lista completa de recalibraçãoSENDING:G30 A
Starting Auto Calibration..
Calibration precision: +/-0.100mm
| Z-Tower Endstop Offsets
| -0.1800 X:-3.02 Y:-8.54 Z:-7.64
| -0.3000 -0.1600 Tower Offsets
| -0.2200 A:0.00 b:0.00 C:0.00
| -0.2200 -0.2000 I:0.00 J:0.00 K:-1.50
| -0.1500 Delta Radius: 67.2500
| X-Tower Y-Tower Diagonal Rod: 153.3453
Iteration: 1
Checking/Adjusting endstop offsets
x:-0.2100 (adj:-3.2300) y:-0.2000 (adj:-8.7400) z:-0.1700 (adj:-7.8100)
X=ERROR Y=ERROR Z=ERROR
x:0.0100 (adj:-3.2200) y:0.0100 (adj:-8.7300) z:-0.0200 (adj:-7.8300)
X=OK Y=OK Z=OK
| Z-Tower Endstop Offsets
| 0.0200 X:-3.22 Y:-8.73 Z:-7.83
| -0.1000 0.0300 Tower Offsets
| 0.0000 A:0.00 b:0.00 C:0.00
| -0.0200 -0.0300 I:0.00 J:0.00 K:-1.50
| 0.0100 Delta Radius: 67.2500
| X-Tower Y-Tower Diagonal Rod: 153.3453
Autocalibration Complete