Bom dia
Como sempre, nossos clientes nos ajudam com idéias para artigos. Hoje vamos imprimir um ovo. Usando seu exemplo, testamos a função
interna do
Slic3r , que por algum motivo poucas pessoas mencionam.
O ovo precisa ser impresso não simples, mas forte, com um consumo mínimo de plástico e rapidamente.
Posteriormente, ele será suspenso do teto por um gancho na parte superior. O fundo do ovo será a parte da frente, com o gancho - o calado, porque ficará pendurado alto e a parte superior não ficará visível. Você pode imprimir o ovo inteiro com o laço voltado para baixo, com os suportes na parte inferior, mas a impressão e remoção de suportes levará tempo.
Para concluir esta tarefa, escolhemos a
impressora 3D Hercules 2018 - esta é uma impressora 3D muito versátil porque pode imprimir com todos os tipos de plástico e possui uma grande câmera de trabalho.
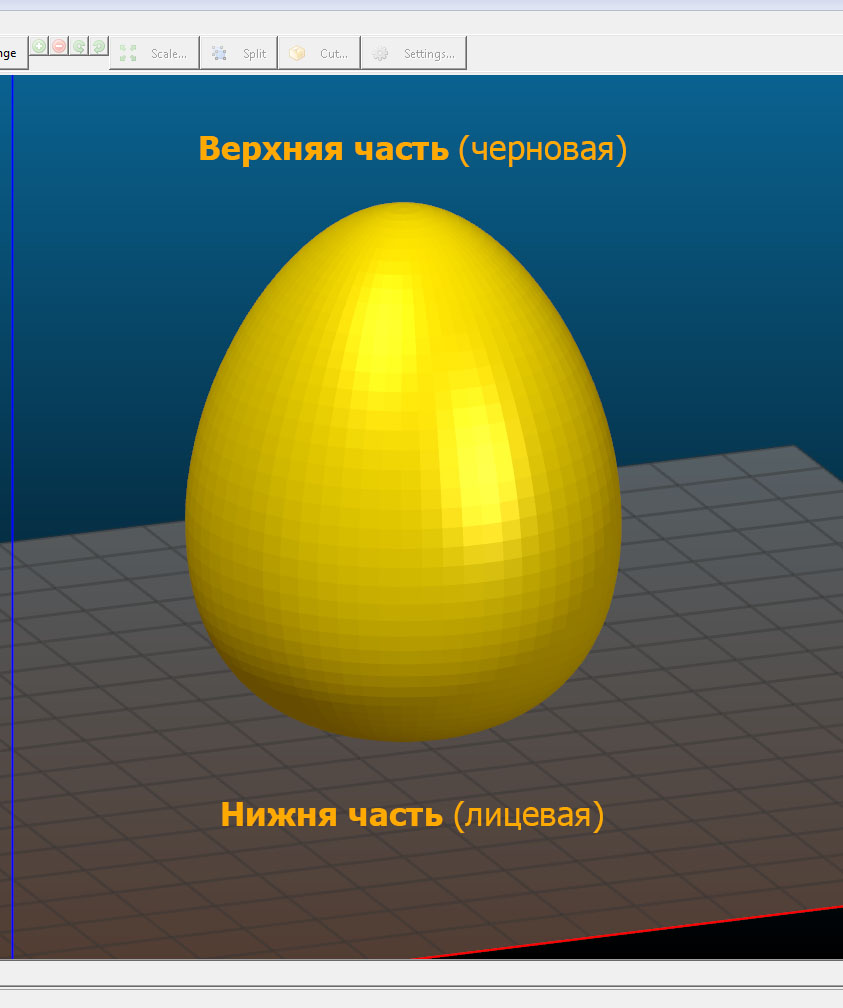
Portanto, corte o ovo em 2 partes e, ao mesmo tempo, adicione um laço na parte superior. Após a impressão, colaremos a parte superior com dicloroetano.
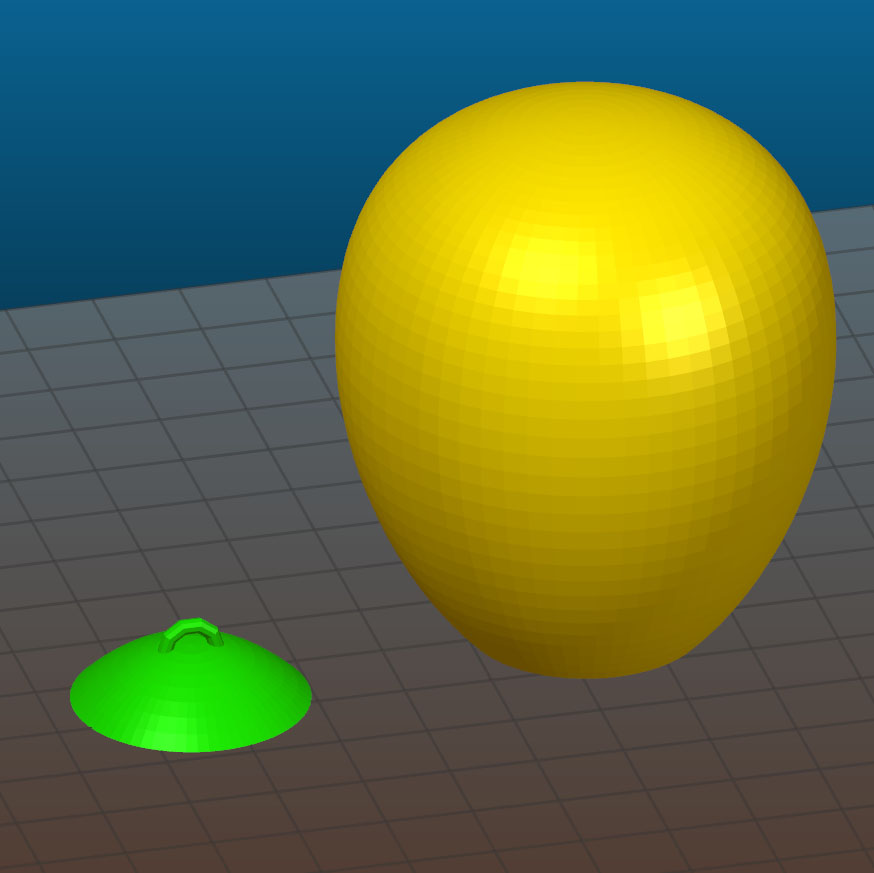
Agora você precisa trabalhar no modo de impressão. A peça do loop é impressa sem problemas no modo de bico padrão 0,5, portanto, selecionaremos o modo para a “metade” grande. A complexidade da impressão está no fato de que: primeiro, se você imprimir um ovo sem encher, na parte superior das paredes, em algum momento, não haverá nada para pegar, e eles começarão a cair e fazer furos. Em segundo lugar, para melhorar a qualidade da superfície, a altura da camada na parte superior do ovo, onde o ângulo de inclinação dos perímetros começa a diminuir rapidamente, precisará ser reduzida.


Vamos começar com as configurações usuais sem usar um pandeiro.
Como o modelo deve ficar com paredes uniformes, sem ondas de acelerações, não imprimiremos em velocidades exorbitantes. Velocidade não superior a 50 mm / s.
Método No. 1 - PLA, bico de 0,5, 2 perímetros, 10% de cobertura, altura da camada de 0,2 mm a 0,1 mm. A velocidade é de 50 mm / s, a largura de extrusão no preenchimento é reduzida para 0,35 mm, pois nesse caso o preenchimento é usado apenas para apoiar as paredes na parte superior, onde os perímetros são impressos em ângulo. Tempo de impressão 2h 26m, volume de plástico 22,7 cm3.
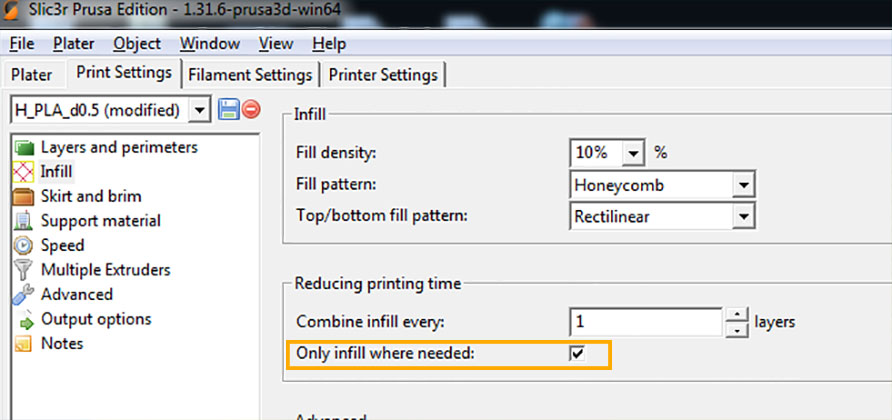
Método No. 2 - bocal de 0,5, 2 perímetros, preenchimento Somente onde necessário 10% ... Velocidade 50 mm / s, a largura de extrusão no preenchimento é reduzida para 0,35 mm, altura da camada 0,2 mm-0,1 mm. Tempo de impressão 1h 31m, volume de plástico 14,2 cm3.
 Método No. 3
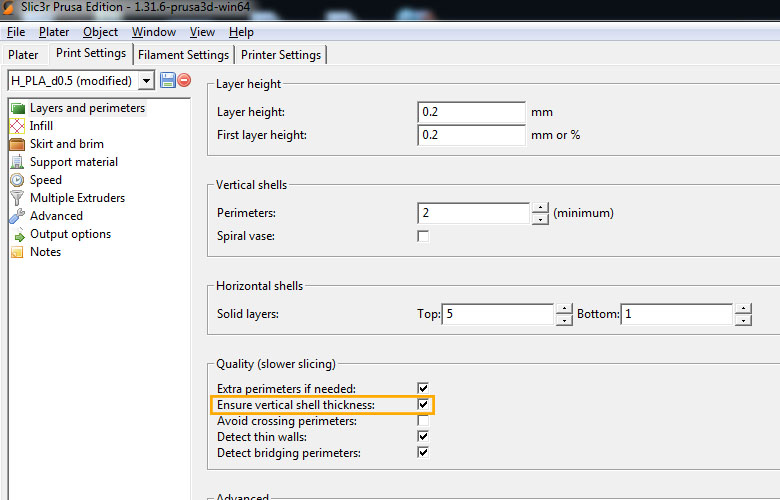
Método No. 3 - bico de 0,5, 2 perímetros, sem preenchimento, usando a função Assegurar espessura vertical da carcaça (slic3r adiciona automaticamente perímetros de suporte em locais onde as paredes podem cair) incorporada à nova versão do slic3r (Slic3r Prusa Edition), altura da camada 0.2mm-0.1mm, velocidade 50mm / s. Tempo de impressão 58 minutos, volume de plástico 9,4 cm3.
Uma tabela para entender a relação entre tempo de impressão e volume de plástico.
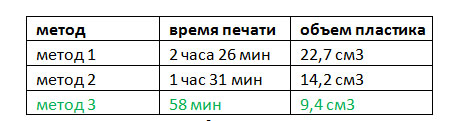
Em termos de tempo de impressão e volume de plástico, a terceira opção nos convém. Nós tentamos.
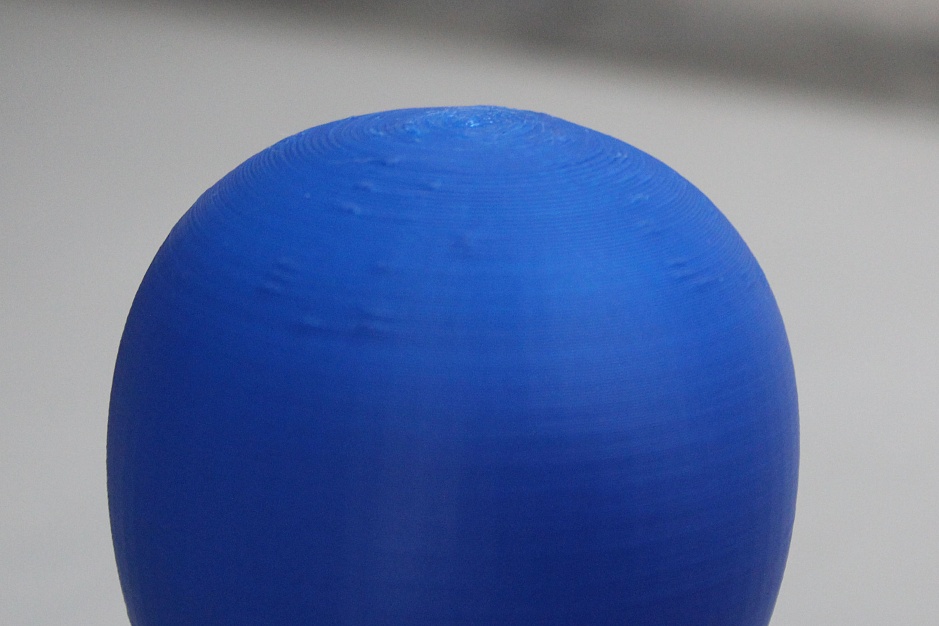
A opção
Garanta a espessura vertical da casca , neste caso, gerenciada com perímetros, mas nas paredes resultam tubérculos.
Além disso, mais perto do topo, a velocidade no modo manual foi reduzida em 20% devido ao fato de que o ângulo de inclinação da impressão do perímetro começou a diminuir e as paredes a uma velocidade de 50 mm / s não tiveram tempo de congelar e dobrar.
Acontece que, para obter paredes uniformes em locais onde os perímetros são impressos em ângulo e com uma superfície plana, precisamos reduzir a velocidade para que o plástico tenha tempo para esfriar e adicionar enchimento, para que não haja lacunas nas superfícies inclinadas. Não reduziremos a velocidade e adicionaremos preenchimento para todo o modelo, isso é demais. Para reduzir a velocidade em determinadas camadas e adicionar preenchimento sempre que necessário, usaremos a função interna Slic3r-modifier.
Um modificador é uma superfície usada para especificar configurações para partes específicas do modelo. Escreverei mais sobre como usar modificadores no próximo artigo.
Enquanto isso ... clique duas vezes em nosso modelo, a janela Configurações é exibida. Clique em Carregar modificador ... e carregue a superfície simulada anteriormente (temos um cilindro).

No local em que o modelo cruza com o modificador, as principais configurações do modelo se sobrepõem às configurações do modificador. Para definir essas configurações, você precisa selecionar o modificador (cilindro) na janela ou na lista e clicar em "+".
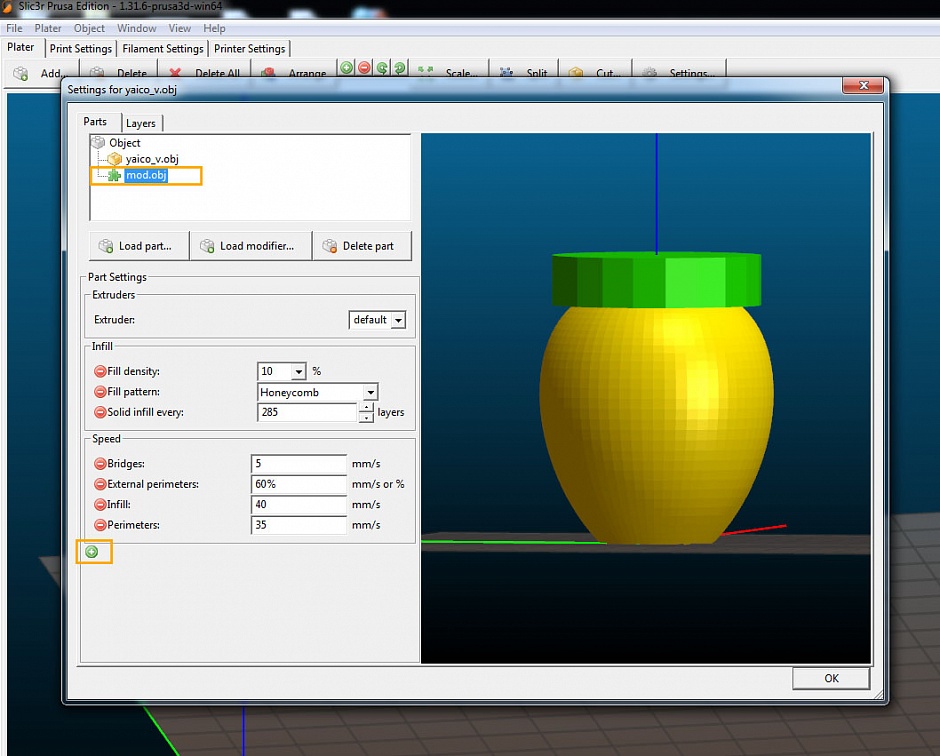
No nosso caso, reduzimos a velocidade de impressão dos perímetros, adicionamos o preenchimento e, antes do preenchimento, imprimimos uma camada de preenchimento (Solid Infill a cada ...), para que o preenchimento tenha algo a que se agarrar. Para determinar em qual camada imprimir um preenchimento sólido, primeiro geramos um código, observamos o número da camada a partir da qual o preenchimento de preenchimento começa no RepetierHost e colocamos a camada anterior, temos 285. Reduzimos a velocidade de impressão das pontes para que a camada de preenchimento sólido seja impressa “em ar "sem pausas.
Colocamos na impressão.
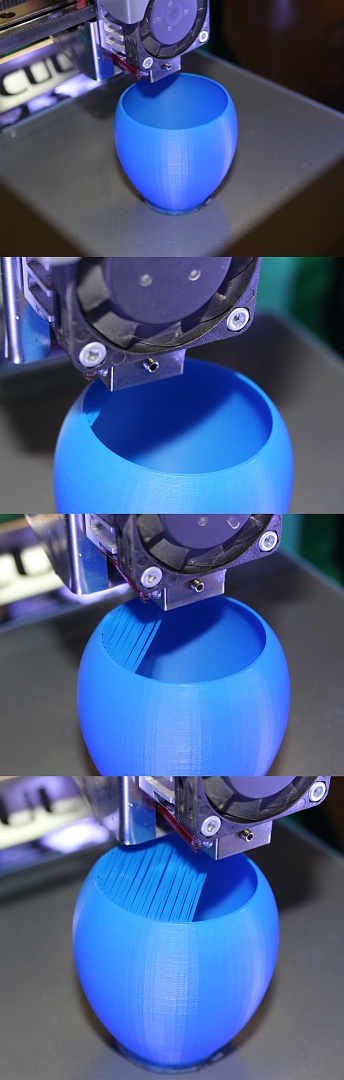
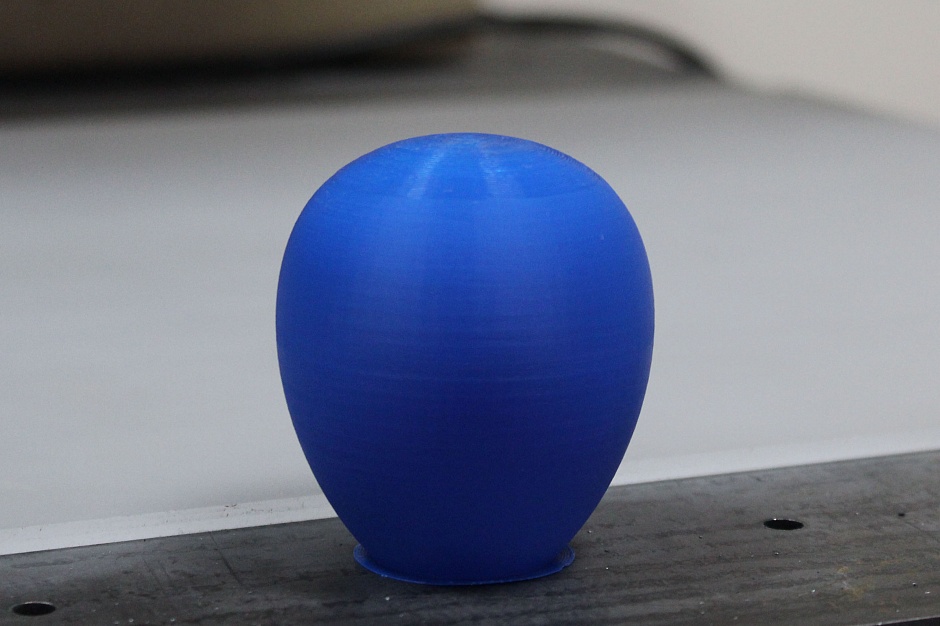

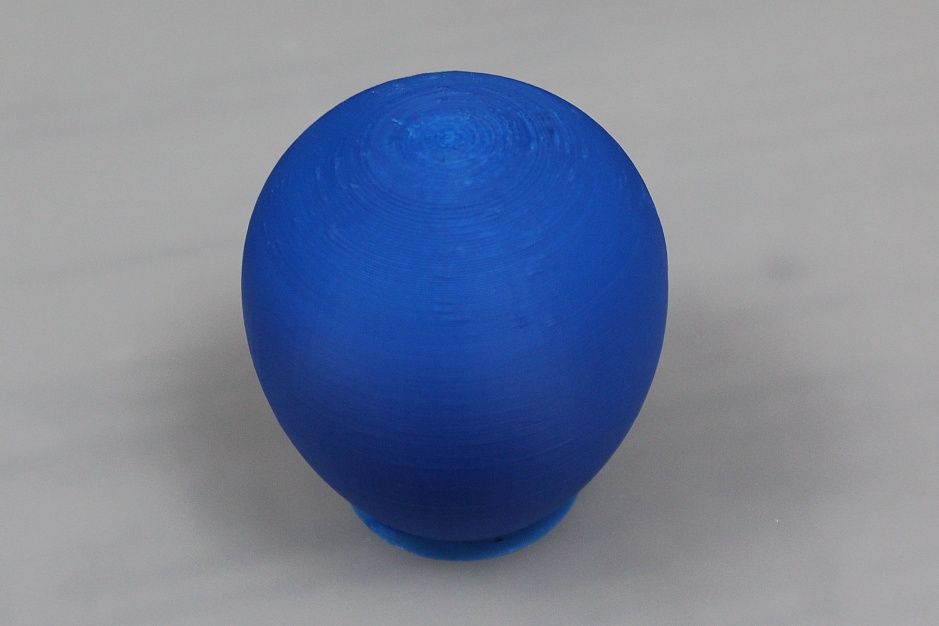
Tempo de impressão 1 hora e 10 minutos, volume de plástico 9,8 cm3. Devido à desaceleração da velocidade de impressão, o plástico mudou um pouco de cor, mas as camadas ficaram mais suaves do que na versão anterior, as paredes sem corcovas, o topo sem aberturas.

De todas as opções de tempo, volume de plástico gasto e qualidade de impressão, o último método veio até nós, usando um modificador.
Todos os itens acima são apenas métodos úteis em nossa opinião que podem ser úteis para você. Como imprimir depende da complexidade da peça e do resultado desejado.
Catálogo de impressoras 3D:
https://3dtool.ru/category/3d-printery/Não se esqueça de se inscrever no nosso
canal do YouTube(Novos vídeos são publicados toda semana).
