祝大家有美好的一天 !
3Dtool公司与
您合作 。 今天,我们将从白袍中获得一些经验,并与您分享。 也许有人已经练习过这种技巧,但也许对某人有用。
将任务设置为在
Hercules Strong 17 3D打印机上打印直径为
9.5 mm的汽车圆盘,直径为
0.3 mm的喷嘴,
ABS和
PLA塑料之后,即可进行打印。
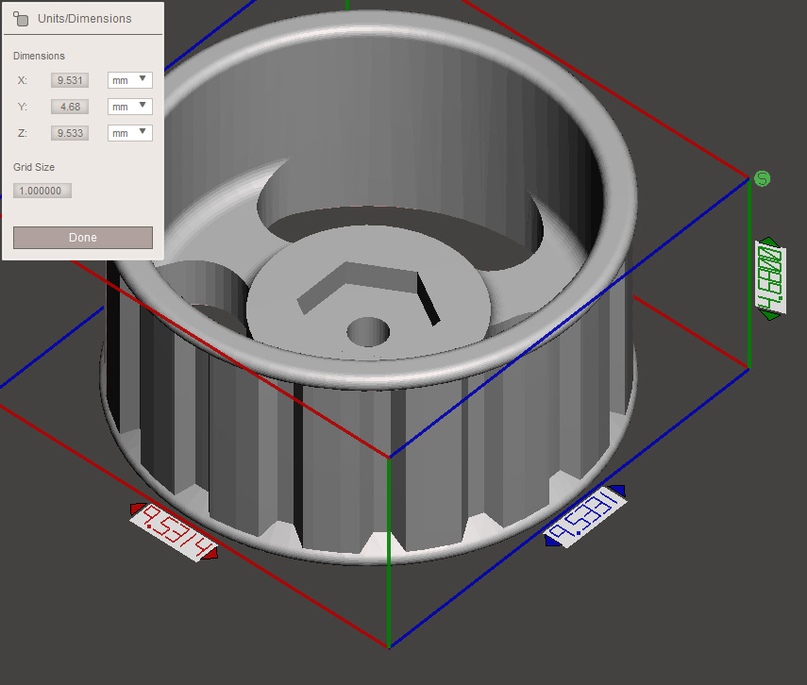
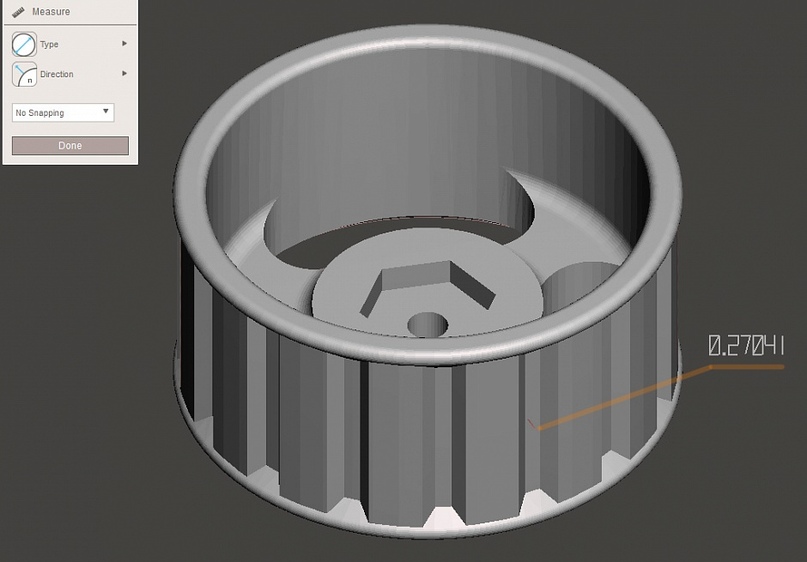
我能想到的是,我们迅速缩放了已经流行的车轮,该车轮已经看到了阿姆斯特丹的大雨并收到了非常意外的参数。 壁厚为
0.27041毫米 ,这略小于打印机上安装的喷嘴直径,因此...“糟糕”。
决定仅将喷嘴更改为
0.2是w夫。
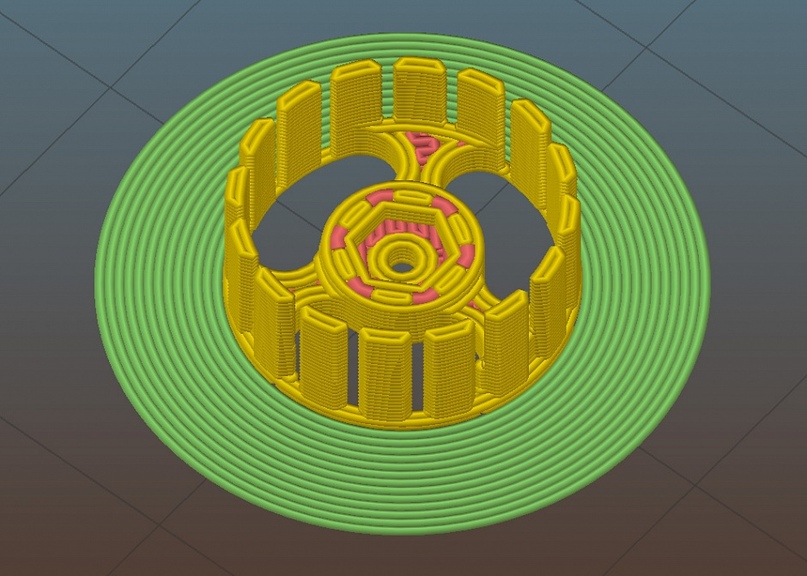
如果我们在标准设置下计算直径为
0.3 mm的喷嘴的代码,
则会得到以下结果
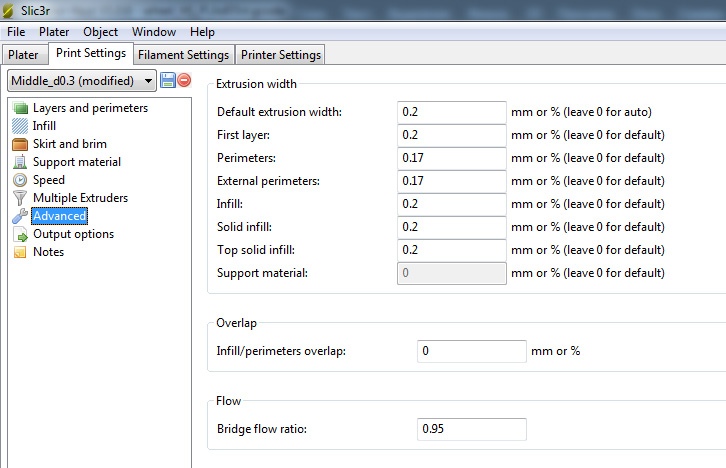
-Slic3r没有注意到在停止点处壁的厚度小于挤出宽度的壁。
作为普通专家,首先想到的是更改拉伸的宽度。 改变
0.2毫米 。
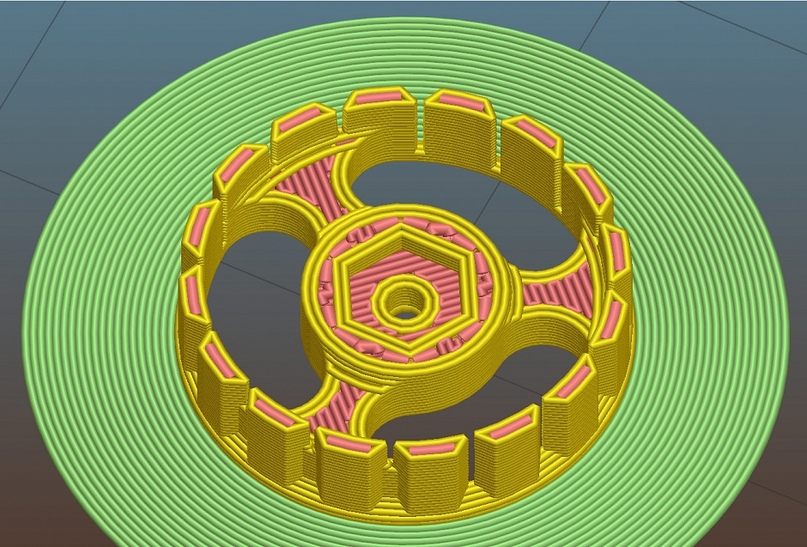
它说是的,一磅的毫无价值,一克的结果。 犯罪就此开始了:我们将在周长上将挤压宽度更改为
0.17 mm 。
在那些有空隙的地方,
Slic3r (作为守法的未成年人)沿着墙壁的一个边界铺设。
重叠参数
被禁用。 激活此参数可以使周界和填充物更紧密地焊接在一起,这是由于
Slic3r为挤出宽度增加了更多的塑料(取决于
重叠部分中设置的值)。 一切都紧紧围绕着我们+
50微米的层,如果激活
重叠 ,则会产生溢出。
 温度范围
温度范围打印此类琐事时,挤出机始终位于零件上方。 较低的挤压宽度值不允许将速度提高超过
15-20 mm / s ,以避免挤压断裂和“奶酪孔”。 因此,可能会使零件过热。 没有人想从桌子上刮掉液体。 因此,我们将挤出机的温度降低到
185-190度 (PLA BF),将鼓风机的功率设置为
80% 。
对于
ABS 。 我们将温度降低到
210度 ,打开气流
5% 。
结果讲这些天真,并且您相信上面的所有故事,而没有显示印刷部分,这会很天真。 让我们看一下结果。

