Bom dia para você,
3Dtool ! Desta vez, decidimos descobrir como economizar plástico ao imprimir modelos não funcionais, ou seja, modelos cujas características de resistência não importam.
Ao imprimir, por exemplo, lembranças, modelos ou decoração de casa, podemos economizar tempo e plástico, reduzindo a porcentagem de enchimento interno ou a espessura da parede. Mas há momentos em que há uma tarefa específica - imprimir uma peça com a quantidade mínima possível de plástico. Por exemplo - impressão de modelos mestres para fundição. Essas são as partes para as quais é necessária apenas a concha externa e, quanto menos plástico houver, mais fácil será queimar o frasco. Quem estiver no assunto entenderá e quem não está - em breve publicaremos um artigo sobre o processo de fundição de modelos mestre do PLA.
Por exemplo, pegamos o modelo
daqui .
E precisamos imprimi-lo com uma espessura mínima de parede e enchimento mínimo.
Impressora 3D para experimentos -
Hercules Strong .
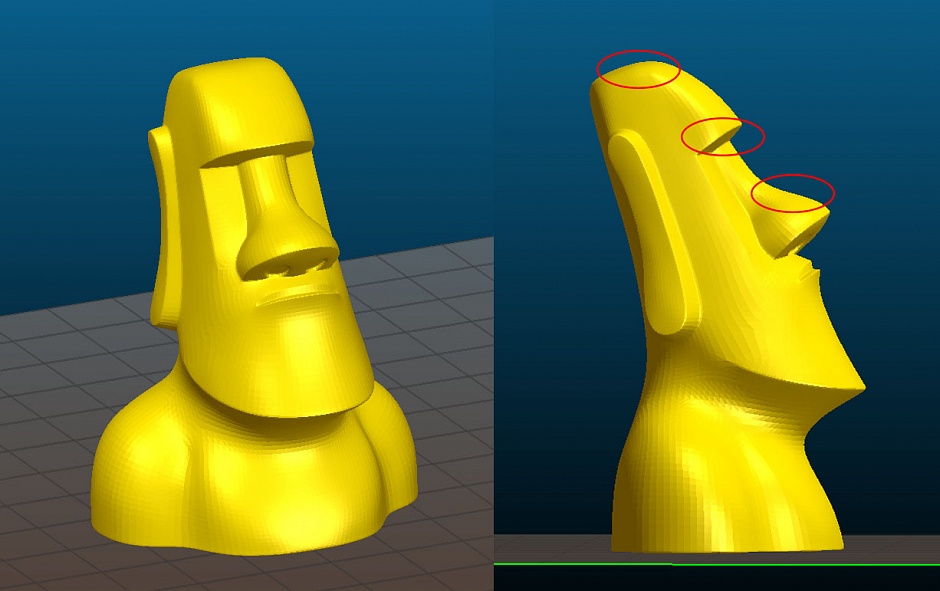
A primeira coisa que vem à mente é colocar 1 perímetro e 0% de cobertura. E há casos raros quando isso funciona. Como sempre, as coisas são mais complicadas aqui. Existem locais no modelo (indicados em vermelho na figura) em que o ângulo de inclinação da parede não permite que ela seja impressa em um perímetro - a linha simplesmente cai.
Portanto, iremos do simples ao complexo. Para começar, criaremos 3 perímetros e tentaremos imprimir apenas a “casca” do modelo, mas e se funcionar.
Bico 0,5 mm, altura da camada 0,2 mm.

40 minutos e 6,9 metros cúbicos ver
Enviar para imprimir.

Como esperado, os fios cederam em locais difíceis e os furos apareceram nas paredes do modelo.
Parece que você não pode prescindir do preenchimento interno que permitirá que as roscas do perímetro se curvem. Mas precisamos, como lembramos, minimizar a quantidade de plástico. Portanto, usaremos a opção Somente preenchimento quando necessário. Esta opção permite que você construa o recheio somente onde for necessário suportar as paredes penduradas em um determinado ângulo. O próprio Slic3r analisa a geometria e determina onde é necessário construir o preenchimento, portanto, essa opção nem sempre resolve o problema.
Mas vamos tentar de qualquer maneira. Configure o Slic3r e conte.


44 minutos e 7,4 cm cúbicos de plástico. Estamos tentando imprimir.

Defeitos desta vez menos, mas são novamente. Portanto, nesse caso, esse método não funcionou.
Nós chegamos a mais.
Uma opção permanece - para usar o preenchimento. Nesse caso, salvar a largura da extrusão nos ajudará. Como precisamos preencher apenas para que as paredes íngremes tenham algo em que se segurar e não caiam, a qualidade e a resistência do enchimento não importam. Portanto, pegue-o e desaparafuse-o a um mínimo razoável. Por exemplo, 0,15 mm
Como lembramos das publicações anteriores, ao alterar a largura da extrusão, o Slic3r altera a densidade da malha de preenchimento, portanto, não se esqueça de verificar este parâmetro!
Aqui estão as configurações que temos:
Bico 0,5 mm, altura da camada 0,2 mm, enchimento 5%, largura de extrusão no enchimento 0,15 mm. Como a grade de preenchimento é muito densa, o número de perímetros será reduzido para 2. Isso economizará tempo de impressão e plástico.


O tempo de impressão é de pouco mais de uma hora, o volume de plástico é de 6,3 cm cúbicos! Nós imprimimos.

O modelo foi impresso no final do dia útil, então, por uma questão de curiosidade, nós o dividimos para ver o que tudo estava segurando.

A foto mostra que o recheio é impresso com uma fina camada, a extrusão em alguns lugares é interrompida. No entanto, essa malha fina é suficiente para manter as paredes pendentes.
O modelo foi impresso sem defeitos em 2 perímetros. Não economizamos tempo, mas a tarefa principal - imprimir um modelo mestre para fundição com o mínimo de plástico - foi concluída com êxito.
Resultados para comparação:

Se a geometria da peça permitir que você use o primeiro método, também é possível reduzir a largura da extrusão no preenchimento. Isso economizará ainda mais tempo e plástico.
Usando esses métodos, você deve levar em consideração a geometria da sua peça e as propriedades do plástico que você imprime. Reduzindo a largura da extrusão, é importante não esquecer que durante a impressão, o preenchimento de uma linha fina pode quebrar, portanto a velocidade e o padrão do preenchimento deverão ser selecionados sempre. Portanto, a economia em cada caso será diferente.
→
Impressora 3D robusta e robusta da Hercules→
Catálogo geral de impressoras 3DNão se esqueça de se inscrever no nosso
canal do YouTube (novos vídeos são lançados toda semana).
