美好的一天!
与往常一样,我们的客户会为我们提供有关文章的想法。 今天我们将打印一个鸡蛋。 使用他的示例,我们测试了
Slic3r的内置功能,出于某种原因,很少有人提到。
鸡蛋需要打印起来不简单,但要牢固,并且塑料消耗最少且要快速。
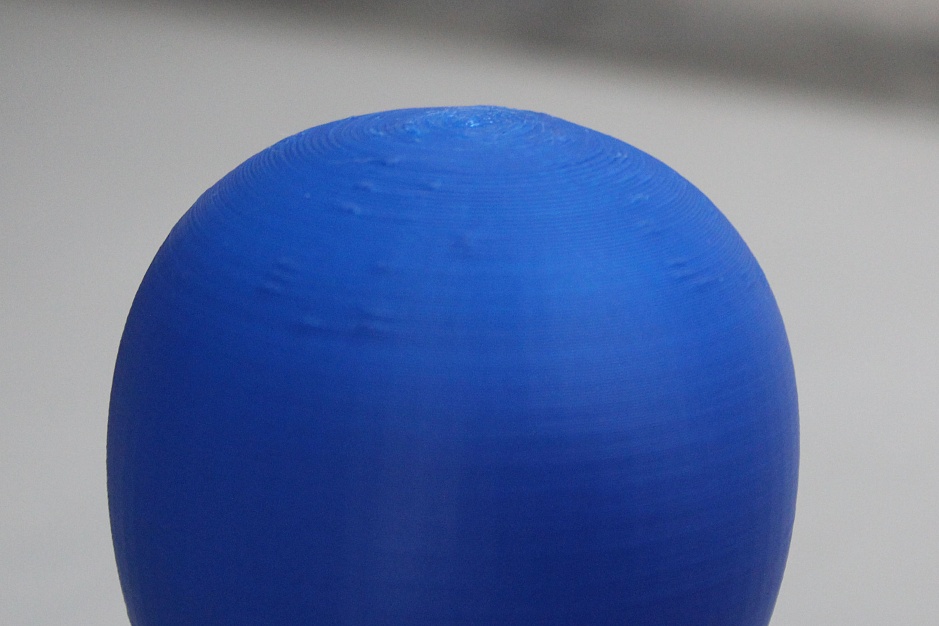
随后将通过顶部的挂钩将其悬挂在天花板上。 鸡蛋的底部将是鸡蛋的前部,然后是钩子(吃水),因为它会高高挂起,而顶部则看不见。 您可以打印整个鸡蛋,并向下滚动带有底部的支撑架,但是打印和卸下支撑架会花费一些时间。
为了完成此任务,我们选择了
3D打印机Hercules 2018-这是一台非常通用的3D打印机,因为它可以使用各种塑料进行打印并且具有大型工作相机。
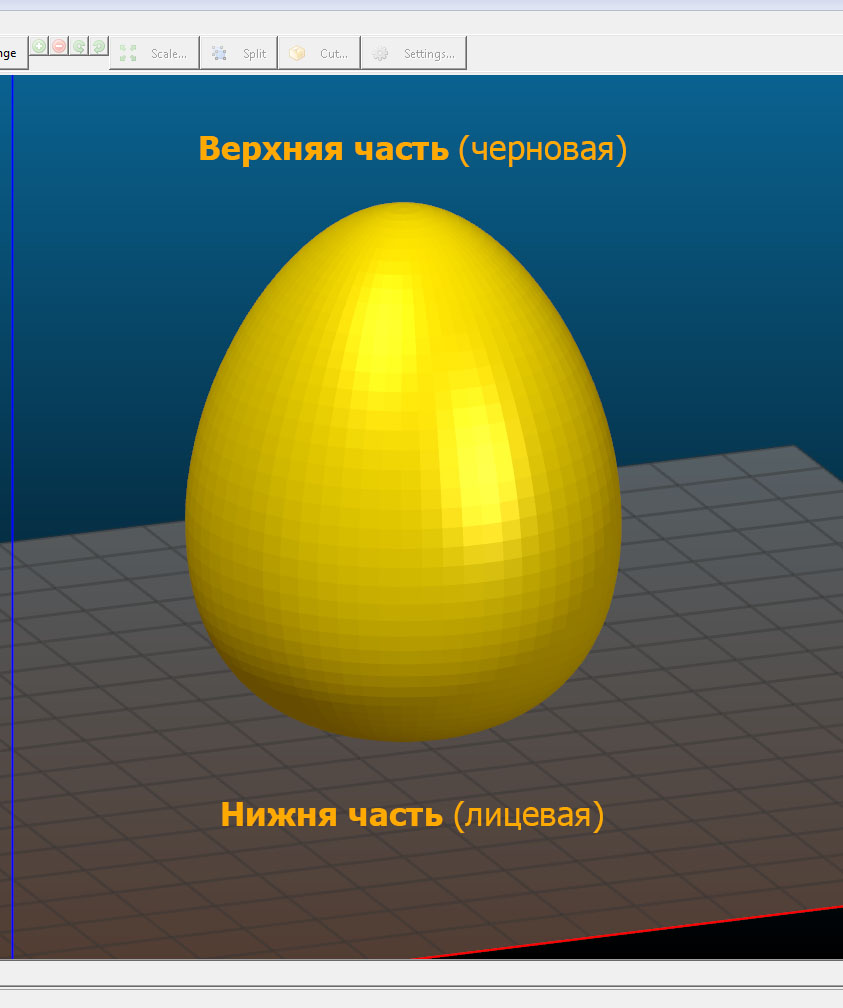
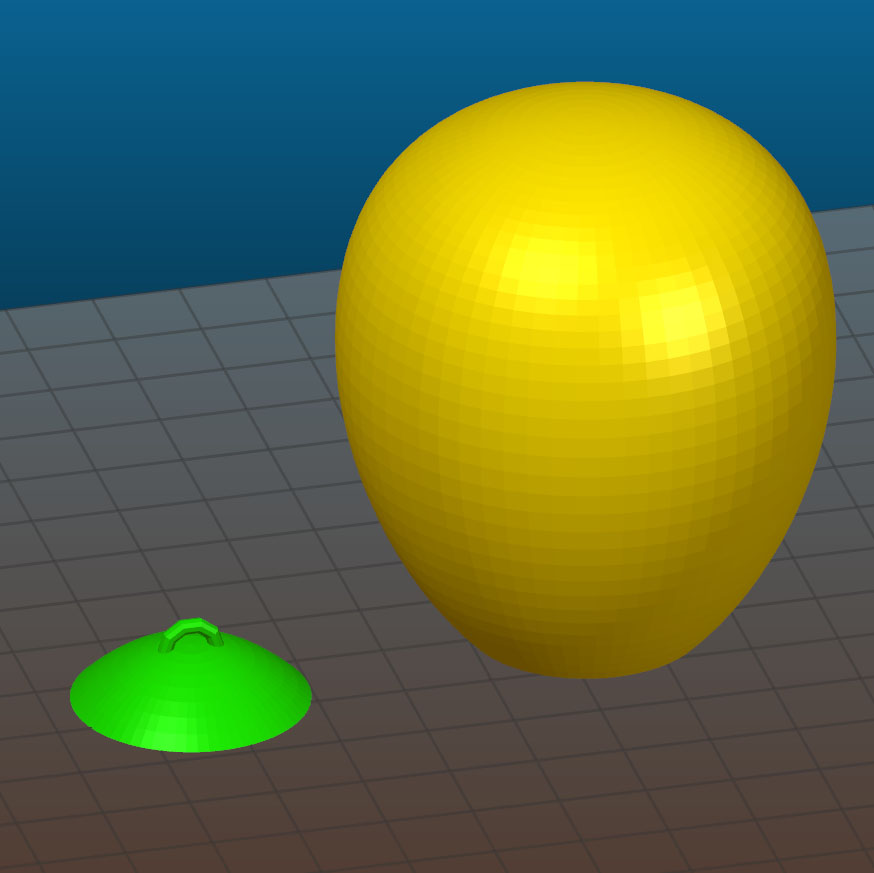
因此,将鸡蛋切成两部分,同时在顶部添加一个环。 印刷后,我们将在顶部用二氯乙烷胶粘。
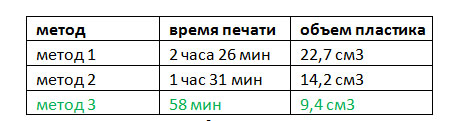
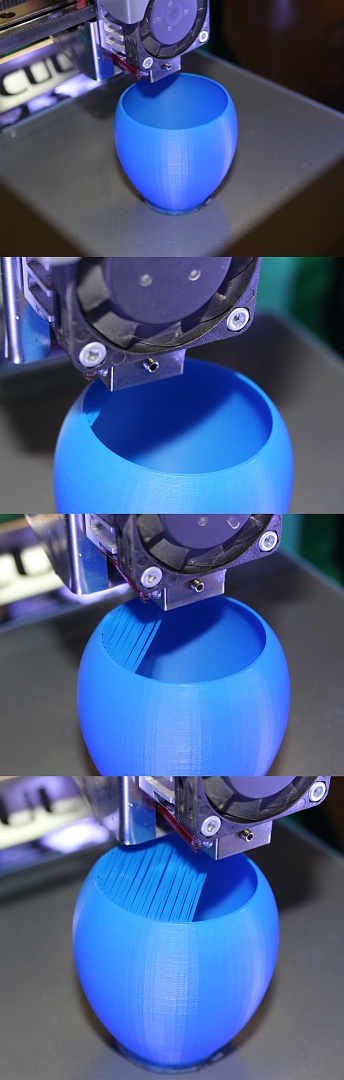
现在,您需要确定打印模式。 在标准的0.5喷嘴模式下,循环部分的打印没有问题,因此我们将为大“半”模式选择模式。 打印的复杂性在于以下事实:首先,如果您不填充就打印鸡蛋,则在墙壁的上部在某个点上没有任何东西可以抓住,它们会开始掉落并打孔。 其次,为了提高表面质量,需要减小蛋的上部的层高,该高度在周长的倾斜角开始迅速减小的地方。


让我们从不使用手鼓的常规设置开始。
由于模型的墙壁应该平坦,没有加速度引起的波动,因此我们不会以过高的速度打印。 速度不超过50毫米/秒。
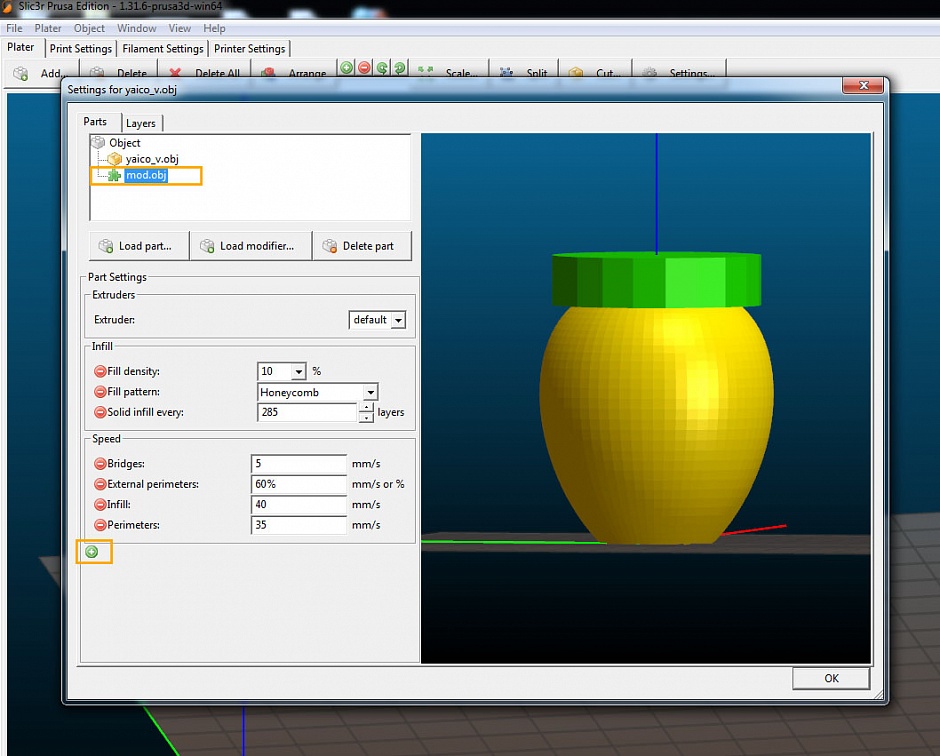
方法1 -PLA,0.5喷嘴,2周长,10%覆盖率,层高0.2mm-0.1mm。 速度为50毫米/秒,填充物上的挤压宽度减小到0.35毫米,因为在这种情况下填充物仅用于支撑上部壁,在上部壁上以一定角度印刷。 印刷时间2h 26m,塑料量22.7 cm3。
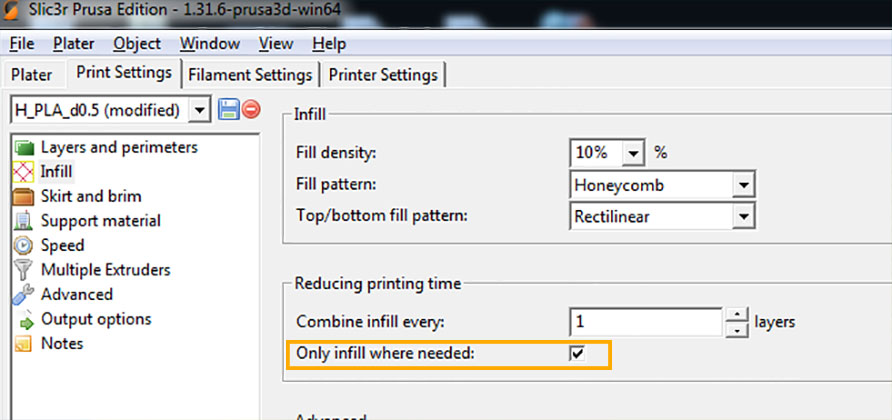
方法 2-0.5喷嘴,2个周长,仅在需要时填充10%...速度50 mm / s,填充上的挤出宽度减小到0.35 mm,层高0.2mm-0.1mm。 印刷时间1h 31m,塑料量14.2 cm3。
 方法3-
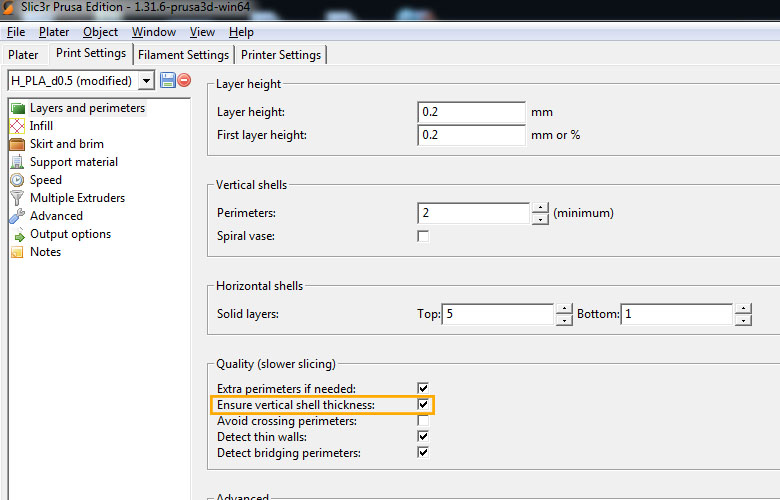
方法3-使用新的slic3r(Slic3r Prusa版)版本中内置的“确保垂直外壳厚度”功能(0.5mm喷嘴,2个周长,无填充),使用“确保垂直外壳厚度”功能(slic3r在壁可能掉落的地方自动添加支撑周长),层高0.2mm-0.1mm,速度50mm / s。 印刷时间58分钟,塑料量9.4 cm3。
用于了解打印时间和塑料量之间关系的表格。
就塑料的印刷时间和数量而言,第三种选择适合我们。 我们尝试。
在这种情况下,“
确保垂直壳厚度 ”选项可以通过周长进行管理,但在墙壁上则是结节。
此外,靠近顶部时,手动模式的速度降低了20%,原因是周边打印的倾斜角度开始减小,并且以50mm / s的速度壁没有时间冻结和弯曲。
事实证明,为了使周长以一定角度印刷且顶部平坦的地方获得均匀的墙壁,我们需要降低速度,以便塑料有时间冷却并增加填充量,以便在倾斜表面上没有间隙。 我们不会降低速度,而不会为整个模型增加填充,这已经太多了。 为了降低某些图层上的速度并在必要时添加填充,我们将使用内置函数Slic3r-modifier。
修改器是用于指定模型特定部分设置的表面。 在下一篇文章中,我将详细介绍如何使用修饰符。
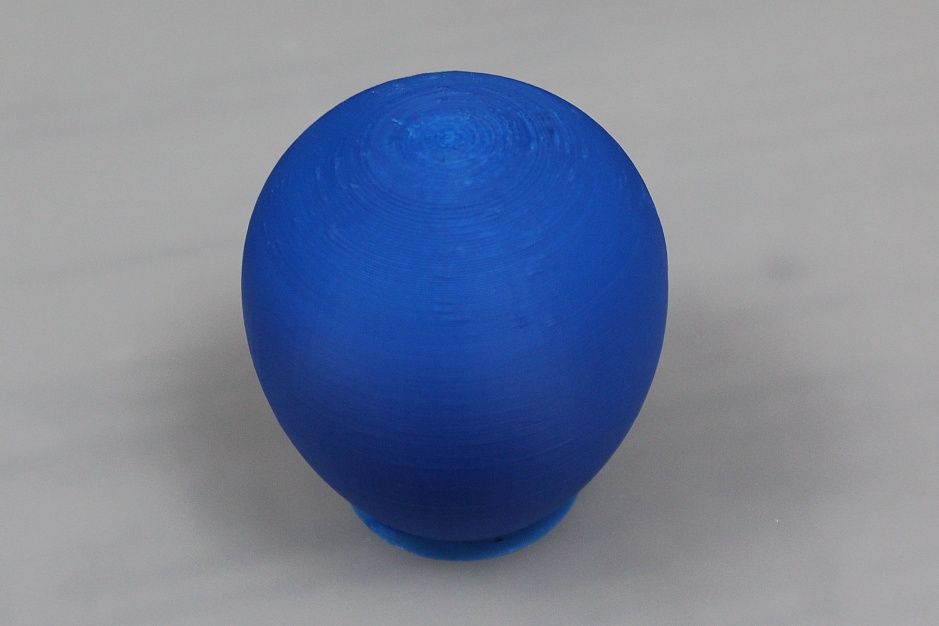
同时...双击我们的模型,出现“设置”窗口。 单击“加载修改器...”,然后加载先前模拟的曲面(我们有一个圆柱体)。

在模型与修改器相交的地方,模型的主要设置将与修改器的设置重叠。 要设置这些设置,您需要在窗口或列表中选择修改器(圆柱体),然后单击“ +”。
在我们的例子中,我们降低了周长的打印速度,添加了填充,并且在填充之前,打印了一个填充层(每隔一个固体填充),这样填充就可以保留下来了。 为了确定在哪一层上打印实心填充,首先我们生成一个代码,在RepetierHost中查看填充填充开始的层数,然后将上一层放到285。我们降低桥的打印速度,以便实心填充层在“空气”。
我们打印了。
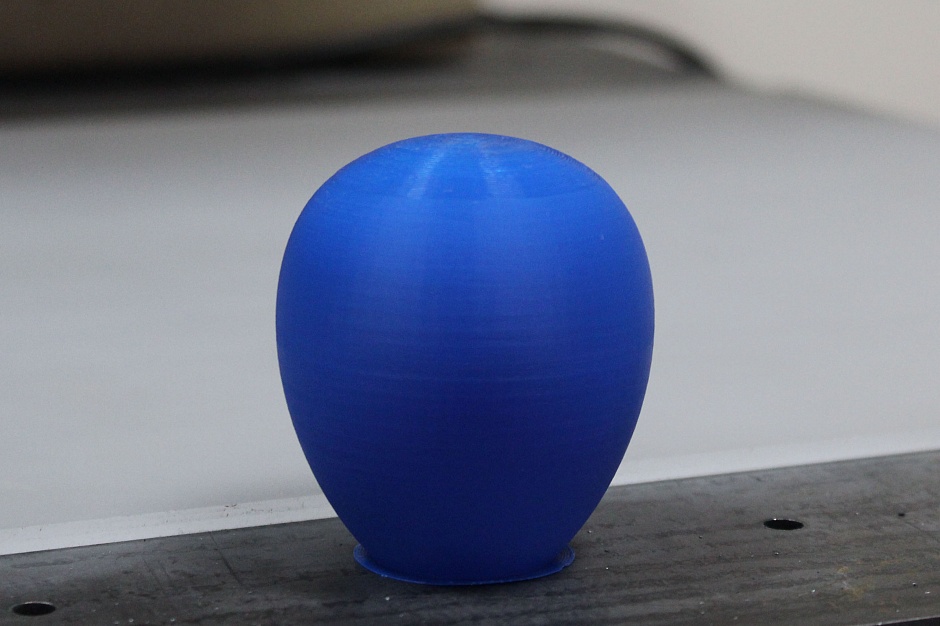

印刷时间1小时10分钟,塑料体积9.8 cm3。 由于打印速度的降低,塑料略有变色,但层比以前的版本更光滑,墙没有隆起,顶部没有空隙。

在所有时间选择,废塑料量和打印质量中,最后一种方法是使用改良剂。
以上所有都是我们认为有用的方法,可能对您有用。 如何打印取决于零件的复杂程度和所需的结果。
3D打印机目录:
https :
//3dtool.ru/category/3d-printery/不要忘记订阅我们的
YouTube频道(每周都会发布新视频)。
