Seção 1. Relevância
Atualmente, a coagulação endovasal a laser de varizes (EVLK) é um tratamento moderno e eficaz para varizes. A composição de dispositivos médicos para coagulação a laser de varizes inclui um instrumento de fibra (fibra) com uma saída de radiação radial (Fig. 1), através da qual a radiação afeta diretamente o tecido biológico. A eficácia e a segurança do tratamento dependem da configuração e da qualidade do processamento desta ferramenta.
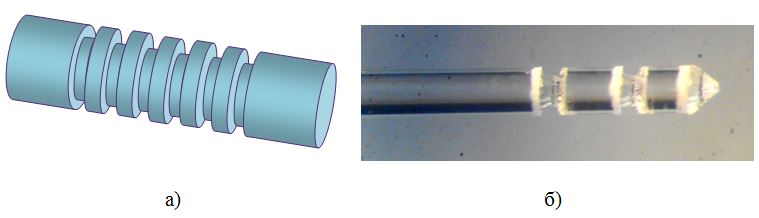 Fig. 1 Possível relevo da fibra guia de luz: a) - modelo da peça de trabalho, b) imagem ampliada da peça de trabalho processada
Fig. 1 Possível relevo da fibra guia de luz: a) - modelo da peça de trabalho, b) imagem ampliada da peça de trabalho processadaPara processamento por radiação laser, a fibra óptica é montada no cartucho de came de um torno especial. O processo de instalação inclui base e fixação. A posição real da peça de trabalho instalada difere da requerida por uma certa quantidade de desvio - erro de instalação:
\ begin {eqnarray}
\ triangle \ varepsilon_y & = & f (\ triangle \ varepsilon_, \ triangle \ varepsilon_),
\ end {eqnarray}
-
- erro de base, mm;
-
- erro de fixação, mm.
No processo de produção em massa, a fibra processada é instalada sem alinhamento. No caso geral, o eixo geométrico da fibra não coincide com o eixo de rotação do cartucho, o que leva a um desvio L durante a rotação da peça de trabalho.
Os dados experimentais das medições de batimento na fixação de diferentes diâmetros das fibras processadas mostraram que seu valor pode chegar a 250 μm, o que não permite o processamento da fibra com radiação laser com precisão suficiente para uso prático. A eliminação do espancamento produzido pelo ajuste das garras do mandril não é aceitável devido à alta complexidade, demorada e significativa avaliação subjetiva da pessoa - o operador da máquina com a suficiência de eliminar o espancamento. Portanto, uma tarefa urgente é colocada: desenvolver um princípio que forneça compensação pelo desvio durante o processamento de uma fibra.
Seção 2. Descrição da Instalação
A máquina para processamento a laser da fibra é uma mesa motorizada, proporcionando o movimento da fibra nos três eixos longitudinais X, Y, K e rotação nos eixos E e W (fig. 2).
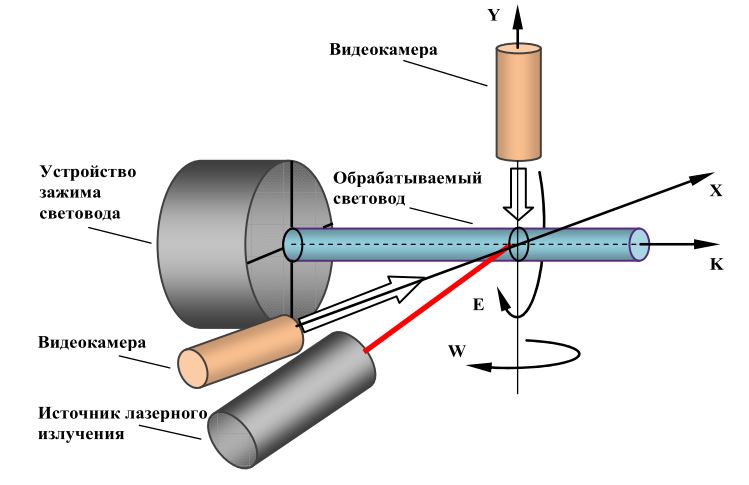 Fig. 2 - Um desenho explicativo do diagrama de instalação
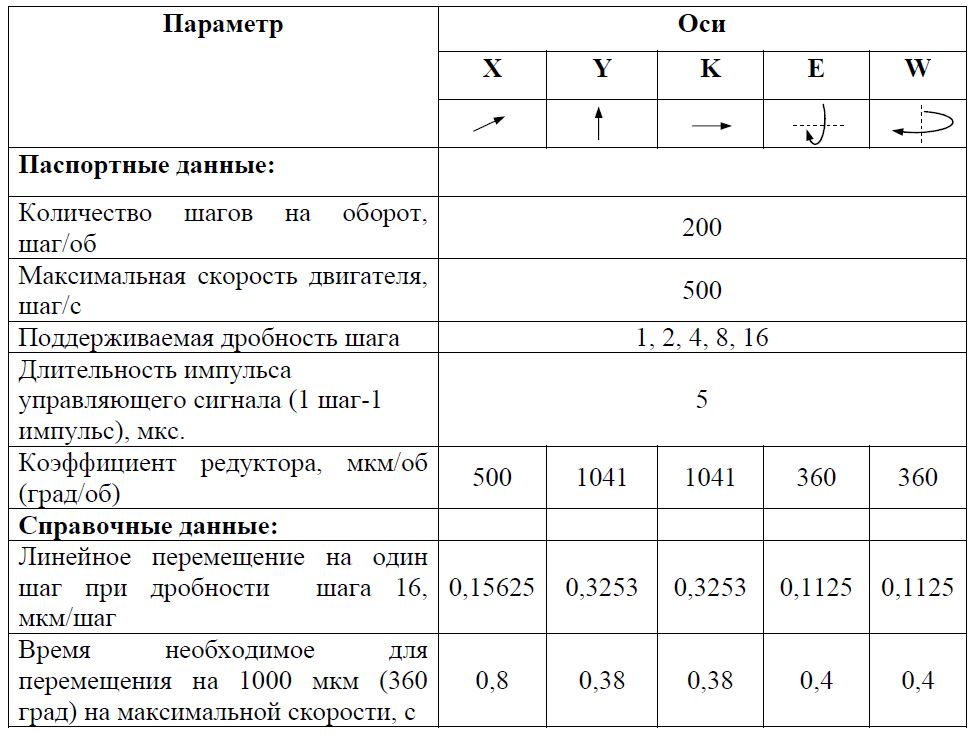
Fig. 2 - Um desenho explicativo do diagrama de instalaçãoO movimento ao longo dos eixos X, Y, K é fornecido pelo motor de engrenagem a vapor, ao longo dos eixos E e W - o motor. O motor é um motor de passo controlado por um controlador local - driver (Toshiba TB6600HG). Os sinais de entrada do driver são dois sinais de nível TTL, fornecendo a direção e a velocidade de rotação do motor de passo. A velocidade de rotação é definida pela taxa de repetição de pulsos retangulares. O eixo de saída do motor de cada um dos eixos X, Y, K é rigidamente conectado à caixa de engrenagens, o que fornece uma alteração no tipo de movimento rotacional na entrada da translação na saída. O movimento ao longo dos eixos X, Y, K é limitado em ambos os lados pelos sensores de extremidade. O sistema de controle de posição em cada eixo está aberto. Os parâmetros técnicos dos acionamentos de eixo são apresentados na tabela. 1
Tab. 1 - Parâmetros técnicos dos acionamentos de eixo
O objeto de processamento é uma fibra com um diâmetro de 330 μm, que é fixada em um dispositivo de fixação - um cartucho (Fig. 2). O cartucho fornece fixação e rotação da fibra.
A ferramenta de processamento é um laser de CO2 com um comprimento de onda de 11 mícrons.
Seção 3. Compensação de batida
3.1 declaração do problema
Ao prender uma peça - uma fibra no mandril da máquina, seu centro
obtém um deslocamento - L em relação ao centro do cartucho - ponto
(sistema do centro de coordenadas). Esse deslocamento tem um significado diferente para cada dispositivo elétrico. Ao girar a Fig.4a, o centro da fibra
descreve um círculo de raio L - a quantidade de desvio. A tarefa é reduzir a quantidade de batimentos cardíacos.
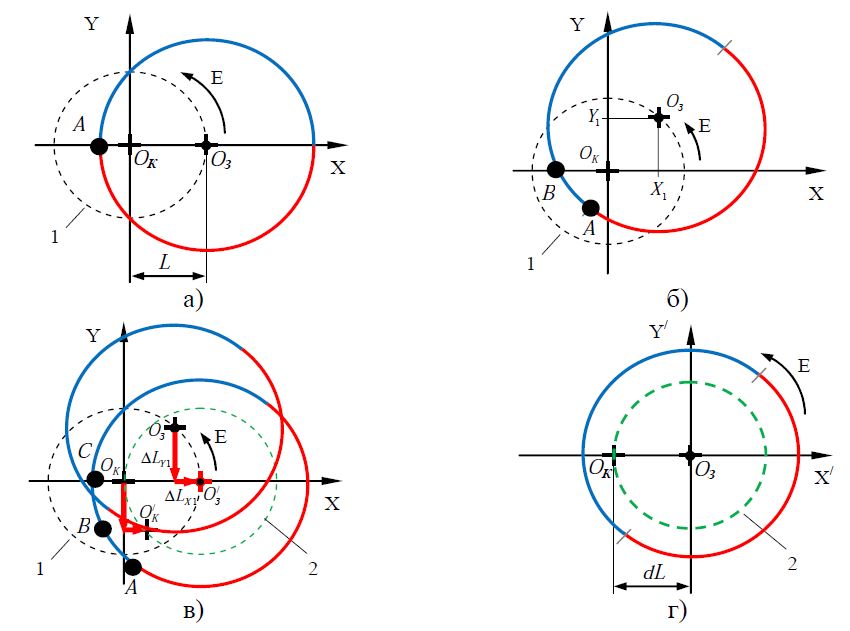 Fig. 4 - A localização relativa do eixo do cartucho e da fibra fixa durante a rotação: a) a quantidade de vazamento na fixação da amostra no cartucho da máquina; b) rotação do cartucho em 45 graus em uma etapa do motor; c) a introdução de alterações corretivas na posição do eixo do cartucho; g) o movimento do eixo do cartucho em relação ao eixo fixo da fibra, com compensação para cada etapa do motor.
Fig. 4 - A localização relativa do eixo do cartucho e da fibra fixa durante a rotação: a) a quantidade de vazamento na fixação da amostra no cartucho da máquina; b) rotação do cartucho em 45 graus em uma etapa do motor; c) a introdução de alterações corretivas na posição do eixo do cartucho; g) o movimento do eixo do cartucho em relação ao eixo fixo da fibra, com compensação para cada etapa do motor.3.2 Princípio da solução proposta
Considere o movimento da fibra no plano
quando ele gira em torno do eixo do cartucho - ponto
.
Deixe no momento inicial o eixo da peça de trabalho ser um ponto
está localizado no eixo X e possui coordenadas (L, 0) e o raio laser atinge a superfície da fibra no ponto A (Fig. 4a).
Para maior clareza, execute a rotação do cartucho em um ângulo
em uma etapa do motor (Fig. 4b). Nesse caso:
- ponto
obtém as coordenadas
;
- a projeção do valor de desvio L nos eixos X e Y terá valores
,
;
- o raio laser se move ao longo da superfície da fibra até o ponto B.
Quando a fibra é girada para compensar a quantidade de desvio, exigiremos o retorno do ponto
para a posição inicial com coordenadas (L, 0). Para isso, é necessário fazer correções corretivas na posição do ponto do cartucho ao longo dos eixos X e Y da Fig. 4c, pelo tamanho da projeção
,
. Essas correções corretivas são realizadas devido aos motores de passo dos eixos X, Y. Nesse caso, o ponto
terá novamente as coordenadas originais (L, 0) e o raio laser atingirá o ponto C da superfície da fibra.
Durante a rotação subseqüente, novos movimentos corretivos do eixo do cartucho serão necessários. Nesse caso, o ponto
o eixo do cartucho se moverá em torno do círculo 2 (Fig. 4d). O valor do raio do círculo 2 é igual à quantidade de batimentos L. Com esta solução para o problema, o eixo da fibra está em relativa imobilidade em relação ao seu eixo, e o eixo do cartucho se move em torno da circunferência, portanto, consideraremos a rotação da fibra no plano
em relação ao ponto
movendo o sistema de coordenadas para isso (Fig. 4d).
3.3 Justificativa matemática da solução proposta
O princípio considerado de compensação de batida pressupõe a presença de valores conhecidos de movimentos corretivos
,
(incrementos de desvio) do cartucho em cada etapa (i + 1) do motor de passo durante a rotação da guia de luz. Para determiná-los, consideramos a Fig. 5.
 Fig. 5 - Valores de projeção durante a rotação da fibra óptica em relação ao eixo do cartucho no sentido anti-horário (direção positiva)
Fig. 5 - Valores de projeção durante a rotação da fibra óptica em relação ao eixo do cartucho no sentido anti-horário (direção positiva)A cada passo seguinte do motor de passo, o eixo de rotação E receberá incrementos devido à batida L:

onde estão as coordenadas
são determinados a partir da geometria de deslocamento (Fig. 5):


Visualização gráfica da mudança de incremento
para cada passo i ao girar no sentido anti-horário (fracionário do passo em E = 4) com uma batida de 50 μm é mostrado na Fig. 6.
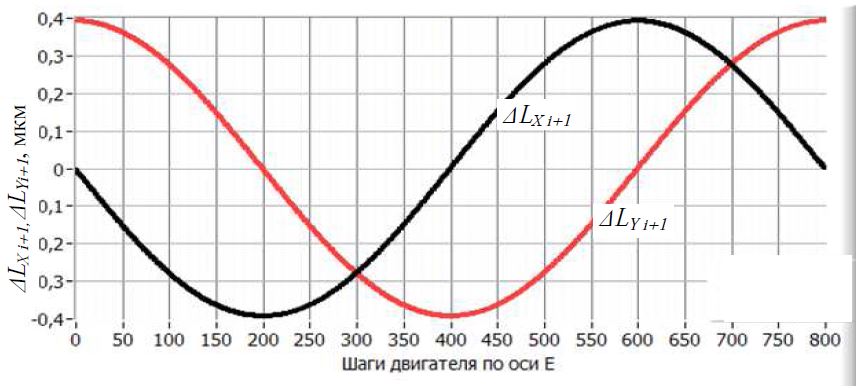 Fig. 6 - Alteração dos valores das projeções (deslocamentos) para cada passo do motor nos eixos X e Y causados pela batida quando a fibra óptica gira 360 graus no sentido anti-horário (fracionamento da etapa ao longo de E = 4) ao bater 50 mícrons.
Fig. 6 - Alteração dos valores das projeções (deslocamentos) para cada passo do motor nos eixos X e Y causados pela batida quando a fibra óptica gira 360 graus no sentido anti-horário (fracionamento da etapa ao longo de E = 4) ao bater 50 mícrons.Na ausência de compensação, integração numérica nas condições iniciais correspondentes para expressões
dará a projeção atual no eixo da figura 7
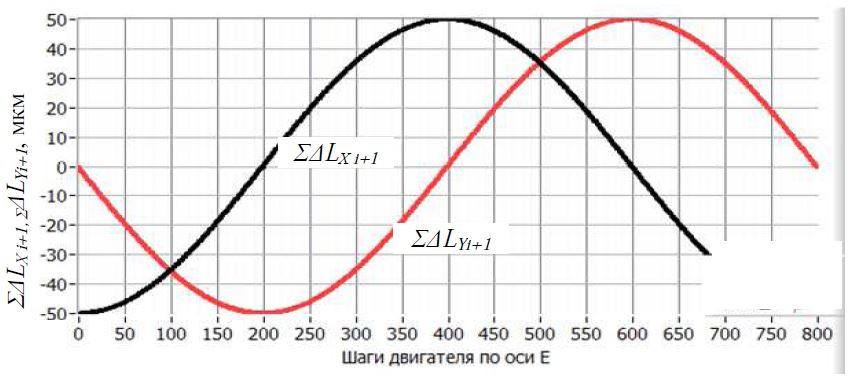 Fig. 7 - Projeções atuais dos deslocamentos para cada degrau do motor nos eixos X e Y devido a batidas quando a fibra óptica gira 360 graus no sentido anti-horário (fracionamento de degraus em E = 4) ao bater L = 50 μm.
Fig. 7 - Projeções atuais dos deslocamentos para cada degrau do motor nos eixos X e Y devido a batidas quando a fibra óptica gira 360 graus no sentido anti-horário (fracionamento de degraus em E = 4) ao bater L = 50 μm.No processo de rotação, com o acúmulo da quantidade de espancamento superior à magnitude da ação de controle, deve sofrer sua compensação. Isso reflete a seguinte condição:

onde
- o valor do deslocamento linear ao longo do eixo X em uma etapa do motor:
- a quantidade de deslocamento linear ao longo do eixo Y em uma etapa do motor.
A condição (4) pode ser modificada para obter um erro menor na compensação do desvio.
Na presença de pulsos compensadores, os deslocamentos totais
,
diminuir - Fig. 8.
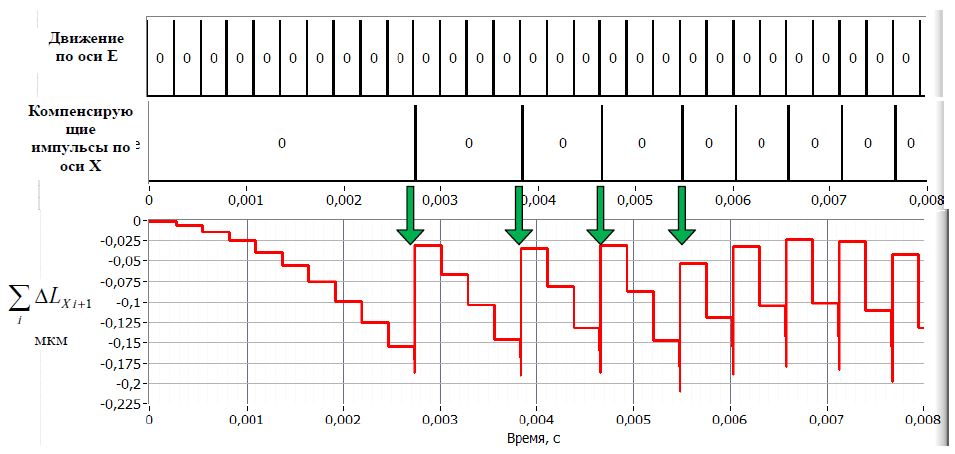 Fig. 8
Fig. 8 - Alterar a quantidade de deslocamento
ao longo do eixo X durante a rotação ao longo do eixo E enquanto compensa o desvio. Desvio L = 50 μm, ângulo inicial
= 0.
3.4 Avaliação da eficácia
A imagem geral do processo de compensação de batida com o valor L = 50 μm ao ligar
com o princípio proposto é apresentado na Fig. 9
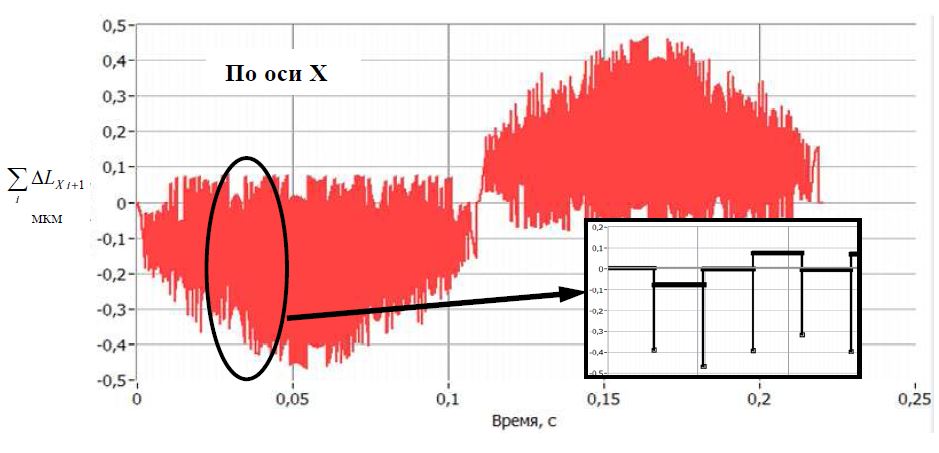
a)
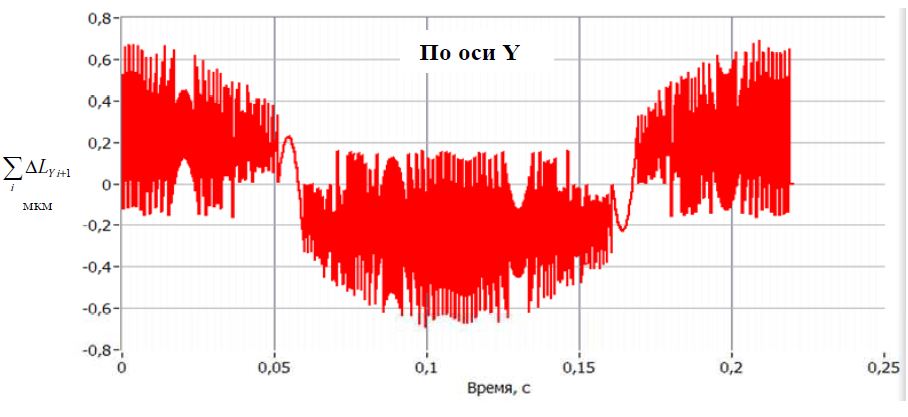
b)
Fig. 9 - Os valores dos deslocamentos ao longo dos eixos ao compensar o desvio L = 50 μm por uma rotação da fibra: a) para o eixo X, b) para o eixo YPropõe-se avaliar a eficiência da compensação de batida por um coeficiente igual à razão entre o deslocamento máximo ao longo do eixo no processo de compensação e o valor de desvio da Tabela 2.
Tab. 2 - Eficiência de compensação de batida
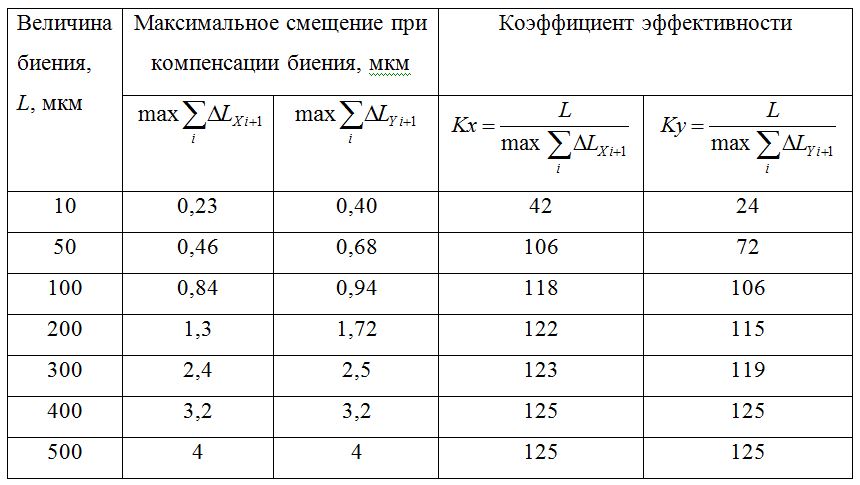
Compensações máximas estimadas
,
para os valores apresentados das batidas e a operação prática da instalação com o princípio proposto de compensação para as batidas mostrou a possibilidade de aplicar um alívio à fibra usando radiação laser com precisão suficiente para uso prático.
Deve-se notar que, ao processar a fibra com radiação laser, com compensação do desvio, o tempo de uma revolução da fibra em relação ao seu eixo dependerá da quantidade de desvio e variará para cada tratamento. Por exemplo, com uma batida de 50 mícrons, o tempo de um turno completo:
- sem compensação de desvio: 400 ms;
- com compensação de batida: 560 ms.
Esse fato deve ser levado em consideração ao ajustar a potência da radiação laser.
Seção 4. Determinação do desvio
Para implementar o princípio apresentado de compensação de batida, é necessário conhecer seu valor - L. Propõe-se determinar a quantidade de batida pelo sistema de videovigilância (câmera de vídeo 1 na Fig. 1). Na fig. 10. Um formulário de vídeo de uma câmera de vídeo é apresentado esquematicamente.
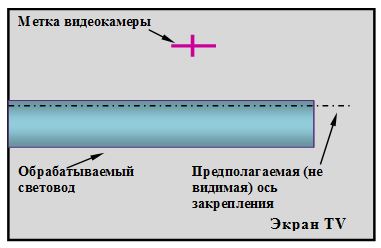 Fig. 10 - Localização arbitrária da fibra fixa na tela do monitor
Fig. 10 - Localização arbitrária da fibra fixa na tela do monitorPara determinar o valor da execução, é necessário executar as seguintes etapas na ordem indicada:
- gire a fibra (eixo E) até a aproximação máxima da marca na tela (Fig. 11a);
- mova a fibra ao longo das coordenadas do eixo X até alinhar com a marca (Fig. 11b);
- gire a fibra (Fig. 11c);
- realize o movimento da fibra ao longo das coordenadas do eixo X para alinhar com a marca lembrando a distância percorrida R (contando o número de pulsos de movimento do motor de passo) fig. 11g;
- calcule o valor do desvio L = R / 2.
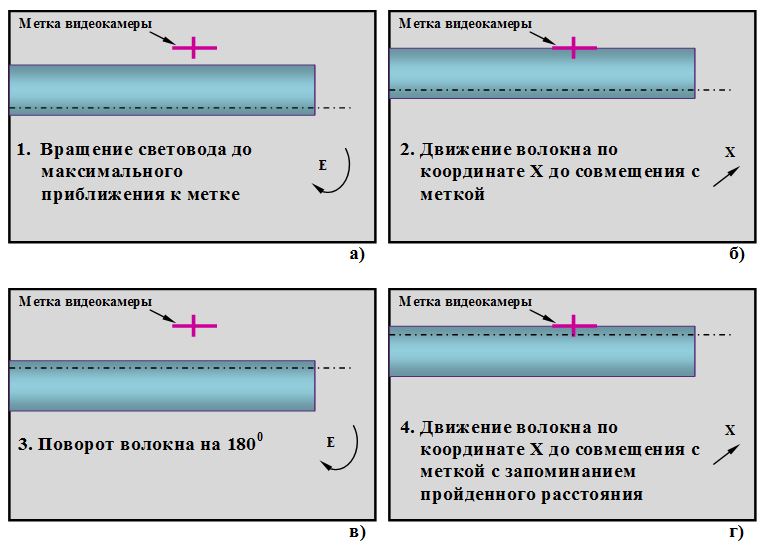 Fig. 11 - Etapas da determinação da quantidade de escoamento da fibra
Fig. 11 - Etapas da determinação da quantidade de escoamento da fibraSeção 5. Conclusão
O princípio de compensação de batida proposto é implementado na plataforma de software National Instruments LabVIEW, foi testado, implementado e demonstrou sua eficácia (Fig. 12).
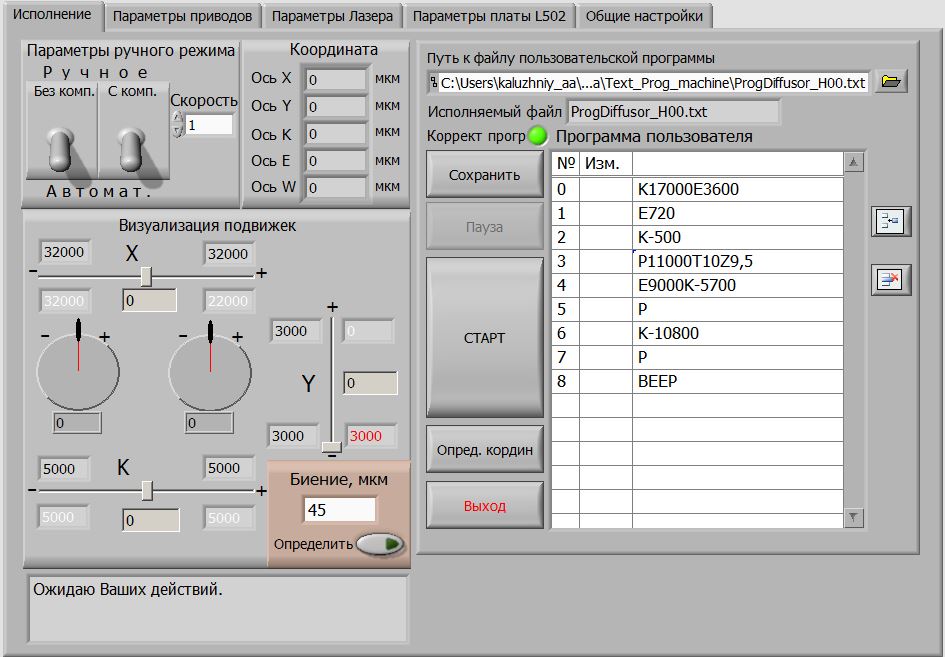 Fig. 12 - Painel frontal do programa
Fig. 12 - Painel frontal do programa