→
第一部分→第二部分
→
第三部分在本文中,我们考虑了CNC路由器的标准和非标准用法。 为什么除了切割木制图片外,还可以使用这种机器。 注意交通。
换刀
当我考虑购买CNC控制器时,我在YouTube上观看了很多视频。 在大多数情况下,人们将这类机器用于各种会标,一些浮雕图片等。 我不打算剪出3d图标。 对各种设备有一些想法。 为了实现它们,需要最通用的工具架。 根据主轴类型,在购买时,您可以选择以下两个选项之一。
1.第一种选择:

2.第二种选择:

我选择了第二名。 这是通用安装座,孔直径为43mm。 这种选择使得有可能制造出多个咬合件,以执行从平型平版切割到车削的广泛操作。
基本操作
以我对CNC铣床的业余理解,基本操作是:
- 钻孔
- 模板切割
- 坡口切割
- 各种各样的艺术作品(嗯,没有它们的地方)
购买了鲜为人知的博世公司的直接磨床作为主轴:

一切都很简单:我们固定好主轴,插入切刀,加载g代码,然后开始! 主要困难是选择正确的主轴转速。 转速过高时,树可能会烧毁,而转数不足会影响质量。 我凭经验选择所有模式。
基本操作结果的一个示例(填充面板上的垂直条纹):

添加剂
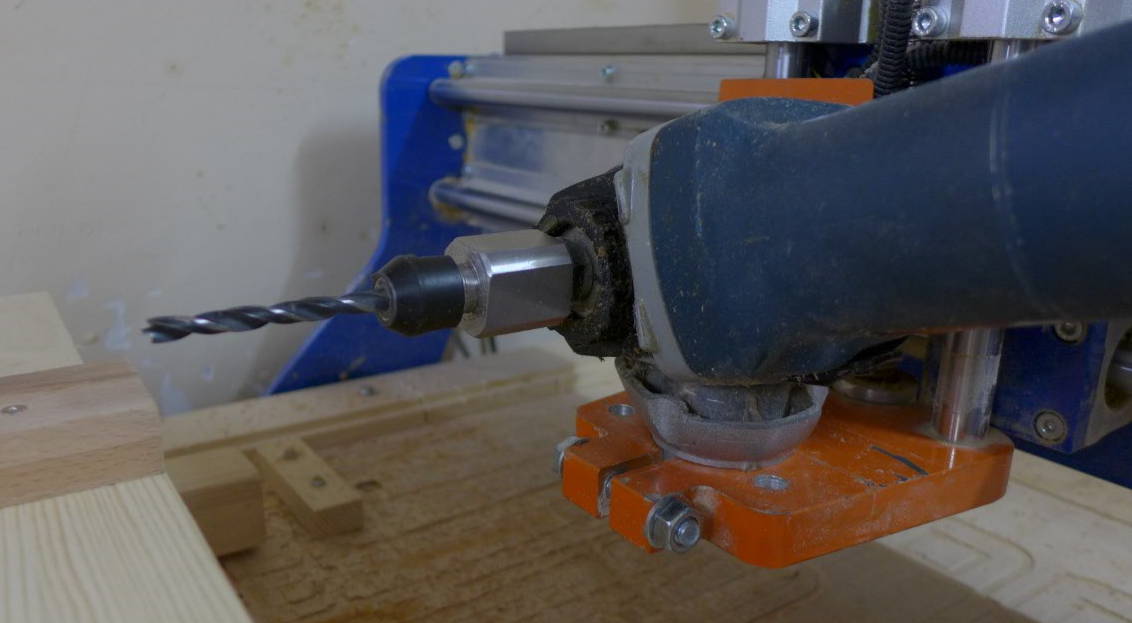
创建橱柜家具时,通常需要在最后连接家具板的2个面板。 为了防止木制面板随时间弯曲,在木销钉被堵塞时要定期开孔。 要连接的两个面板上的孔必须彼此完全匹配。 甚至不允许偏移一毫米。 要钻这些孔,有专用的填料铣床。 他们花了病钱(50k +)。
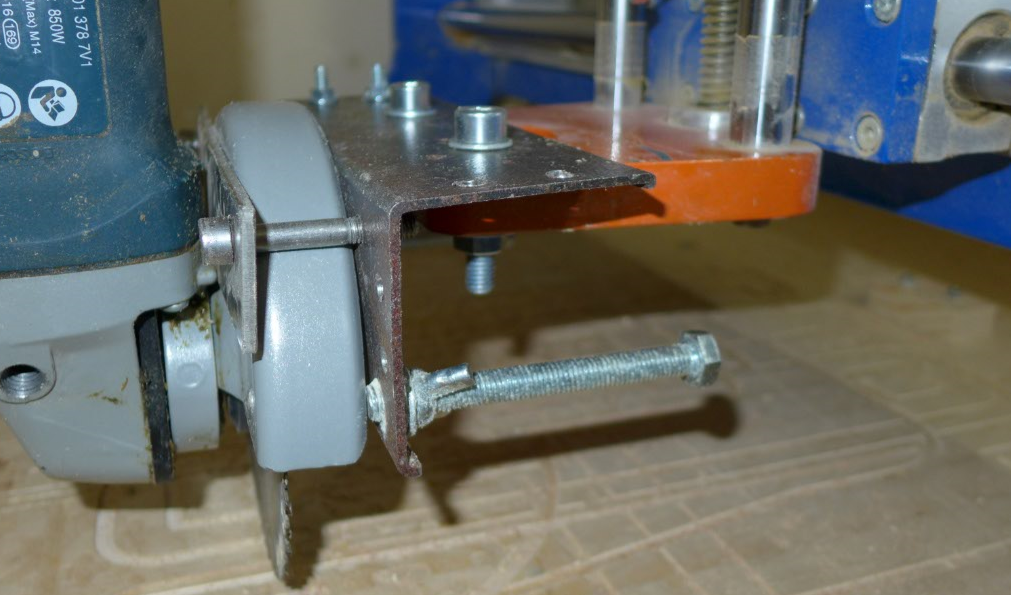
但是我有一个定位精度为0.05mm的骨料(如果卖方没有撒谎)。 您需要做的就是将切削工具旋转90度。 为此,用磨床更换主轴:
看起来很简单,但是要做到这一点,我不得不砸碎头。 我找不到可以用螺丝钉固定在磨床上的墨盒。 我必须在工厂订购这样的适配器:

我没有做任何绘图,我只是从磨刀机上带了两个人一个磨床和一个卡盘,请他们交朋友。 伙计们识字能力强,制作了完美平衡的适配器。 即使在最高速度下也没有节拍,这对于钻孔不是特别必要。 如果我能为我服务,问题的价格为4k。
还需要弄清楚如何在CNC上添加角向磨光机。 解决方案是这样的:我从一个破旧的钻头上切下了变速箱的一部分,然后将磨床拧紧了。 在组装状态下,此管理单元如下所示:

轻微的抒情偏离。 在旧的苏俄式电钻中,齿轮箱通常由镁合金制成(如我的案例)。 事实证明,在使用镁时,应遵守安全预防措施。 从研磨机发出的火花中,燃烧出镁粉尘山,锯完钻具后残留在工作台上。 幸运的是,滑梯很小,我总是随身携带灭火器...
我试图改用与榫刀相同的设备。 我编写了一个简单的程序,根据输入的尖峰尺寸生成g代码。 而且她甚至工作,峰值很不错。 但是这个主意必须放弃。 有损坏工具的风险,因此我们必须每遍清除一小层木头。 由于这个时间,减少单个尖峰花费了很多时间。
切割板材
在外壳的制造中,严格遵守单个面板的尺寸和直角也很重要。 在我将CNC用于这些目的之前,此操作看似简单,但非常耗时,而且结果往往不理想。
为此,正确的连接器使用格式切割机(俗称“格式器”)。 但从理论上讲,他甚至都不适合我的9个正方形,我什至没有在谈论价格。 一段时间以来,我使用了各种导向轮胎。 但是降低质量是行不通的。 了解了问题之后,我意识到了问题所在。 事实证明,在专业格式化程序中,有2个磁盘-一个小切盘(切不到整个工件的深度),第二个主切盘。
我不得不再想一想。 由于头脑风暴,这样的事情诞生了:

底部的长螺栓设计用于精确设置锯片和工作台之间的直角。 薄的圆盘和磨床的大转数使您即使锯切松木时也能获得完美的切割效果。 为了模拟专业格式化人员,我将每个切割分为2遍:第一遍是1/4深度(模拟切割盘),第二遍是全深度。
这是需要高速移动的地方,我在上一篇文章的评论中写道。 否则,一次切割将花费几分钟。
将同一设备旋转90度,以便沿以下方向锯切:

从另一个角度来看:

从研磨机出来的管子似乎并不是用来除尘的,而是用来除尘的。
电机冷却。
转弯
专业车工的产品总是给我启发。 我仍然不知道如何,仅使用凿子和门齿,它们就能够研磨两个相同的物体(复印机不计算在内)。 老实说,我尝试过,nifiga无法正常工作。
相同的CNC单元和磨床进行了救援。 除了它们之外,为了在Avito上获得不错的2.5k,我从1983年购买了1983年的业余车床。 结果是这样一个复杂的设计:

顶视图:

绿色的管道是研磨机的冷却装置,黑色的管道是木屑的抽吸装置。
视频的工作原理(声音更安静):
尽管车床看上去很简单,但它仍允许您加工仪表工件,该工件对应于CNC CNC的X轴长度。 因此,该设计适合于制造例如预制的台球杆。
我知道有关CNC的车轴的信息,但我立即拒绝了。 首先,有点贵(+ 30k)。 其次,她需要一个更高的门户。 这立即切断了我找到的所有预算选项。 第三,速度。 显然,此选项不适合在该国为凉亭转动大量栏杆(保加利亚版在几分钟之内一次就可以将栏杆碾碎)。
在上一篇文章的评论中,有一整段讨论我选择齿条和小齿轮而不是螺旋齿轮的讨论。 我不想提前透露这种阴谋,因此,现在我将解释选择我选择原因的原因。 甚至在购买之前,我就想到了上述旋转控制台。 我仍然不知道该怎么做,但是我脑海中已经浮出水面。
在最后阶段,选择减少到2个选项。 第一个是我最终购买的一个,第二个是:

价格差约为3万。 但是在带滚珠丝杠的型号中,有两个明显的缺点:
- 移动速度(1500毫米/分钟,相对于7500毫米/分钟,对于导轨)。
- 中间有一个驱动器。
在潜意识里,我知道高速可以派上用场,但是那时我还没有想到CNC格式化程序。 但是对于转向流浪的设计,中间的一个驱动器是非常不合适的。 在这种情况下,门上的对角载荷可能会变得很关键,并且门的整个结构会在转向过程中弹跳。 在这种情况下,不会谈论任何准确性。 因此,我为每侧单独的驱动器多付了三十。
保加利亚语
另外,我想谈谈研磨机。 当我刚想到这些设计时,人们就对角向磨光机在这样的负载下能生存多久感到严重怀疑。 因此,我买了专业的博世。 塑料齿轮箱盖在压入轴承的位置有些令人讨厌(我不确定我是否正确命名了该零件)。 但是,令人惊讶的是,保加利亚人已经生活了第二年。
切割和添加添加剂时,没有极端负荷。 因此,在钻孔时,请勿将研磨机连接至真空吸尘器进行冷却。 切割时,这完全取决于需要切割的体积。
主要在车削过程中,砂轮机承受了沉重的负担。 没有任何冷却方式。 在连接绿色软管之前,我每隔5分钟必须休息20分钟。 现在我也休息一下,但休息的频率要少得多。 好吧,我不会忘记在每个主要工作之后都要对变速箱中的润滑脂进行更新。
总结
在我的木工实验中,数控机床已变得不可或缺。 在某些情况下,仅由于他是木工的业余爱好者,我才能接近专业工匠的素质(例如,车削产品)。
PS:当我准备这篇文章的材料时,我并不认为这个主题会那么有趣。 现在我知道有必要为每个项目拍摄视频。 我将尽力完成周末并附加在这篇文章上。
UPD在评论中,许多人写了关于安全性的文章。 我只需要在这里播放。 在使用穿孔,切割,锯切工具时,必须遵守以下安全预防措施:
-眼睛上的眼镜;
-头戴耳机;
-鼻子上的面罩或呼吸器;
-不要站在锯片的旋转平面上;
-不要使用带有锯片的磨床;
-禁止戴手套,手套(除薄橡胶外);
-戴头在贝雷帽下的头发(如果是棒球帽,则是遮阳板);
-长袍在身上,袖子不挂;
-灭火器在手;
-防晒霜(紫外线是危险的);
-我脑子里的常识。
UPD2承诺的视频。
切割:
加法时间:
加法二: