第一节相关性
当前,曲张静脉的血管内激光凝结(EVLK)是一种现代有效的曲张静脉治疗方法。 用于静脉曲张激光凝结的医疗设备的组成包括具有径向辐射输出(图1)的纤维仪器(纤维),辐射通过该仪器直接影响生物组织。 治疗的有效性和安全性取决于此工具的配置和处理质量。
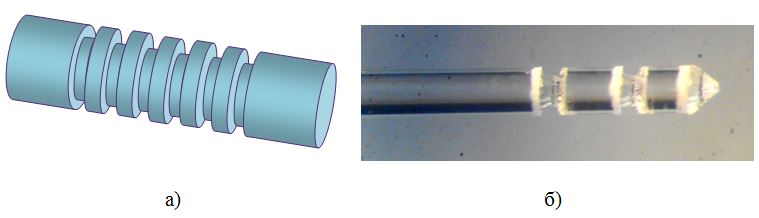 图1导光纤维的可能起伏:a)-工件模型,b)加工后工件的放大图
图1导光纤维的可能起伏:a)-工件模型,b)加工后工件的放大图为了通过激光辐射进行处理,将光纤安装在专用车床的凸轮盒中。 安装过程包括打底和紧固。 已安装工件的实际位置与要求的位置存在一定偏差-安装错误:
\开始{eqnarray}
\三角\ varepsilon_y&=&f(\三角\varepsilon_,\三角\varepsilon_),
\结束{eqnarray}
--
-基础误差,毫米;
--
-固定误差,毫米。
在批量生产过程中,已加工的光纤无需对齐即可安装。 在通常情况下,纤维的几何轴线与料筒的旋转轴线不一致,这在工件旋转期间导致跳动L。
当固定不同直径的加工纤维时的跳动测量的实验数据表明,其值可以达到250μm,这不允许用激光辐射对纤维进行加工以具有足够的实用性。 由于人员的复杂度高,耗时且主观的主观评估很高,因此消除通过调整卡盘钳口产生的跳动是不可接受的,因为机器操作者足以消除跳动。 因此,提出了紧迫的任务:开发一种原理,该原理为纤维加工期间的跳动提供补偿。
第2章安装说明
用于光纤激光加工的机器是一个电动工作台,提供光纤在三个纵向轴X,Y,K上的运动以及在轴向E和W上的旋转(图2)。
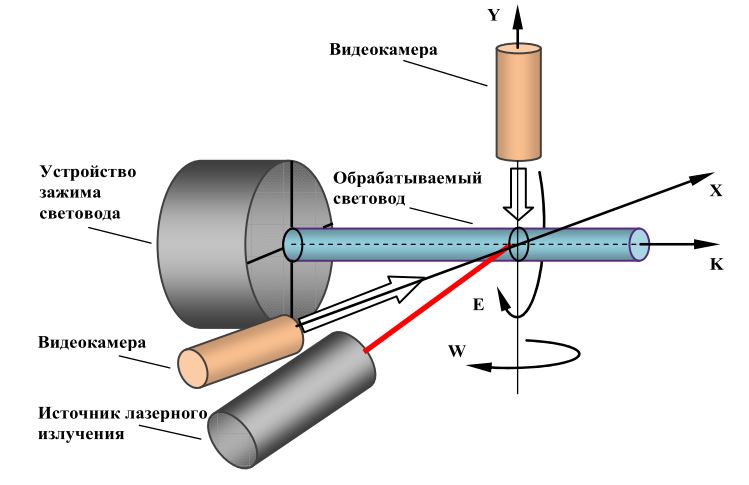 图 2-安装图的说明图
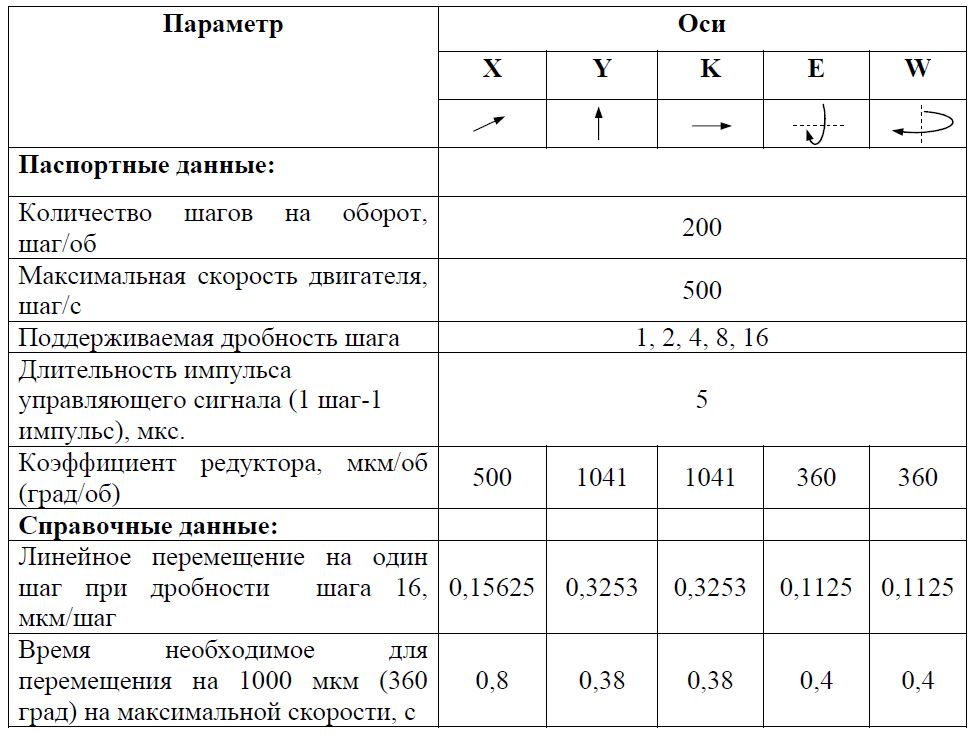
图 2-安装图的说明图沿X,Y,K轴的运动由蒸汽齿轮电动机沿E和W轴(电动机)提供。 该电动机是由本地控制器驱动器(Toshiba TB6600HG)控制的步进电动机。 驱动器输入信号是两个TTL电平信号,提供步进电机的方向和旋转速度。 旋转速度由矩形脉冲的重复率设定。 X,Y,K轴中的每个轴的发动机输出轴都牢固地连接到变速箱,变速箱在输入端的旋转运动类型改变为其输出端的平移。 沿X,Y,K轴的移动在两侧都受到端部传感器的限制。 每个轴上的位置控制系统均处于打开状态。 表中列出了轴驱动器的技术参数。 1。
标签 1-轴驱动器的技术参数
处理对象是直径为330μm的光纤,该光纤固定在夹紧装置-料筒中(图2)。 盒提供光纤的固定和旋转。
加工工具是波长为11微米的CO2激光器。
第三节节拍补偿
3.1问题陈述
夹紧工件时-机械卡盘中的纤维,其中心
相对于墨粉盒中心的偏移量-L-点
(坐标系的中心)。 此偏移量对每个灯具都有不同的含义。 旋转图4a时,光纤的中心
描述半径为L的圆-跳动量。 任务是减少心跳量。
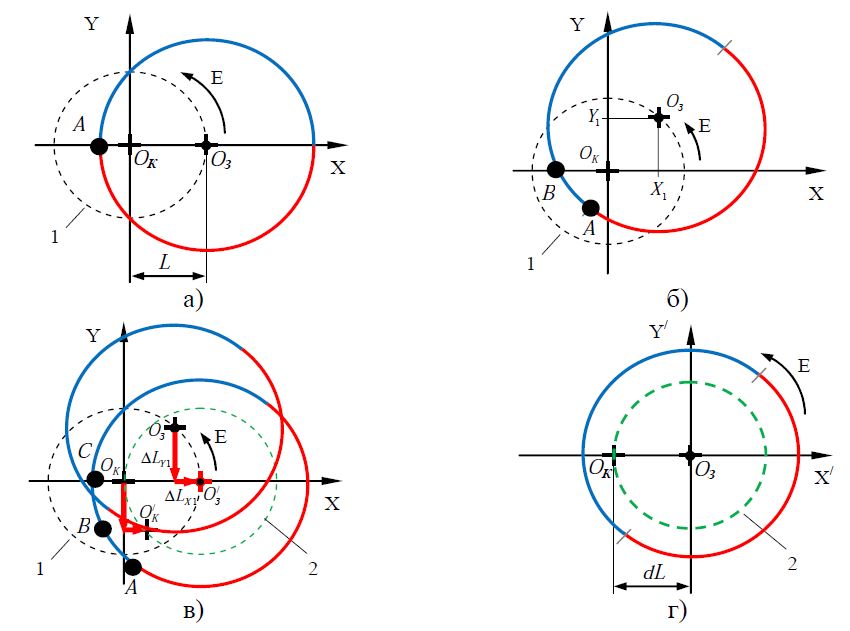 图 4-旋转过程中药筒轴线与固定光纤的相对位置:a)将样品固定在药筒中时的跳动量; b)发动机一步将滤芯旋转45度; c)对药筒轴线的位置进行修正修正; g)药筒的轴线相对于光纤的固定轴线的运动,并补偿了发动机的每一步。
图 4-旋转过程中药筒轴线与固定光纤的相对位置:a)将样品固定在药筒中时的跳动量; b)发动机一步将滤芯旋转45度; c)对药筒轴线的位置进行修正修正; g)药筒的轴线相对于光纤的固定轴线的运动,并补偿了发动机的每一步。3.2建议解决方案的原理
考虑光纤在平面中的运动
当它绕墨盒的轴线旋转时-点
。
假设在初始时间,工件的轴是一个点
激光束位于X轴上并具有坐标(L,0),激光束在点A处撞击光纤表面(图4a)。
为了清楚起见,以一定角度旋转墨盒
在发动机的一个步骤中(图4b)。 在这种情况下:
-点
获取坐标
;
-跳动值L在X和Y轴上的投影将取值
,
;
-激光束沿光纤表面移动到B点。
当旋转光纤以补偿跳动量时,我们将需要返回点坐标
到坐标(L,0)的起始位置。 为此,需要通过投影尺寸对沿着图4c的X和Y轴的盒点的位置进行校正校正。
,
。 这些校正校正是通过X,Y轴的步进电机进行的。
将再次具有原始坐标(L,0),并且激光束将撞击光纤表面的C点。
在随后的旋转过程中,将需要盒轴进行新的校正运动。 在这种情况下
墨盒的轴将绕圆2移动(图4d)。 圆2的半径的值等于跳动的L的量。通过该问题的解决方案,光纤的轴线相对于其轴线处于相对固定状态,并且卡盘的轴线围绕圆周移动,因此我们将考虑光纤在平面中的旋转
相对于点
为此移动坐标系(图4d)。
3.3拟议解决方案的数学论证
考虑的跳动补偿原理假设存在已知的校正运动值
,
导光板旋转期间,步进电机每(i + 1)步的墨粉盒(跳动增量)。 为了确定它们,我们考虑图5。
 图 5-光纤在逆时针方向(正方向)相对于盒轴的旋转过程中的投影值
图 5-光纤在逆时针方向(正方向)相对于盒轴的旋转过程中的投影值在步进电机的下一个步骤中,由于跳动L,旋转轴E会收到增量:

坐标在哪里
由位移几何确定(图5):


增量变化的图形视图
对于每个i步,在逆时针旋转时(E = 4中的步分数),跳动为50μm,如图6所示。
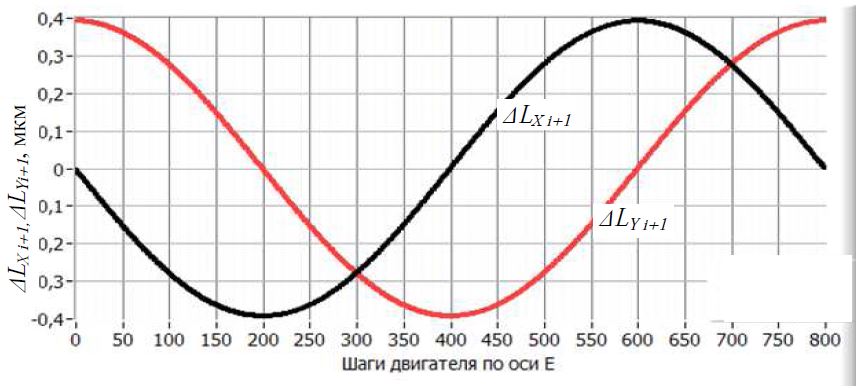 图 6-当殴打50微米时,当光纤逆时针旋转360度(沿着E = 4的步分数)时,由殴打引起的发动机沿X和Y轴每一步的投影值(位移)的变化。
图 6-当殴打50微米时,当光纤逆时针旋转360度(沿着E = 4的步分数)时,由殴打引起的发动机沿X和Y轴每一步的投影值(位移)的变化。在没有补偿的情况下,数值积分为相应的初始条件下的表达式
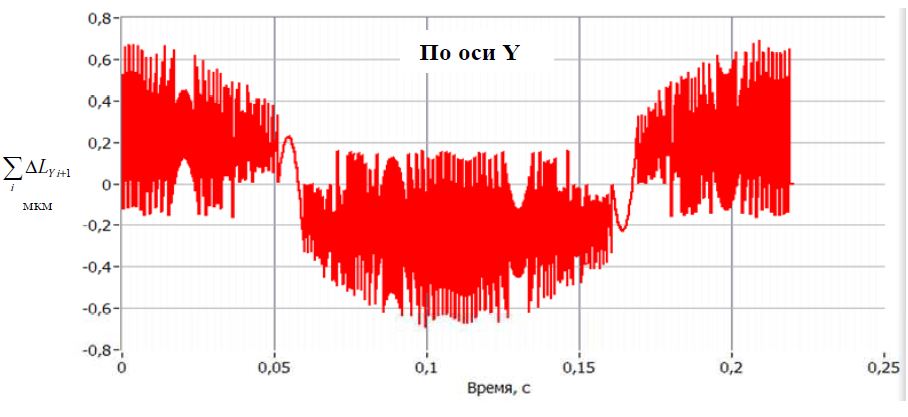
将在图7的轴上给出当前投影
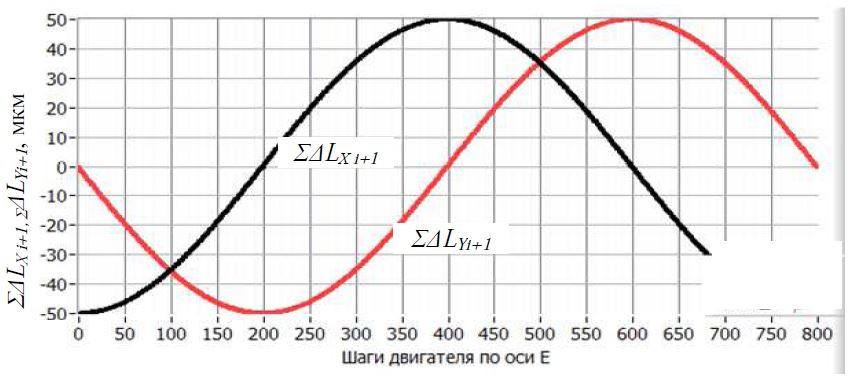 图 7-当当拍打L = 50μm时,当光纤逆时针旋转360度(E = 4中的步数分数)时,由于拍打,发动机沿X和Y轴每一步的位移的当前投影。
图 7-当当拍打L = 50μm时,当光纤逆时针旋转360度(E = 4中的步数分数)时,由于拍打,发动机沿X和Y轴每一步的位移的当前投影。在旋转过程中,随着跳动量的累积超过控制动作的幅度,必须对其进行补偿。 这反映了以下情况:

在哪里
-引擎一步在X轴上的线性位移值:
-在发动机一步中沿Y轴的线性位移量。
可以修改条件(4),以获得较小的跳动补偿误差。
在存在补偿脉冲的情况下,总位移
,
减少-图8。
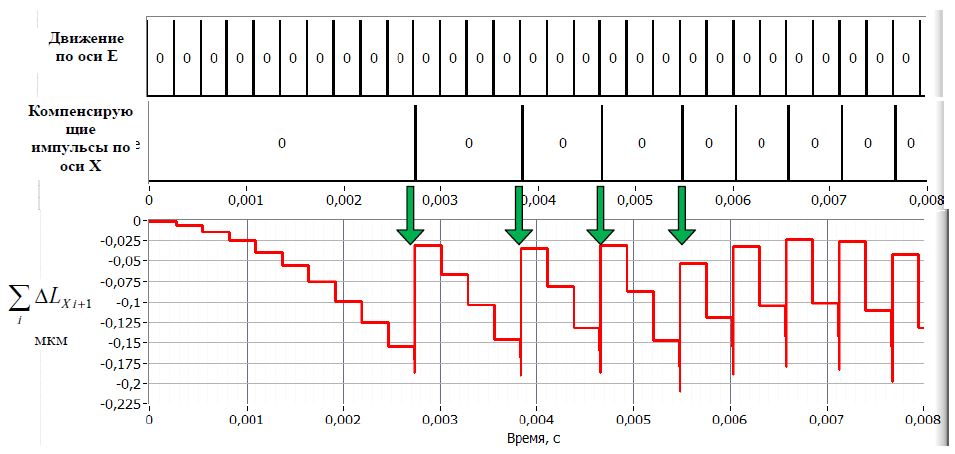 图 8-
图 8-更改位移量
在补偿跳动的同时沿E轴旋转时沿X轴沿X轴移动。 跳动L = 50μm,初始角度
= 0。
3.4有效性评估
开启时拍频补偿过程的一般图片,L = 50μm
提出的原理在图5中给出。 9。
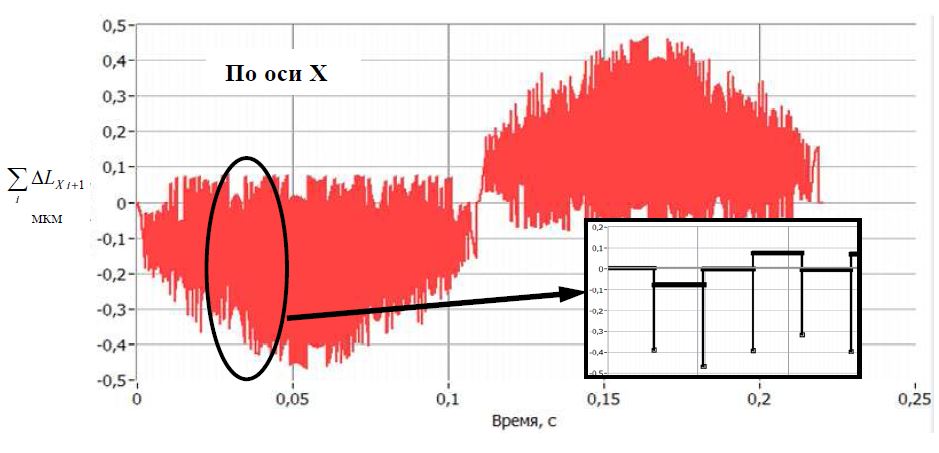
a)
b)
图 9-光纤每旋转一圈补偿跳动L = 50μm时沿轴的位移值:a)X轴,b)Y轴建议通过等于补偿过程中沿轴的最大位移与表2跳动值之比的系数来评估拍频补偿的效率。
标签 2-节拍补偿效率
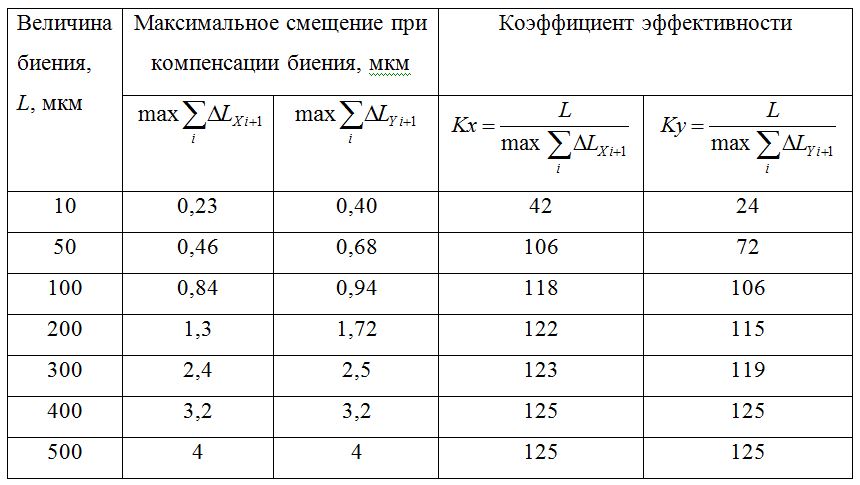
估计的最大偏移量
,
对于所显示的拍频值和具有拍频补偿原理的设备的实际操作,表明可以使用具有足够实用精度的激光辐射对光纤施加浮雕。
应该注意的是,当用激光辐射处理光纤以补偿偏心时,光纤相对于其轴线旋转一圈的时间将取决于偏心量,并且每次处理都不同。 例如,以50微米的跳动,完成一整圈的时间:
-无跳动补偿:400毫秒;
-具有节拍补偿:560毫秒。
调整激光辐射的功率时必须考虑到这一事实。
第4节跳动的确定
为了实现所提出的拍子补偿原理,必须知道它的值-L。建议确定视频监视系统(图1中的摄像机1)的拍子量。 在图。 10.示意性地示出了来自摄像机的视频表格。
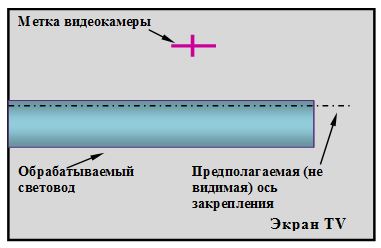 图 10-固定光纤在监视器屏幕上的任意位置
图 10-固定光纤在监视器屏幕上的任意位置要确定跳动值,必须按指示的顺序执行以下步骤:
- 旋转光纤(E轴)使其最大程度地接近屏幕上的标记(图11a);
- 沿X轴的坐标移动光纤,直到其与标记对齐(图11b);
- 旋转纤维 (图11c);
- 记住行进距离R(计算步进电机的运动脉冲数),使纤维沿着X轴的坐标运动以与标记对齐。 11克;
- 计算跳动值L = R / 2。
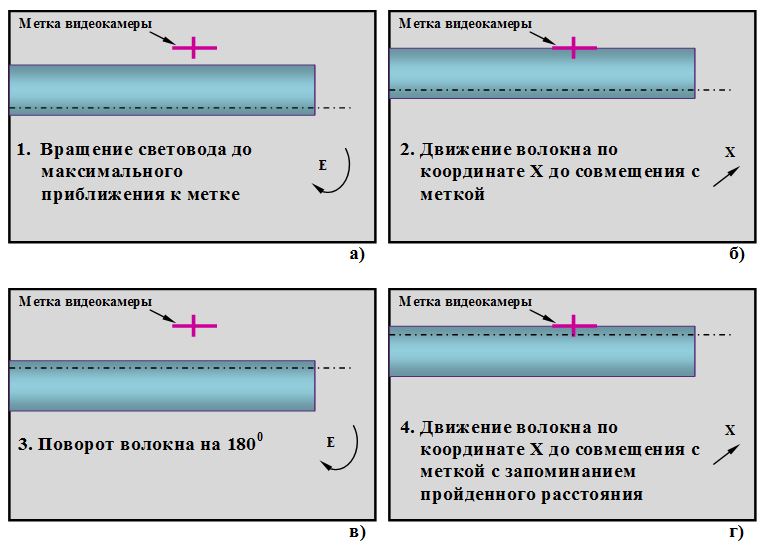 图 11-确定光纤跳动量的阶段
图 11-确定光纤跳动量的阶段第五节结论
拟议的跳动补偿原理已在National Instruments LabVIEW软件平台上实施,已经过测试,实施并显示了其有效性(图12)。
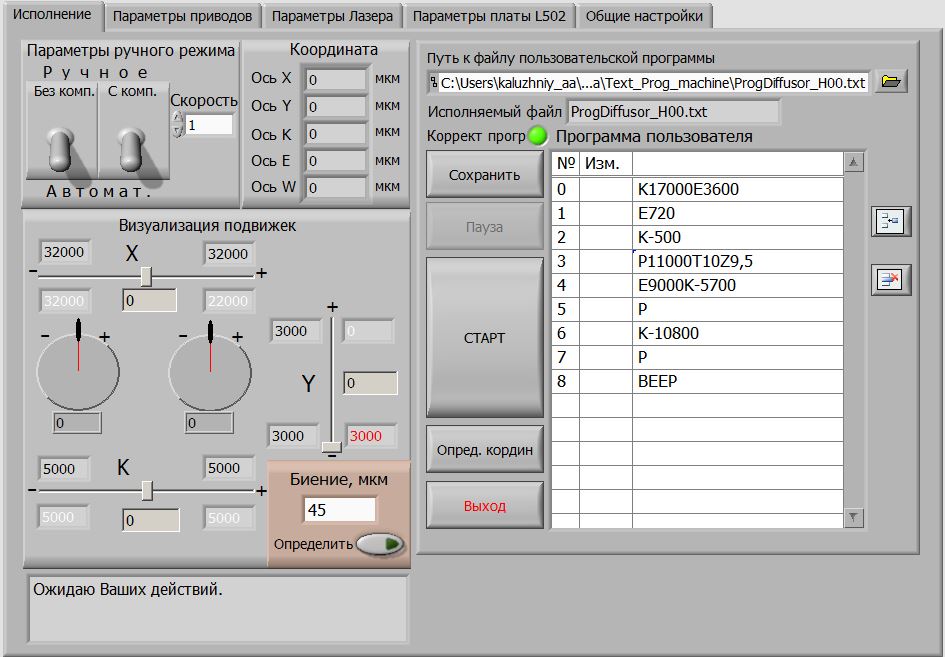 图 12-程序的前面板
图 12-程序的前面板