Oi A Top 3D Shop está com você e hoje temos uma revisão incomum, não dedicada à tecnologia, mas ao pós-processamento de modelos impressos em 3D.
Consideraremos o processamento de impressões impressas usando a tecnologia
FDM , já que essa é a tecnologia mais comum e acessível, e esses modelos exigem mais processamento.

Alguns pontos a serem lembrados antes de imprimir um produto.
Camadas
O primeiro ponto é a espessura da camada. Quanto mais fina a camada, maior a qualidade da superfície e menos pós-processamento necessário. Naturalmente, você terá que pagar por alta qualidade com o tempo de impressão.
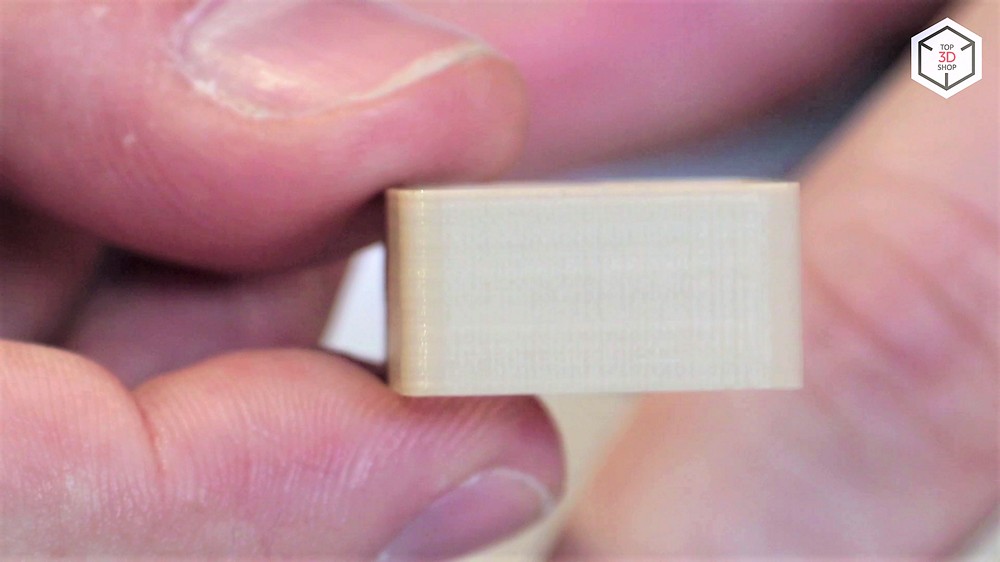
Se você precisar de uma superfície brilhante, não faz sentido gastar tempo imprimindo com uma espessura mínima de camada - o modelo ainda precisará ser polido e polido, ou o primer e a tinta devem ser aplicados.
Paredes
Leve em consideração o pós-processamento futuro ao definir a espessura da parede.

Geralmente é de cerca de 2 mm e, nas peças para posterior retificação ou polimento químico, faz sentido aumentar a espessura da parede para 3-4 mm, pois esses processos removem o material. Se a espessura da parede for insuficiente, é fácil limpar ou dissolver a superfície em orifícios durante o pós-processamento.

Suporte
Nas impressoras FDM, quase sempre imprimimos com suporte. Idealmente, se a impressora puder imprimir com dois materiais, torne os suportes solúveis.
Grande parte desses suportes é removida mecanicamente, o restante é dissolvido, o modelo é simplesmente lavado e você pode prosseguir para as próximas operações.

Se a impressora imprimir com o mesmo material e os suportes forem impressos a partir do material do modelo, preste atenção especial ao criar um arquivo para impressão.

Com as configurações corretas e a forma simples do suporte ao produto, é removida facilmente.

Se a junção dos suportes ocupar uma área significativa no modelo, após a remoção, os traços característicos permanecerão e exigirão processamento adicional.
 Dica:
Dica:Não poupe tempo para configurar os suportes, você o salvará durante o pós-processamento e a impressão parecerá mais limpa. Se o modelo for grande, geralmente vale a pena cortá-lo em partes para reduzir o número de suportes. As costuras após a colagem são mais fáceis de processar do que vestígios de muitos suportes em toda a área de impressão.

Configurações
Cortadores modernos suportam configurações avançadas de suporte. Ao configurar, preste atenção ao seu número e ponto de contato entre o suporte e o modelo, esses dois valores devem ser o mais baixo possível.
A localização dos suportes também é importante: não deixe o local de contato com o modelo em locais de difícil acesso, se isso puder ser evitado. Lembre-se de que um modelo imprimível pode ser girado ou dividido em partes.
Química
Vamos falar um pouco sobre as maravilhas da química moderna. Para o pós-processamento, vários solventes são usados, dependendo do material e dos suportes do modelo.

O uso de
diclorometano e acetona ajuda na colagem de peças e no
polimento químico .
Colagem

Para colar peças de modelos grandes ou complexos, você pode usar adesivos domésticos que criam seu próprio filme adesivo na superfície, além de solventes.
O segundo é preferível se a conexão mais forte for necessária.
Os solventes mais comuns usados no processamento e colagem de plásticos são diclorometano e acetona.
 Importante:
Importante:Trabalhe com qualquer cola, solventes e revestimentos em áreas bem ventiladas, em luvas e óculos de proteção. A inalação dessas substâncias e sua aplicação na pele ou nas mucosas não trará benefícios à saúde.

A acetona é frequentemente usada para processar o plástico ABS, pois o amacia e dissolve mais lentamente do que o diclorometano, o que torna o processamento com mais precisão. É utilizado tanto para colagem quanto para tratamento de superfície, aplicado com pincel ou colocando a peça em um "
banho de acetona ".

O diclorometano é preferível para ligação, ele age mais rapidamente. Ao colar com um solvente, basta cobri-los com superfícies coladas e pressioná-los um contra o outro com força.


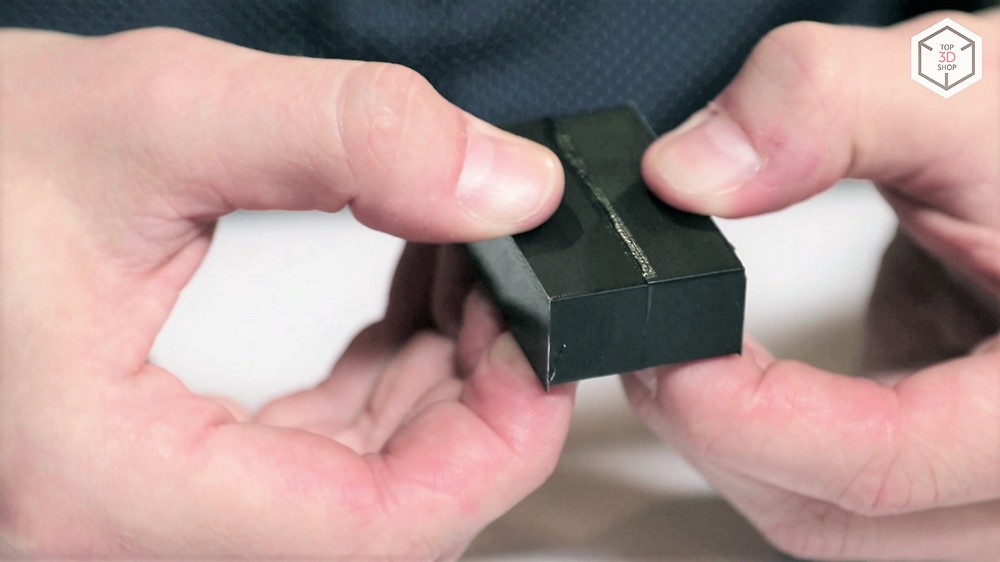
A costura resultante é removida durante o processamento posterior, após lixar e escorvar não será visível.
Dissolvendo suportes
O HIPS é frequentemente usado para criar suportes solúveis ao imprimir modelos em
ABS . Este plástico é dissolvido pelo
limoneno , que não reage com o ABS, o que torna essa combinação ideal.
Quase perfeito. Há duas desvantagens: o custo do limoneno e seu cheiro pungente de citros, dos quais alguns podem não gostar.
Moagem e polimento

Moagem
A maneira mais fácil de processar: pegue uma lixa e apague a camada superior do modelo. Com uma certa habilidade, você pode conseguir uma superfície muito plana.

Se você exagerar, pode limpar um buraco no produto se a espessura da parede for muito pequena. Esse método de processamento é mais adequado para o ABS do que, por exemplo, para o PLA, pois o PLA já começa a amolecer a 60 ° C. Portanto, se você estiver lixando PLA, faça isso devagar e com cuidado para que o plástico não role sob a lixa.

O processo é bastante sujo, é melhor fazê-lo de óculos e máscara, pois uma suspensão plástica permanece no ar, o que é desagradável e prejudicial para a respiração.
Para lidar com locais difíceis, você pode usar uma broca com vários bicos.


Polimento
O polimento mecânico, em geral, não é muito diferente da retificação, é produzido pela menor lixa e um pano com pasta de polimento.

Se a usinagem for realizada após o tratamento químico, é necessário aguardar antes que o solvente tenha evaporado completamente e a superfície tenha endurecido.

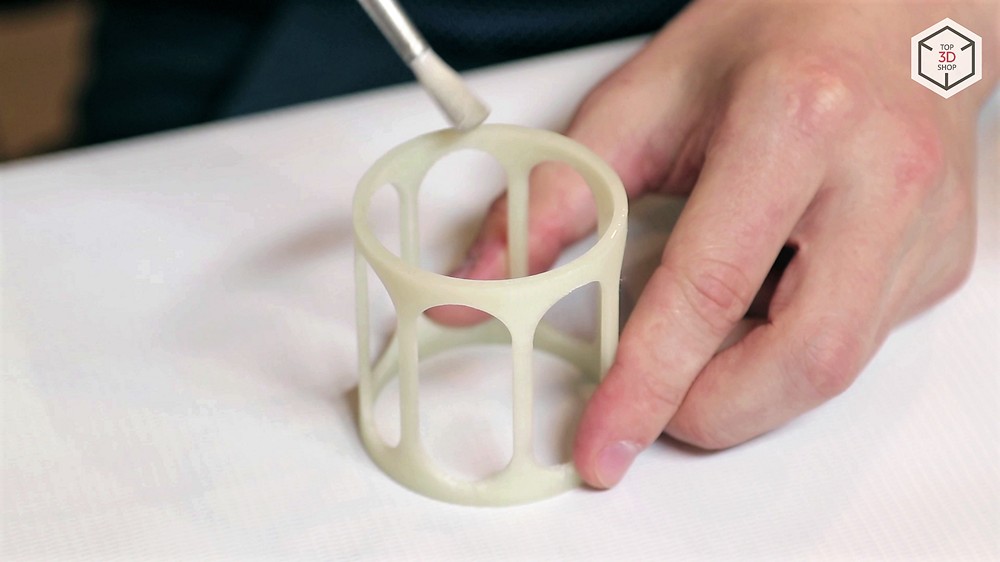
O polimento químico é feito nivelando a superfície dissolvendo a camada superior. O solvente é aplicado com pincel, aerossol ou colocando a peça em uma
caixa fechada cheia de vapor de solvente.
Primer
Um primer de pré-pintura é aplicado quando a superfície do modelo já está lisa e serve para preencher recessos microscópicos e melhorar a adesão da tinta à superfície do objeto. Solo para isso usamos
aerossol , é barato e fácil de manusear. Para grandes volumes, é melhor usar um aerógrafo.

 O primer de correção
O primer de correção é mais resistente, foi projetado para corrigir falhas do modelo, erros de impressão, suavizar irregularidades ou costuras pouco lixadas.

Para isso, você pode usar a massa de látex usual e, novamente, o solo. O processo é bastante simples: cobrimos tudo o que não gostamos, esperamos que ele seque, retificamos e polimos.

Se o resultado não for adequado, repita.
Tingimento
Prosseguiremos para esse estágio somente quando a textura desejada da superfície for alcançada completamente, não houver costuras e falhas não planejadas que se tornarão ainda mais visíveis após a pintura.
Antes de pintar, bem como antes do primer de pré-pintura, verifique se não há poeira e outras impurezas na superfície. Não se esqueça do equipamento de proteção.

A execução desses procedimentos simples proporcionará às impressões uma superfície de alta qualidade que encantará você e seus clientes.

Compre
materiais e reagentes para pós-processamento na Top 3D Shop - selecionaremos o kit necessário para qualquer processo técnico, organizaremos e entregaremos rapidamente.
Você pode aprender mais sobre impressão 3D em nossas
oficinas : cada comprador de impressora tem o direito de assistir à aula master de graça, pois o restante custará 2000 rublos.
No dia 21 de setembro, a master class é gratuita para todos na conferência de exposições “
Top 3D Expo. Educação Digital 2018 ”, a visita em si também é gratuita, mas requer pré-
inscrição no site. O número de vagas é limitado, tem tempo para se inscrever.
Até breve!
Quer notícias mais interessantes do mundo da tecnologia 3D?
Inscreva-se no social. redes:


