祝您有美好的一天,
3Dtool ! 这次我们决定弄清楚如何在打印非功能性模型时节省塑料,也就是说,这种模型的强度特性无关紧要。
通过打印例如纪念品,模型或家庭装饰,我们可以通过减少内部填充物的百分比或壁厚来节省时间和塑料。 但是有时候有一项特定的任务-用尽可能少的塑料量印刷零件。 例如-打印用于铸造的主模型。 这些是仅需外壳的零件,内部的塑料越少,越容易从烧瓶中烧掉。 无论谁参加,谁会理解,谁不是?我们很快将发表一篇有关PLA大师模型铸造过程的文章。
例如,我们从
这里获取模型。
而且我们需要以最小的壁厚和最小的填充量进行打印。
实验用3D打印机
-Hercules Strong 。
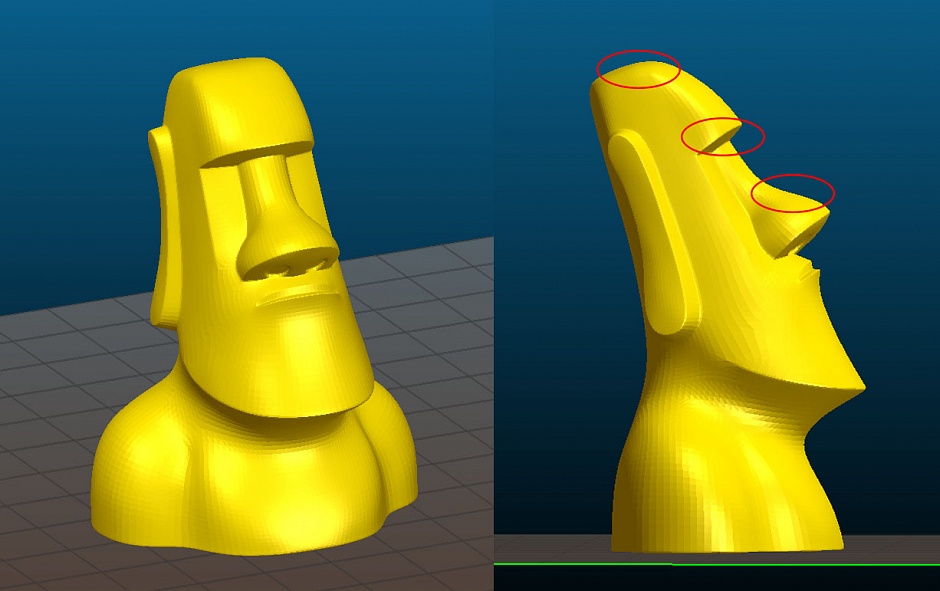
首先想到的是放置1个周长和0%的覆盖率。 在极少数情况下,这种方法可行。 与往常一样,这里的情况更加复杂。 在模型中的某些位置(图中红色表示),壁的倾斜角度不允许在一个周长上打印壁-螺纹会掉下来。
因此,我们将从简单变为复杂。 首先,我们将制作3个周长,并尝试仅打印模型的“外壳”,但是如果可行的话,该怎么办。
喷嘴0.5毫米,层高0.2毫米。

40分钟6.9立方米 看
发送打印。

正如预期的那样,螺纹在困难的地方下垂并且模型的壁上出现孔。
似乎如果没有内部填充将无法支撑外围线程的下垂,您将无法做到。 但是,正如我们回想的那样,我们需要尽量减少塑料用量。 因此,我们将在需要的地方使用选项“仅填充”。 此选项使您可以仅在需要支撑以一定角度悬挂的墙的地方构建填充物。 Slic3r本身会分析几何图形并确定需要在何处构建填充,因此此选项并不总是能够解决问题。
但是我们还是会尝试的。 设置Slic3r并计数。


44分钟,用7.4立方厘米的塑料。 我们正在尝试打印。

这次的缺陷较少,但它们再次出现。 因此,在这种情况下,此方法无效。
我们进一步提出。
一种选择仍然是-使用填充。 在这种情况下,节省挤压宽度将对我们有帮助。 由于我们只需要填充即可使陡峭的墙壁保持不倒的东西,因此填充的质量和强度并不重要。 因此,请将其取下并拧到最小。 例如0.15毫米
我们记得以前的出版物,当更改拉伸宽度时,Slic3r会更改填充网格的密度,因此请不要忘记检查此参数!
这是我们得到的设置:
喷嘴0.5毫米,层高0.2毫米,填充5%,填充时挤出宽度0.15毫米。 由于填充网格非常密集,因此周长数将减少到2。这将节省打印时间和塑料。


印刷时间仅一个多小时,塑料体积为6.3厘米立方! 我们打印。

该模型是在工作日结束时打印的,因此出于好奇,我们将其分解以查看所有内容。

照片显示填充物上印有薄薄的网状物,某些地方的挤出物破裂了。 然而,这种薄的网孔足以保持悬垂的墙壁。
在2个周长内打印出无缺陷的模型。 我们没有节省时间,但是主要任务-用最少的塑料打印用于铸造的主模型-已成功完成。
比较结果:

如果零件的几何形状允许您使用第一种方法,那么也可以减小其中的填充中的挤压宽度。 这样可以节省更多时间和塑料。
使用这些方法时,必须考虑零件的几何形状以及要打印的塑料的属性。 减小挤压宽度,重要的是不要忘记,在填充物的打印过程中,细线会断裂,因此每次都必须选择填充物的速度和样式。 因此,每种情况下的节省将有所不同。
→
坚固的大力神3D打印机→
3D打印机的总目录不要忘记订阅我们的
YouTube频道 (每周都会发布新视频)。
