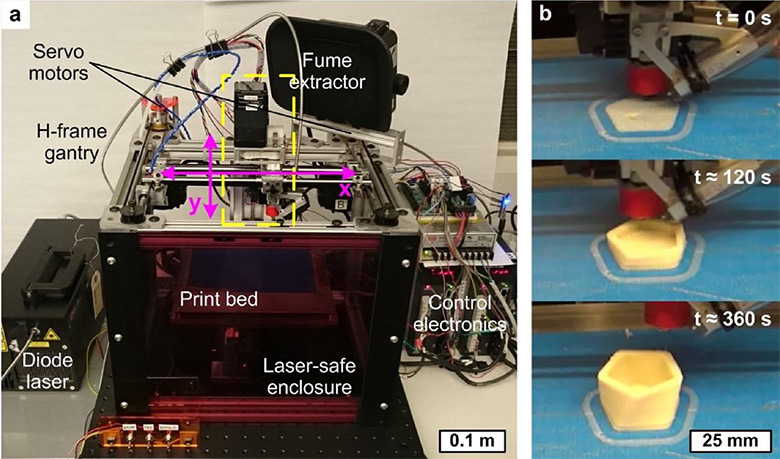
 左:可见工作区为185×125×200 mm的FastFFF打印机,H型支撑架,用于连接打印头和控制电子设备的光纤电缆。 右:120秒和360秒后,在打印由ABS塑料制成的螺旋杯时所拍的照片
左:可见工作区为185×125×200 mm的FastFFF打印机,H型支撑架,用于连接打印头和控制电子设备的光纤电缆。 右:120秒和360秒后,在打印由ABS塑料制成的螺旋杯时所拍的照片麻省理工学院(MIT)的工程师已经开发出一种
新的打印头设计 ,该
设计使用FDM / FFF方法进行3D打印,即熔融沉积建模。 他们使用传统的“螺旋”进给网纹线来代替传统的砂轮。 这增加了与线的接触面积,因此,加热速率,挤出力和印刷速度大大提高。
FDM / FFF是低成本台式机3D打印机中最常用的打印方法。 十倍的打印加速功能使您可以在一个小时内而不是一个小时内就打印出小的塑料零件(请参见上图)。 组装好的原型机的速度为127cm³/ h,比市售FDM打印机快约7倍。 最大挤出速率(282cm³/ h)约为其最大挤出速率的14倍。 在现代传统的3D打印机中,速度通常不超过20cm³/ h,这确实很慢。
使用FDM / FFF方法的现有3D打印技术在最大打印速度方面存在许多内置限制-这些限制是打印头在支撑框架上的移动速度,挤压力和较薄腔室的长度的限制。 麻省理工学院的工程师们通过专门设计的挤出机,激光加热的细丝稀释剂和带有两个伺服电机的H形支撑架,克服了这些限制。 这使得可以分别增加挤出力,细丝的加热速率和打印头的移动速度。
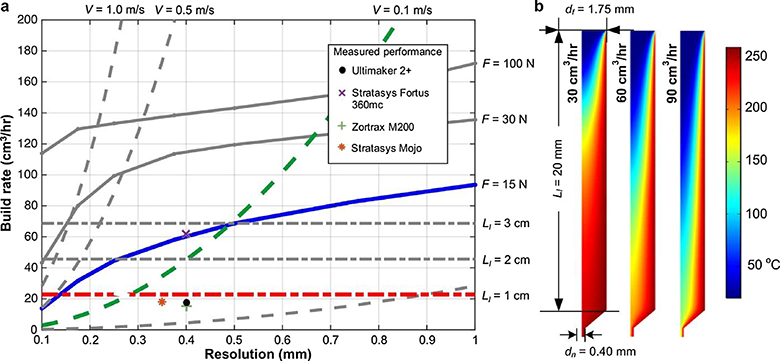 在不同的打印机型号中,通过分层沉积方法的打印速度取决于打印分辨率,并受打印头在支撑框架上的移动速度,挤压力和较薄腔室长度的限制。 所有三个限制曲线下的总面积对应于系统理论上可能的速度。 这些图标显示了四台商用3D打印机的性能。 右侧显示了温度通过导热材料的渗透,该导热材料没有时间以高进给速率加热
在不同的打印机型号中,通过分层沉积方法的打印速度取决于打印分辨率,并受打印头在支撑框架上的移动速度,挤压力和较薄腔室长度的限制。 所有三个限制曲线下的总面积对应于系统理论上可能的速度。 这些图标显示了四台商用3D打印机的性能。 右侧显示了温度通过导热材料的渗透,该导热材料没有时间以高进给速率加热挤出和加热机构放置在紧凑的打印头中,该打印头接收带纹理的塑料丝,并在打印之前快速加热材料。
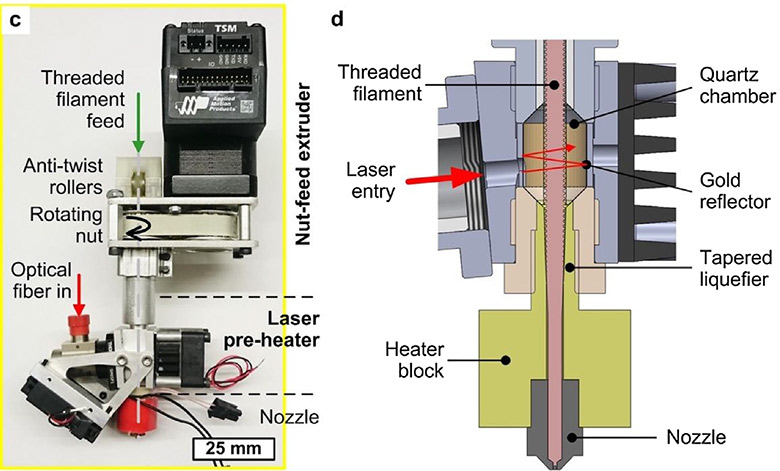 左:带有进纸器和工作部件激光加热器的打印头的照片(热端)。 右:生产部分的截面模型。 此处显示了激光如何与灯丝相互作用,穿过内部由反射金箔覆盖的石英腔。 激光加热室之后,线进入接触加热室
左:带有进纸器和工作部件激光加热器的打印头的照片(热端)。 右:生产部分的截面模型。 此处显示了激光如何与灯丝相互作用,穿过内部由反射金箔覆盖的石英腔。 激光加热室之后,线进入接触加热室打印速度取决于打印头的移动速度,而打印速度又取决于打印分辨率。 因此,无法同时获得最大速度和最大分辨率,因此您必须找到可以接受的折衷方案,同时牺牲这两个特性之一。
FastFFF开发人员认为,当在几分钟而不是一个小时内完成紧凑型零件的制造时,高速3D打印为使用该技术的新方法和新的商业模式打开了机遇。 基本加速度使我们有理由相信3D打印的使用范围将会扩大。 “如果我能在五到十分钟内(而不是一个小时内)或在大部分午餐时间(而不是第二天)内完成零件的原型制作,也许是托架或齿轮,那么我可以快速开发,创建和测试产品,” Anastasius John Hart
说 (Anastasios John Hart),制造与生产力实验室和机械合成小组副教授兼所长。 -如果我是修理工,并且在汽车上安装了快速的3D打印机,则只要找出故障原因,就可以打印定制零件进行维修。 无需去仓库寻找细节。” 这位教授提到在紧急救护车和远离文明的地区使用高速3D打印的可能性。
还有一种选择可以使所描述的技术适用于在高温下用热塑性塑料和需要高挤出力的复合材料进行印刷。
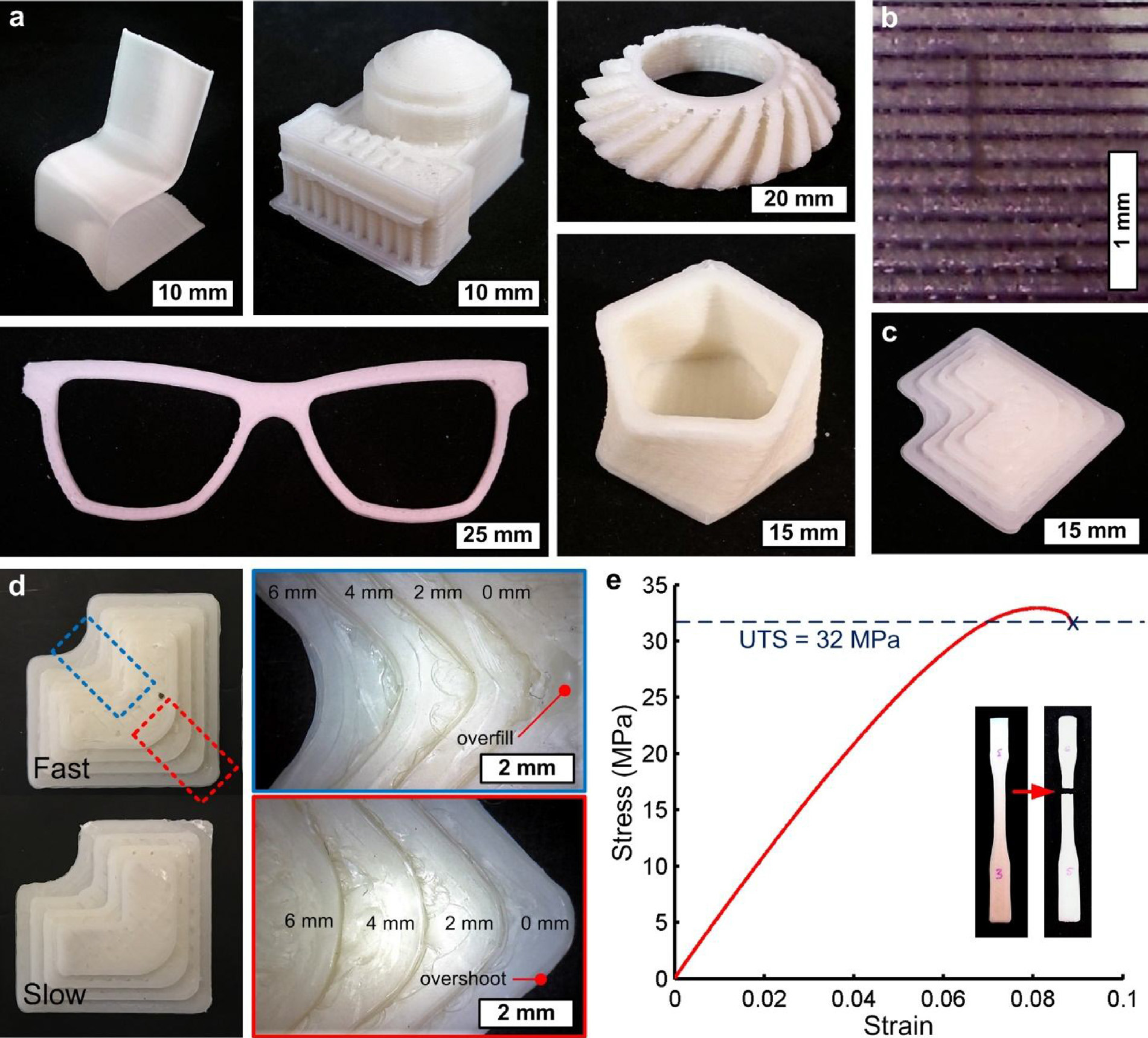
工程师通过打印各种形状的零件展示了新型3D打印机的功能(见下图)。 打印它们每个都花了几分钟。
该科学文章于2017年7月2日
发布在预印本网站arXiv.org(arXiv:1709.05918v1)上,并于2017年10月14日在《增材
制造》 (doi:10.1016 / j.addma.2017.10.016)中发表。