祝您有美好的一天,
3Dtool ! 通常,在某些情况下,需要使用一台挤出机在3D打印机上打印几何形状复杂的零件,例如
Hercules Strong ,如果没有打印和没有
支撑架 ,就无法做到。 选项-在这篇文章的上下文中切成薄片并粘上胶将不予考虑。
我们的一位客户在零件的准备,印刷和后处理方面遇到了困难(见下文)。 图片上方是正面,内侧(第二张图片)上印有支架。
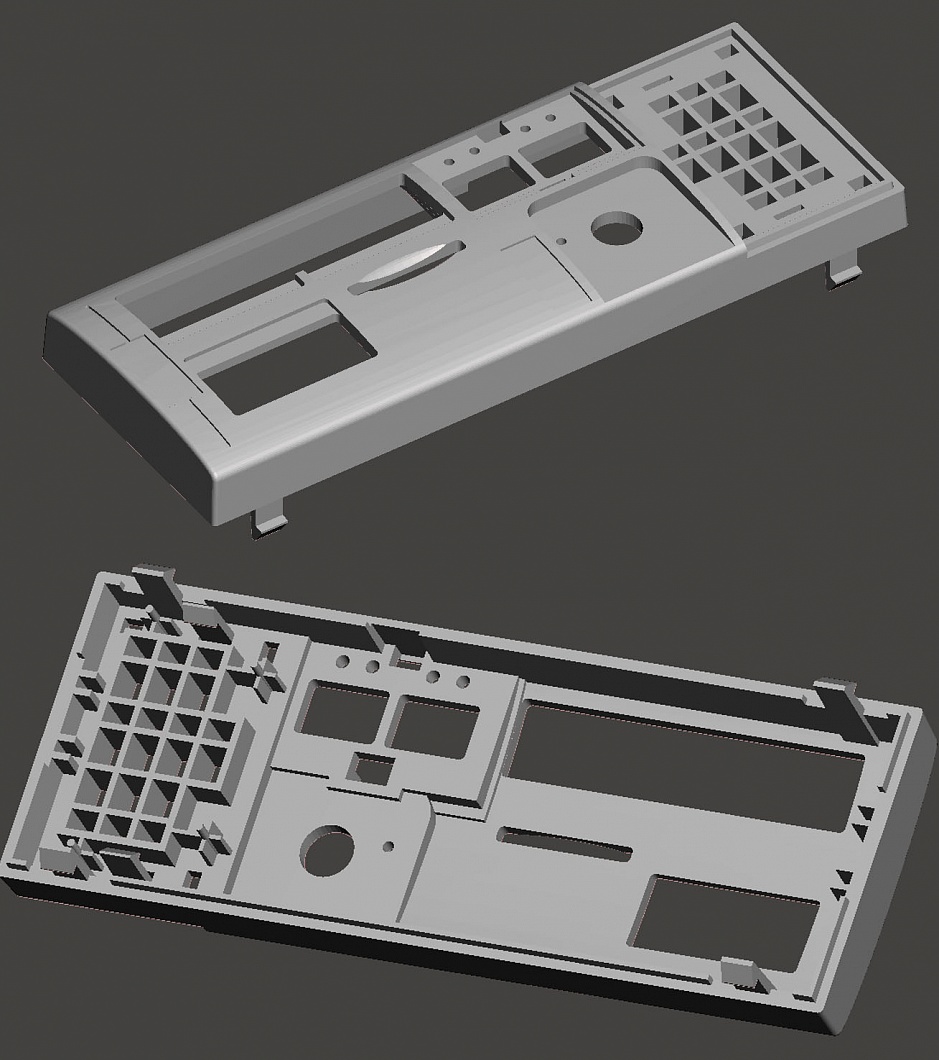
3D打印的复杂性在于以下事实:几乎不可能从零件的粗糙面移除支撑物,它们会被零件的一部分删除,或者零件的第一层会在支撑物上下垂并且无法均匀打印。
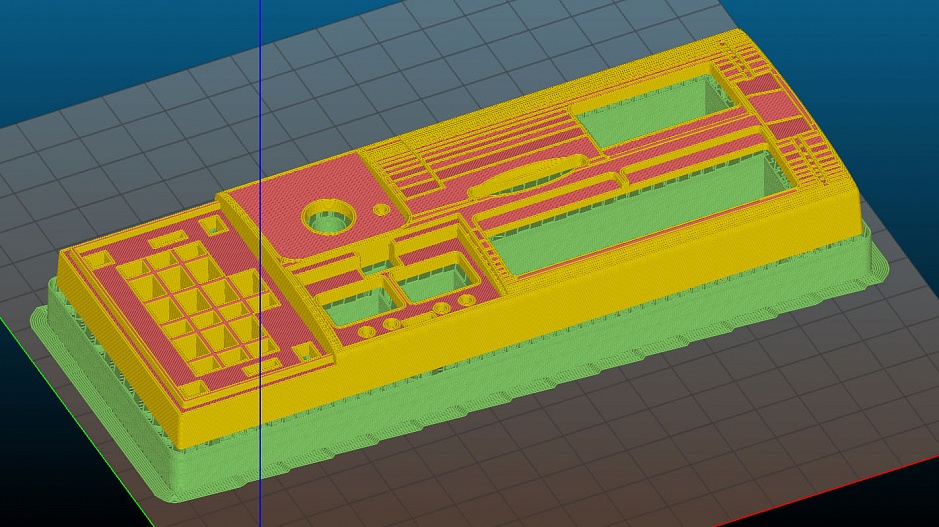
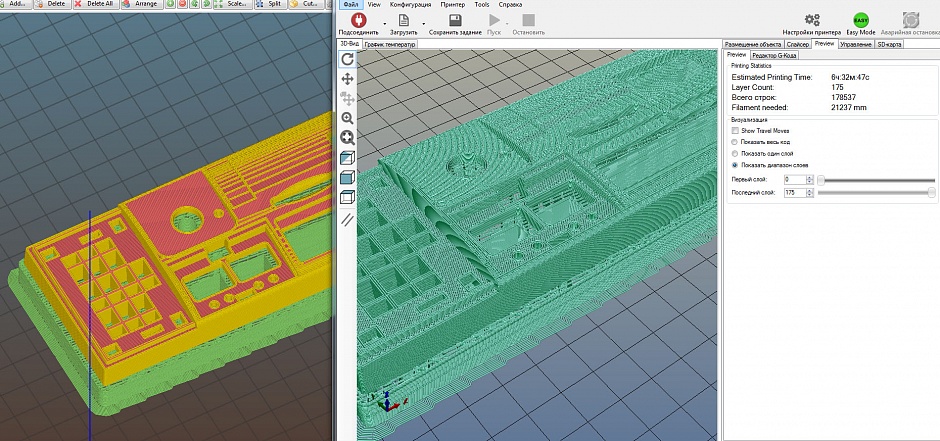
在Slic3r中加载零件。

我们将零件放置在适当的位置,以使面板的顶部质量良好。 侧面外墙的质量对我们也很重要。 面板的内部是草稿,因此我们在内部建立了支持。
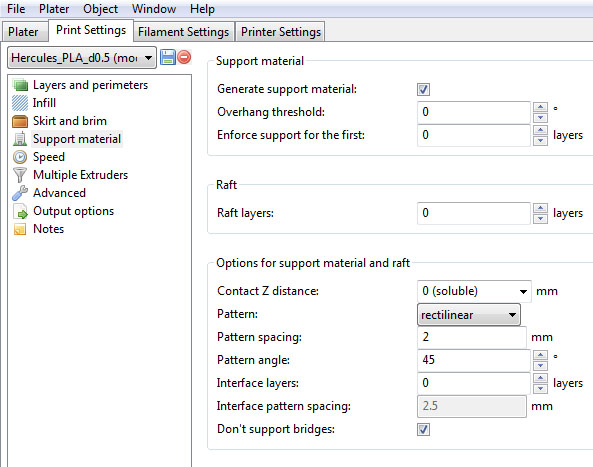
转到打印设置→支持材料并启用支持。
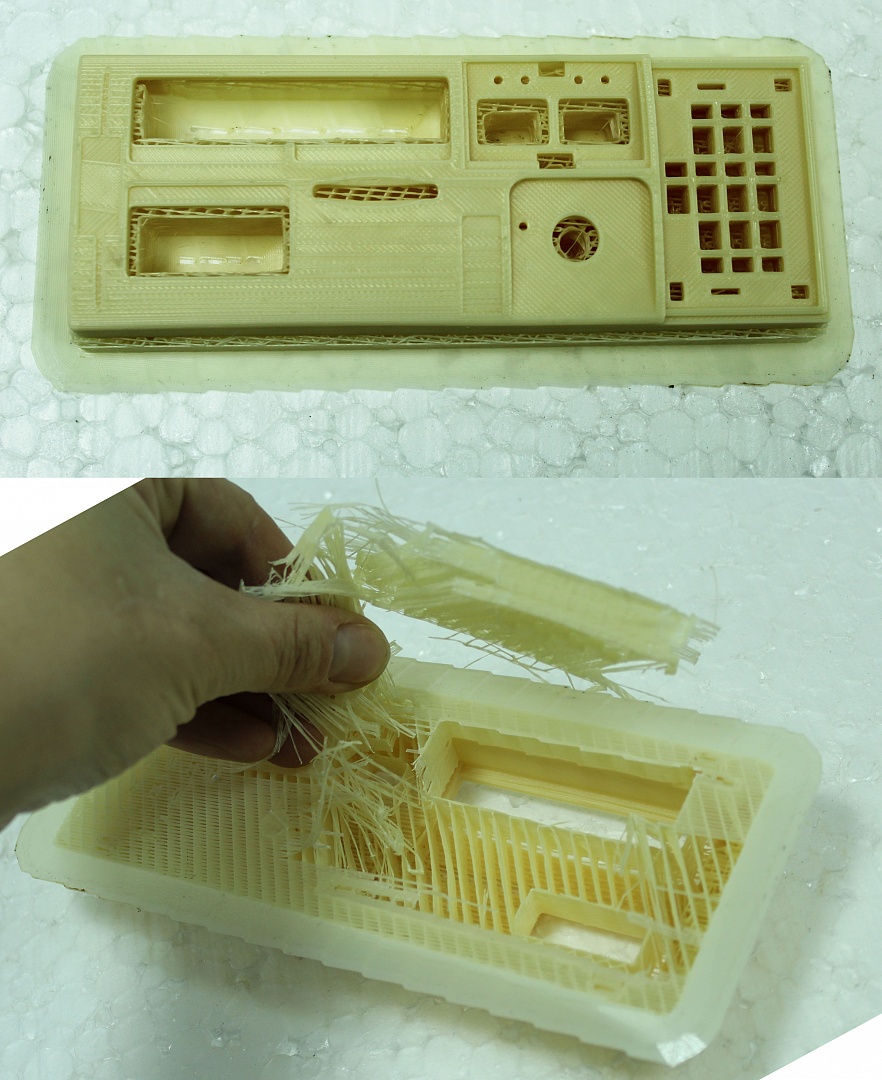
事实证明,所有细节都靠在支撑架上,很难将其移除。 图为我们客户的打印结果。 是他把我们这个有趣的任务扔给了我们。 印刷时间4.5小时。

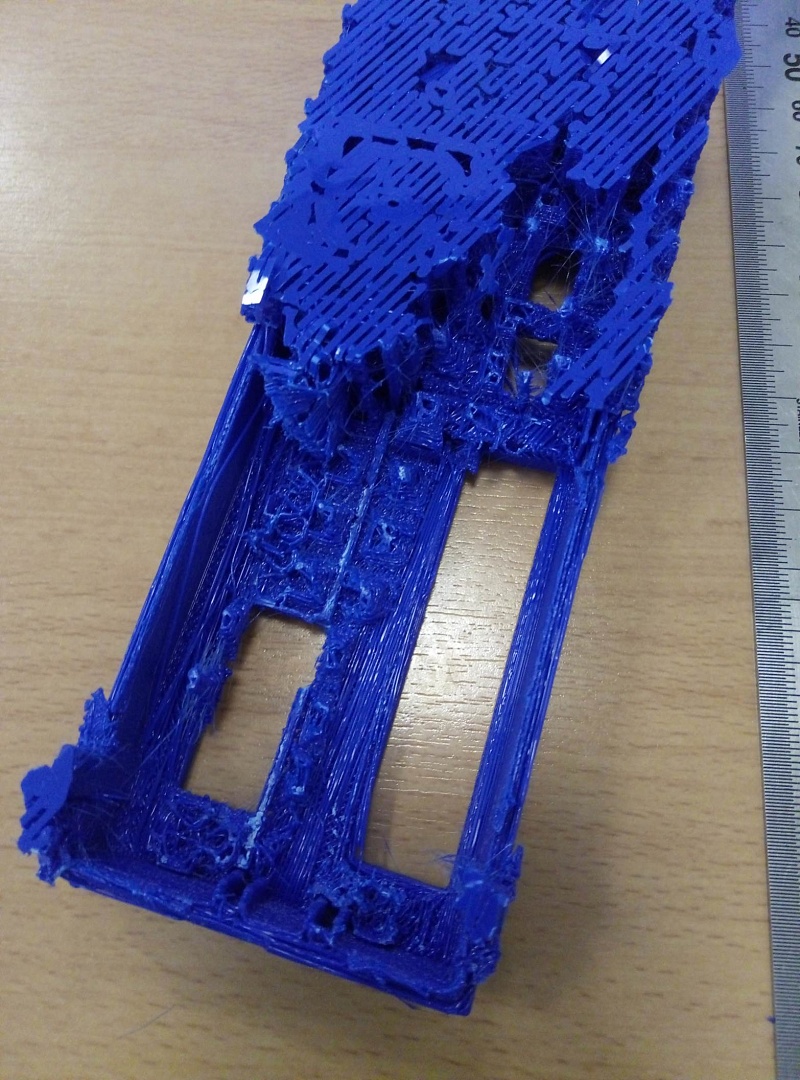
我们很难用钳子将支撑分开。 内表面质量很差,无法加工。
在这种情况下,标准设置无法解决该任务。 因此,我们将手动配置Slic3r。
为了轻松卸下支撑并以可接受的质量打开面板内部,需要更改一些参数:
转到支持材料部分
1.减小支撑上的挤压宽度。 支撑网格将以网状细丝打印。 它们很容易用手去除,同时它们的强度足以支撑零件的第一层。
在高级→挤出宽度→支撑材料– 0.35毫米中更改设置。
2.为了使要在支架上印刷的零件的第一层螺纹不下垂,我们需要将支架网格拧紧,也就是说,间距必须至少为1 mm。 此参数称为模式间距。 这是支撑螺纹之间的距离,以毫米为单位。 如果我们在那儿指示一个短距离,则打印支架将花费很长时间。 因此,我们将执行以下操作:我们将以3 mm的增量打印支撑,并以所需的1 mm间距打印最后两层支撑,这些层将支撑零件的第一层,而增加1 mm则将防止螺纹下垂。 这样可以节省很多时间。 更改设置:
图案间距–3毫米-打印支持以3毫米为增量
界面层–2,界面图案间距– 1 mm –设置零件和支座之间的两层以1 mm的增量打印线。
3.接触Z距离,指定为0。零件的第一层将被印刷在靠近支撑的位置,因此会更平滑。 减小挤压宽度使我们能够轻松地从零件表面去除支撑。
 4.
4.转到速度部分。 为了防止支撑螺纹由于减少的挤压而断裂,我们将支撑材料的速度降低到40 mm / s,将接口支撑材料的速度降低到30 mm / s。
连续层的速度降低到50%,而连续层的速度将被打印在支架的顶部。 我们这样做是为了使支撑上的各层更均匀地放置并且线程不会断裂。
速度→实心填充-50%
保存G代码并打印。
我们看一下结果。
绿色PLA Esun和奶油ABS Esun。
用 0.5 mm
的喷嘴,0.2 mm的层高将其打印在
Hercules Strong上 。 印刷时间为6.5个小时的PLA和近7个小时的ABS。
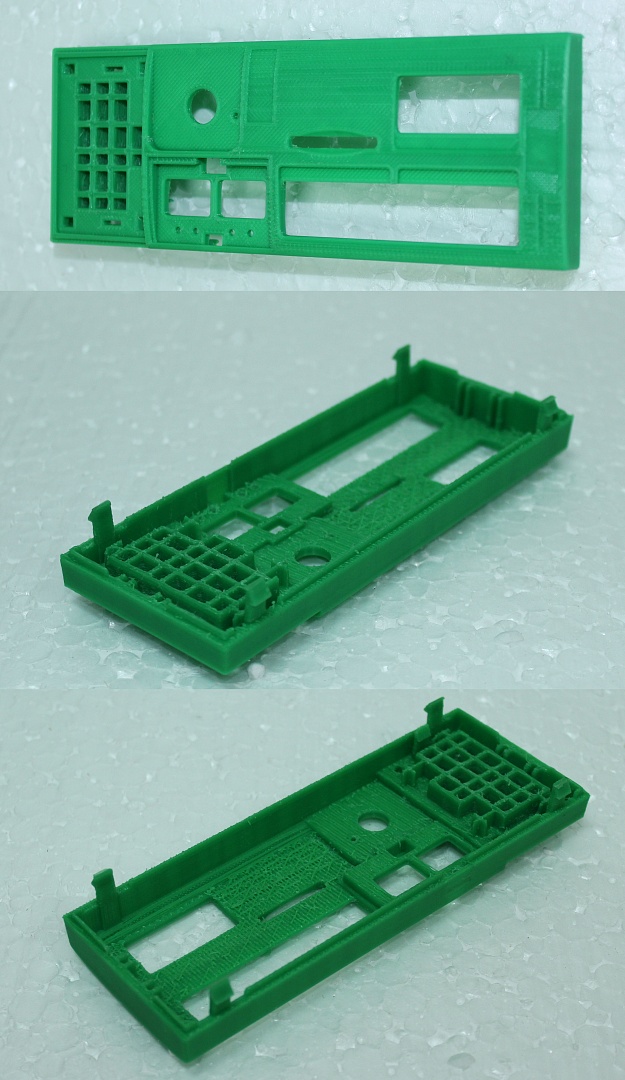
支架的主要部分很容易用手分开,我们用一把小刀和一把细的平头螺丝刀卸下了该部分和支架之间的两层螺纹。 支架上方的表面光滑,没有断裂或松垂。
此方法使您可以在很多支持下打印复杂的零件。 打印时间将取决于Slic3r的设置,而Slic3r的设置又取决于零件的复杂程度,塑料的类型和所需的结果。 在我们的情况下,打印时间增加了近40%。
如实验所示,支撑件上的挤压宽度可以减小到喷嘴直径的40%,该值越小,支撑件的分离就越容易,但是挤压件破裂的可能性就越大,并且零件的第一层会不均匀掉落或不支撑。 另外,不要忘记塑料的物理特性:对于ABS塑料,我们将支撑物的印刷速度降低到30 mm / s,否则挤出会失败。 与ABS不同,PLA塑料的拉伸性很好,并且以40mm / s的速度印刷而没有破裂。 因此,所有列出的参数在每种情况下都可能有所不同。
3D打印机目录不要忘记订阅我们的
YouTube频道 (每周都会发布新视频)。
