
曾几何时,当我还是一个小学生的时候,主要从扔进垃圾场的各种电路板中开采无线电组件,我注意到在焊接另一块这样的电路板过程中出现了一种不寻常的现象:有些焊料立即从铝箔上掉下来,值得用烙铁戳一下。 接触区域保持无焊料,光滑且镀锡锡,并且在零件的输出处滴下的焊料在下方具有相同的光泽平底。
我暂时注意到并忘记了。 前一年,我参加了一次北极科学考察,出乎意料地遇到了所使用设备的意外故障。 该设备是自制的,其他人也可以做到,但是幸运的是,他们为我提供了电路和所有文档,以防万一烙铁和必要的设备。 我们不必长时间寻找故障:在外壳内部,D-Pak封装中有一个5V集成稳定器,该稳定器从板上掉了下来。 护垫和稳定器的“腹部”具有相同的美丽光泽表面。
最后一个案例是一台旧笔记本电脑,据其前任拥有者称,在旧笔记本电脑停止接触后,将其地下室的电源连接器更换为一千卢布。 随着时间的流逝,该连接器中的触点再次出现问题,当我发现该连接器焊接得很不好并且刚好挂在板上时,我按照需要进行了焊接。 但是时间过去了,故障又回来了。
您可能已经猜到了,所有这些现象的原因都是相同的,并且在文章标题中提到并在KDPV上显示。 但是,它是从板子甚至笔记本电脑中来的呢?
在前两种情况下,应归咎于其他人的合理化,这在某种程度上几乎成为了无线电业余爱好者镀锡印刷电路板的普遍接受方式,并且显然已经渗透到生产中。 我将板子放入水,甘油和柠檬酸的混合物中,加热至100度,在其中丢入一些玫瑰合金颗粒,然后用橡胶刮刀将熔融的合金分散-现在已经准备好镀锡且易于焊接的路径。 我们记得,笔记本电脑受到了非官方维修人员的访问,他们有一个可爱的窍门-如何将焊料焊接到大型的多边形板上,甚至是无铅焊料,脆弱的烙铁。 为此,Rose使用了相同的合金,该合金与紧密的铅熔合,可将其快速熔化并使其易于拆卸,而无需“擦除”板上的所有东西,也无需将铜从PCB上剥离。 在所有这三种情况下,玫瑰合金与焊料混合会大大降低其熔点,从而带来麻烦。
似乎有些合金玫瑰不应该太大地改变焊料的性能。 但是事实并非如此。 为什么-让我们记住玫瑰合金在锡铅铋系统中是三元共晶的。
谈论共晶

让我们看一下两组分体系的相图,该体系在液体中的溶解度不受限制,而在固体中的溶解度则微不足道。 合金的成分绘制在水平轴上,温度绘制在垂直轴上。 上面的线是熔化开始(固相线-ADCB)和熔化结束(液相线-AEB)温度的依赖关系。 仍然有两个分支将均质固溶体的区域与两相区域分开,但是它们现在不会引起我们的兴趣。 在固相线和液相线之间的区域,我们有熔融和固相的两相系统。
E点是特殊的,固相线和液相线相互接触:这种成分的合金最易熔,并且像纯金属一样会立即熔化。 这是共晶的。 好的焊料通常是共晶的,这正是POS-61或POS-63的含义。
合金的成分是否不符合共晶? 您是否曾经需要焊接过通常在苏联家庭中以粗棒出售的POS-40焊料? 在烙铁的刺痛下,它首先变成一种粥,然后才完全融化。 它以相反的顺序硬化,首先变成一团糟,然后固化。
而且,如果我们服用锡并仅添加5%的铅? 这将是绝对相同的,只有在固相线和液相线之间,“粥”才是实际上的固体。 但是易碎,因为液相将填充晶体之间的薄层。
现在注意,固相线是水平的。 这意味着无论其成分如何,任何锡和铅合金(在2.6-80.5%铅的成分范围内)的熔化都将在
相同温度下开始。 在相同的温度下,固化将终止,顺便说一下,这些最后一滴熔体的成分等于共晶成分。
现在添加铋腿
如果添加第三种成分,该成分也可以以液态自由溶解,但不以固体形式溶解...在这里,我们需要考虑三组分体系。
通常,这种系统的行为类似于两部分系统。 这里,固相线和液相线的温度相等时也由三个成分组成。 并且其熔点甚至低于构成三元组的三个二元体系中的每一个的双共晶温度。
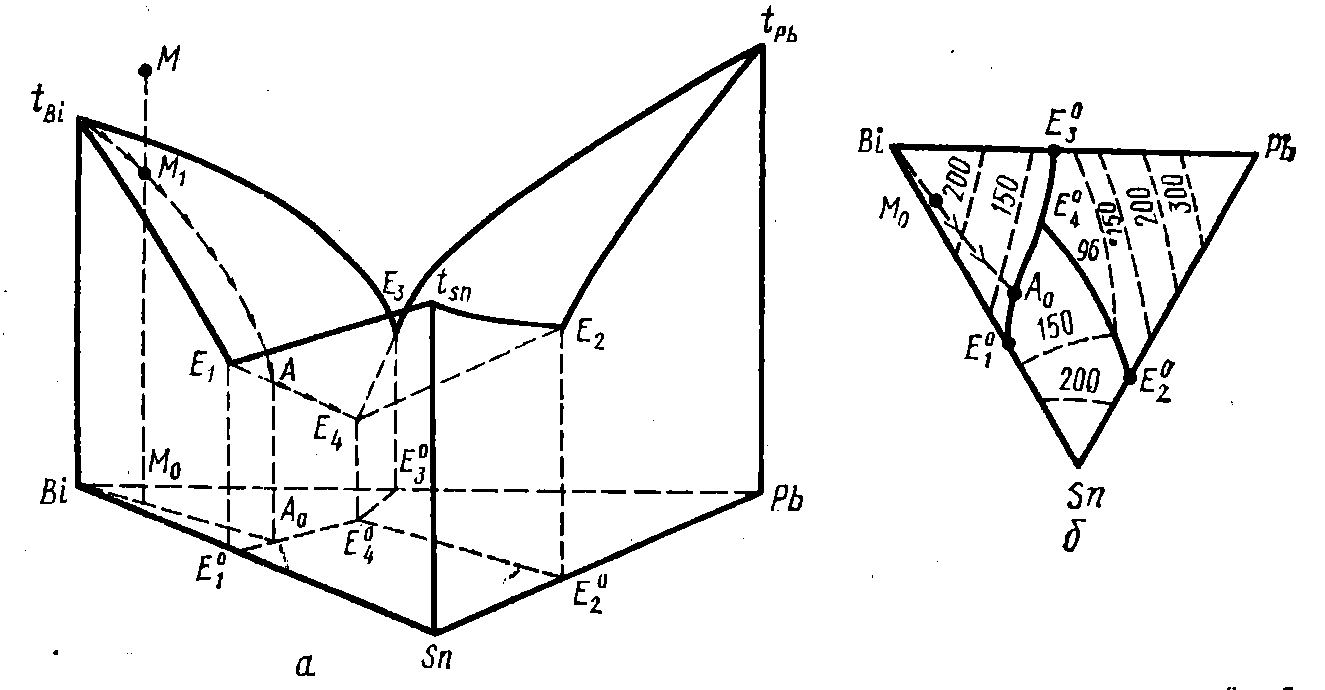
该图描绘了从线变成表面的液相线。 固相线...固相线几乎是整个三角形的水平面(超前角除外-存在金属间相)。 对于铅-锡-铋系统,其位置对应于Rose合金熔化温度96°C的恒定温度。
因此,如果在锡铅合金中添加一点铋,就会得到一种在96°C时开始熔化的合金。
诚然,铋明显溶于锡,尤其是铅。 因此,固相线平面移离三角形的边缘-锡铅部分。 它与锡铅共晶的铋含量大约为15%,当靠近边缘时会向上“弯曲”。 因此,将引起麻烦的Rose合金的量不是无限小的,而是约10-20%。 但是不幸的是,这仅在理想条件下。 实际伤害少。 原因是焊接是一个快速的过程。
动力学因素
动力学是化学的一部分,致力于化学过程的速率。 焊接是一个快速而短暂的过程;在焊料熔化并快速冷却之前,焊接点会迅速升温。 这会导致什么?
想象一下,在一块镀有玫瑰合金的板上(特别是在焊接有缺陷的零件之后或之后)的接触垫。 他们将接触垫焊接到上面,然后拆下烙铁。 焊料被冻结。 焊接时间-秒。 在这段时间内,焊料和Rose合金将没有时间混合,尤其是在焊接SMD元件且接触垫和输出垫之间的狭窄间隙干扰混合的情况下。 结果,代替了接触垫上的先前的Rose合金,获得了富铋层,即使铋污染物结合的总量似乎不足,该层也开始在96℃的温度下熔化。 这就是为什么用烙铁轻轻触摸掉细节,并因此形成“镜子”的原因。
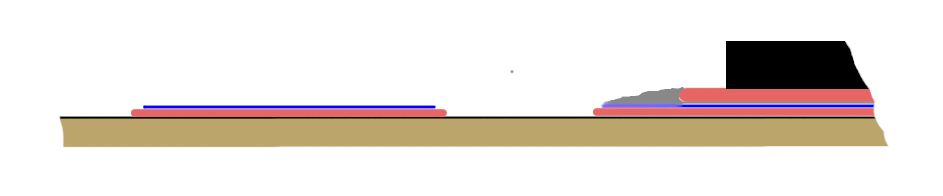
该图中的蓝色表示玫瑰合金,而灰色表示焊料。 在左侧-焊接之前,在右侧-焊接之后。
有什么威胁?
当加热部件与Rose合金焊接时,结果很明显:该部件会掉落。 在高于96°C的温度下,结晶焊料颗粒被液体层分开,其强度类似于湿沙的强度。 看来,如果零件不加热,有什么好担心的? 但是在此因素起作用,从焊接到最终固化之间要花费大量时间。 而此时,在接合处的最小努力将破坏它,并会出现裂缝。 事实证明,这是一种“错误焊接”:似乎所有东西都已焊接,存在接触,但是没有可靠性,随着时间的流逝,这种接触将消失,尤其是在机械应力下,例如在笔记本电脑的电源连接器上。
结论
请勿将Rose合金用于镀锡板或焊接零件。 如果您需要用Rose合金焊接一些微妙且非常担心过热的合金,请为此单独准备一个烙铁或单独的烙铁头。 化学镀锡是代替使用玫瑰合金镀锡的一种有价值的替代方法。 只需将助焊剂施加到“化学”锡上并将其熔化。
如果零件没有受到机械负载,但是您仍用玫瑰合金(或在您之前焊接过)焊接了该零件,请不要懒惰,并用不太牢固的粘合剂将其粘合到板上(以便在必要时将其撕下) 。 这样,您可以在一定程度上确保其在焊料固化过程中不会发生位移,并使焊接更加可靠。 您也可以在玫瑰合金中在焊铁的宽尖上散布大量焊料,然后在场地周围走动,然后用编织物除去焊料并重复此操作1-2次以上,但是根据板的质量,有可能会导致铁轨无法站立。
PS:如果您突然遇到锡铋焊料,也会出现类似情况。 这种焊料低毒(铋的毒性比铅低得多)且易熔(熔点为139°C),如果它不用于进入铅时形成三重共晶,则将是一种极好的无铅焊料。 例如,当使用普通的锡铅焊料修理用这种焊料焊接的板时。 但是,正如
Habra_nik所指出的
那样 ,这种焊料在日本具有一定的知名度。 因此,在修理现代日本电子产品时需要小心。